



1.φ80mm×4mm低碳钢管水平固定对接单面焊双面成形焊接特点
φ80mm×4mm低碳钢管对接水平固定焊条电弧单面焊双面成形,焊接过程要进行仰焊、立焊以及平焊等位置的操作。为此,在焊接位置不断变化的情 况下,不仅要求焊条角度作相应的变化,而且焊接电流、熔化的焊条金属液的送进速度也应该随着焊接位置的不断变化而做相应的调整。但是,焊接现场比较复杂,不可能去频繁地调整焊接电流,所以在焊件水平固定不变的情况下要求焊缝根部必须焊透,只能是靠焊工在焊接过程中,准确控制灭弧频率和调节焊条金属液的送进速度,以此控制焊缝熔池温度和焊缝成形。因此,焊工必须在熟练掌握平焊、立焊和仰焊的操作技术后才能进行该焊件的焊接。φ80mm×4mm低碳钢管水平固定焊条电弧单面焊双面成形焊件如图1-30所示。
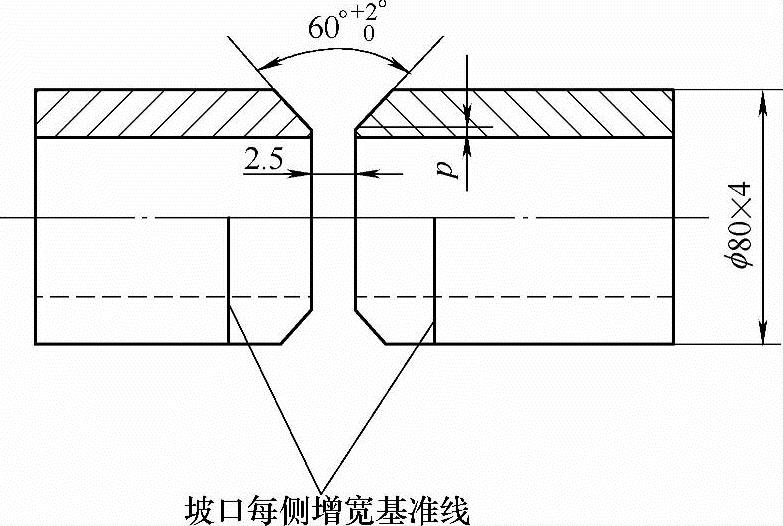
图1-30 φ80mm×4mm低碳钢管水平固定焊条电弧单面焊双面成形焊件
2.焊前准备
(1)焊机 选用BX3-500交流弧焊变压器。
(2)焊条 选用E4303酸性焊条,焊条直径为2.5mm,焊前经75~150℃烘干,保温2h。焊条在炉外停留时间不得超过4h,否则焊条必须放在炉中重新烘干。焊条重复烘干次数不得多于3次。
(3)焊件 采用20低碳钢管,尺寸为φ80mm×4mm,长150mm,用切管机或车床下料,气割下料的管件端面,然后再用车床加工。
(4)辅助工具和量具 焊条保温筒、角向磨光机、钢丝刷、整形锉、半圆锉、敲渣锤、样冲、划针、圆规、焊缝万能量规等。
3.焊前装配定位
(1)准备焊件 用角向磨光机将管坡口面及坡口边缘20~30mm范围内的油、污、锈、垢清除干净,使其呈现金属光泽。然后,在台虎钳上修磨坡口钝边,使钝边尺寸保持在0.5~1.5mm,最后在距坡口边缘30mm处的试板表面用划针划上与坡口边缘同轴线,并打上样冲眼,作为焊后测量焊缝坡口增宽的基准线。
(2)焊件的组对定位及焊接 将两个管子中轴线的圆心对中,沿圆周定位3点,每点相距120°,根部间隙为2.5mm,定位焊缝长度≤10mm,定位焊缝必须是单面焊双面成形,为打底层焊接作准备。
4.焊接操作
采用断弧焊手法,将焊缝分为2层:打底层和盖面层。为了便于说明焊接操作,规定从管子正前方看管时,按时钟钟面的位置,将焊件分为12等分。焊接过程将管口垂直分为两个半圆进行焊接:由7点→3点→11点,或由5点→9点→1点。φ80mm×4mm低碳钢管水平固定焊条电弧焊单面焊双面成形焊缝层次及焊条角度如图1-31所示。打底层和盖面层焊缝都用φ2.5mm的E4303焊条。
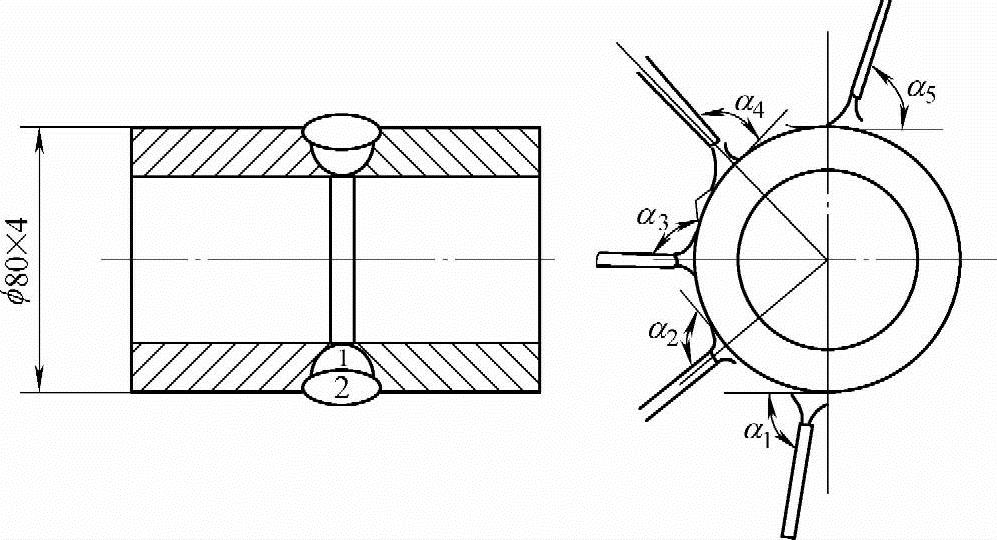
图1-31 φ80mm×4mm低碳钢管水平固定焊条电弧单面焊双面成形焊缝层次及焊条角度
打底焊 α1=80°~85° α2=100°~105° α3=90° α4=85°~90° α5=70°~75°盖面焊 α1=85°~90° α2=105°~110° α3=95° α4=90°~95° α5=75°~80°(https://www.xing528.com)
(1)引弧 用直击法在6点处引弧,引弧点在定位焊点上的管板坡口内侧,电弧引燃后拉长电弧在定位焊点上预热1.5~2s,然后再压低焊接电弧进行焊接。焊接开始前,将6点处的定位焊点及其他两个定位焊点的两端用整形锉修磨成斜坡。引弧成功后,压低电弧快速间断灭弧施焊。此时注意观察熔池形成情况,再经过2~3s后稍放慢焊接节奏,正式开始打底层焊接。
(2)接头 接头技术有热接法和冷接法两种。
1)焊缝热接法。当焊接停弧后,立即更换焊条,在熔池尚处在红热状态时,迅速在坡口前方10~15mm处引弧,然后快速把电弧拉至熔孔位置,压低电弧。焊条在向坡口根部移动的同时,做斜锯齿形摆动,当听到“噗、噗”两声之后,迅速断弧。再次开始断弧焊时,节奏稍快些,间断焊接2~3次后,焊缝热接法接头完毕,恢复正常的断弧焊焊接。
2)焊缝冷接法。开始接头之前,仔细清理焊缝处的飞溅物、焊渣等。引弧后,将电弧拉长,在接头处预热1~2s,在焊缝熔孔前面进行5~10mm的预热焊。此时,焊条做斜圆环形摆动,当焊条摆动到焊缝熔孔根部时压低电弧,听到“噗、噗”两声后,立即拉起电弧,恢复正常的断弧焊接。
(3)打底焊 焊接时,将管焊缝分为左、右两个半圆:一个半圆是时钟的7点→3点→11点,另一个半圆是时钟的5点→9点→1点,焊条与管外壁夹角为25°~30°。从时钟的7点处引燃电弧,在管子外壁稍加预热后便稍稍提高焊接电弧,焊条与焊接方向的倾角为70°~80°,焊条向焊件坡口根部顶送深些,采用短弧做小幅度锯齿形横向摆动,逆时针方向进行焊接;在时钟的4点→2点(或8点→10点)采用立焊与上坡焊,焊条与焊接方向的角度为85°~90°,焊条在向坡口根部顶送量比仰焊部位浅些;在时钟的2点→11点(或10点→1点)采用上坡焊与平焊,焊条角度为100°~90°,焊条在向坡口根部顶送量比立焊部位浅些,以防止熔化金属由于重力作用而造成背面焊缝过高和产生焊瘤。
采用两点击穿法焊接时,注意控制焊接电弧、焊缝熔池金属与熔渣之间的相互位置,控制好断弧焊灭弧频率,电弧燃烧时间是0.8~1s,灭弧时间为0.5~1s。在仰焊部位焊接时用短弧,电弧长度应有1/2长透过管壁,焊到立焊部位时,电弧长度应有1/2左右透过管壁,在水平管的上坡焊和平焊位置焊接时,电弧长度应透过管壁1/4左右。由于此时水平管焊缝处的温度已经很高,所以尽量减少焊接电弧在水平管上的停留时间,断弧操作的方式由向下甩动灭弧改为向上甩动灭弧。随时调节焊条角度,防止焊渣超前流动,造成夹渣及焊缝产生未熔合、未焊透的缺欠,打底层焊缝焊接参数见表1-8。
表1-8 低碳钢管水平固定焊条电弧单面焊双面成形焊接参数
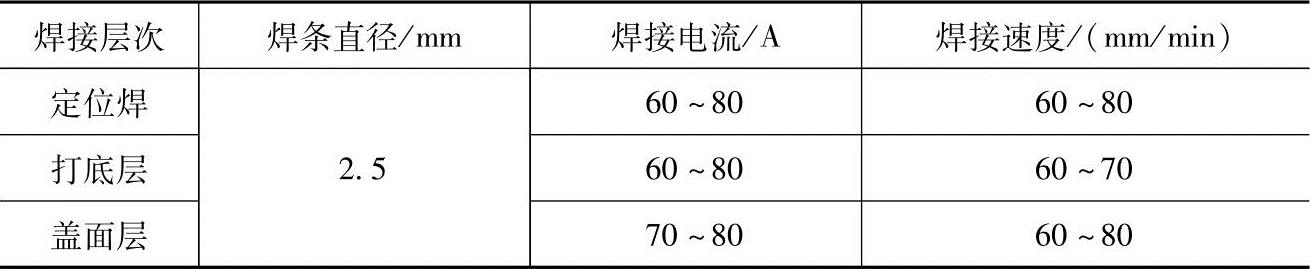
(4)盖面层焊 焊接时,焊条与管外壁夹角比同位置打底层焊大5°~6°,焊接过程中,焊条采用月牙形或横向锯齿形摆动运条法,要不断地转动手腕和手臂,使焊缝成形良好。当焊条摆动在焊缝两端时,要稍做停留,以防止咬边缺欠产生。盖面层焊缝焊接参数见表1-8。
5.焊缝清理
焊完焊缝后,用敲渣锤清除焊渣,用钢丝刷进一步将焊渣、焊接飞溅物等清理干净,焊缝处于原始状态,交付专职检验前不得对各种焊接缺欠进行修补。
6.焊接质量检验
按TSG Z6002—2010《特种设备焊接操作人员考核细则》评定。
(1)焊缝外形尺寸 焊缝余高0~4mm,焊缝余高差≤3mm,焊缝宽度比坡口每侧增宽0.5~2.5mm,宽度差≤3mm。
(2)焊缝表面缺陷 咬边深度≤0.5mm,焊缝两侧咬边总长度不超过18mm。背面凹坑深度≤1mm,总长度<18mm。焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透。
(3)焊缝内部质量 焊缝按NB/T 47013.1~13—2015《承压设备无损检测》系列标准检测,射线透照质量不低于AB级,焊缝缺陷等级不低于Ⅱ级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。