



1.低碳钢管板插入式水平固定焊条电弧焊单面焊双面成形焊接特点
低碳钢管板插入式水平固定焊条电弧焊,需要进行全位置焊接。这是最难焊的位置,焊接过程中,焊件在水平固定不变的情况下,要求焊缝根部必须焊透。因此,焊工必须在掌握平焊、立焊和仰焊的操作技术后才能进行该焊件的焊接。管板插入式水平固定焊条电弧焊与T形接头平角焊相比,由于管壁薄、管板厚,所以在焊接过程中,焊接电弧与低碳钢管的角度要小些,注意电弧热量要均匀分配在管壁和管板上,防止钢管烧穿或未焊透。同时,焊接过程中要不断地转动手臂和手腕的位置,防止出现咬边缺欠。为了达到单面焊双面成形的质量要求,还必须在管板上开出一定尺寸的坡口,使焊接电弧能够深入到坡口的根部进行焊接。低碳钢管板插入式水平固定焊条电弧焊单面焊双面成形焊件如图1-27所示。
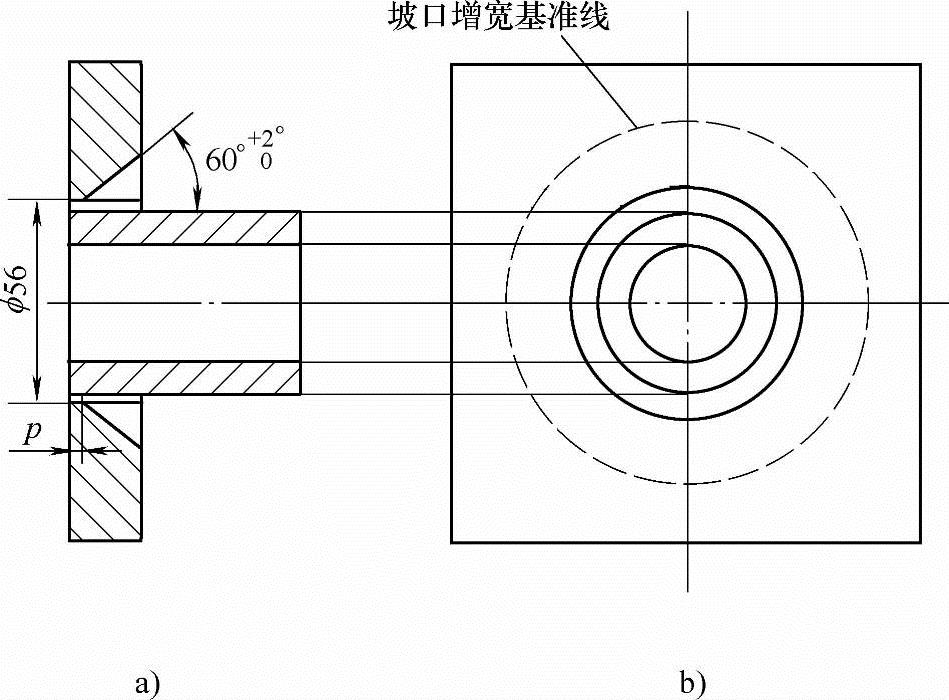
图1-27 低碳钢管板插入式水平固定焊条电弧焊单面焊双面成形焊件
a)焊件 b)测量焊缝坡口增宽基准线
2.焊前准备
(1)焊机 选用BX3-500交流弧焊变压器。
(2)焊条 选用E4303酸性焊条,焊条直径为2.5mm和3.2mm两种,焊前经75~150℃烘干,保温2h。焊条在炉外停留时间不得超过4h,否则焊条必须放在炉中重新烘干。焊条重复烘干次数不得多于3次。
(3)焊件(管板和管) 采用20低碳钢管,尺寸为φ51mm×3.5mm,用切管机或气割下料,气割下料的管件端面,然后再用车床加工。管板厚度为12mm,长为100mm,宽为100mm,用剪板机或气割下料,管板孔用钻床、车床或镗床加工,试件图样如图1-27所示。
(4)辅助工具和量具 焊条保温筒、角向磨光机、钢丝刷、什锦锉、半圆锉、敲渣锤、样冲、划针、圆规、焊缝万能量规等。
3.焊前装配定位
(1)准备焊件 用角向磨光机将管板正面坡口面及坡口边缘20~30mm范围内的油、污、锈、垢清除干净,使其呈现金属光泽。然后在台虎钳上修磨坡口钝边,使钝边尺寸保持在0.5~1.5mm,最后在距坡口边缘30mm处的试板表面用划针划上与坡口边缘同轴线,并打上样冲眼,作为焊后测量焊缝坡口增宽的基准线。插入管板内管端的外表面,用砂纸打磨18~22mm,使其呈现金属光泽。
(2)试件的组对定位及焊接 将管子中轴线与管板孔的圆心对中,沿圆周定位3点,每点相距120°,根部间隙为2.5mm,定位焊缝长度≤10mm,定位焊缝必须是单面焊双面成形,为打底层焊接作准备。
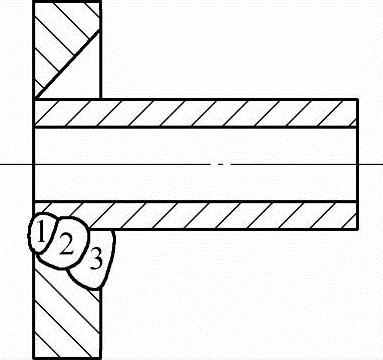
图1-28 低碳钢管板插入式水平固定焊条电弧焊单面焊双面成形焊缝层次
4.焊接操作
采用断弧焊手法,将焊缝分为3层:打底层、填充层和盖面层。为了便于说明焊接操作,规定从管子正前方看管板时,按时钟钟面的位置,将焊件分为12等分。低碳钢管板插入式水平固定焊条电弧焊单面焊双面成形焊缝层次如图1-28所示。打底层焊缝用φ2.5mm的E4303焊条,填充层和盖面层焊缝用φ3.2mm的E4303焊条焊接。
(1)引弧 用划擦法引弧,引弧点在定位焊点上的管板坡口内侧,电弧引燃后,拉长电弧在定位焊点上预热1.5~2s,然后再压低焊接电弧进行焊接。焊接开始时,电弧的2/3处在管板的坡口根部,电弧的1/3处在插入管板坡口内的管子端部,焊接电弧这样分配,以保证管板坡口、管子端部两侧热量平衡。引弧成功后,压低电弧快速间断灭弧施焊。此时注意观察熔池形成情况,再经过2~3s后,稍放慢焊接节奏,正式开始打底层焊接。
(2)接头 接头技术有两种:热接法、冷接法。(https://www.xing528.com)
焊缝热接法。当焊接停弧后,立即更换焊条,在熔池尚处在红热状态时,迅速在坡口前方10~15mm处引弧,然后快速把电弧的2/3拉至原熔池偏向管板坡口面位置上,1/3的电弧加热管子端部,压低电弧。焊条在向坡口根部移动的同时,做斜锯齿形摆动,当听到“噗、噗”两声之后,迅速断弧。再次开始断弧焊时,节奏稍快些,做间断焊接2~3次后,焊缝热接法接头完毕,恢复正常的断弧焊焊接。
焊缝冷接法。开始接头之前,仔细清理焊缝处的飞溅物和焊渣等。引弧后,将电弧拉长,在接头处预热1~2s,在焊缝熔孔前面进行5~10mm的预热焊,此时焊条做斜圆环形摆动,当焊条摆动到焊缝熔孔根部时,压低电弧,听到“噗、噗”两声后,立即拉起电弧,恢复正常的断弧焊接。
(3)打底焊焊接时,将管板焊缝分为左、右两个半圆:时钟的7点→3点→11点,另一个半圆是时钟的5点→9点→1点,焊条与管外壁夹角为25°~30°。采用这种角度的目的是把较多的热量集中在较厚的管板坡口面上,避免管壁过烧或管板坡口面熔合不好。从时钟的7点处引燃电弧,在管板孔的边缘和管子外壁稍加预热后便稍稍提高焊接电弧,焊条与焊接方向的倾角为70°~80°,焊条向焊件坡口根部顶送深些,采用短弧做小幅度锯齿形横向摆动,逆时针方向进行焊接;在时钟的4点→2点(或8点→10点)采用立焊与上坡焊,焊条与焊接方向的角度为100°~120°,焊条在向坡口根部顶送量比仰焊部位浅些;在时钟的2点→11点(或10点→1点)采用上坡焊与平焊,焊条在向坡口根部顶送量比立焊部位浅些,此时焊件的温度已经很高,注意控制焊接节奏和熔池温度,以防止熔化金属由于重力作用而造成背面焊缝过高和产生焊瘤。注意控制焊接电弧、焊缝熔池金属与熔渣之间的相互位置,及时调节焊条角度,防止焊渣超前流动,造成夹渣及焊缝产生未熔合、未焊透的缺欠,打底层焊缝焊接参数见表1-7。
表1-7 低碳钢管板插入式水平固定焊条电弧焊单面焊双面成形焊接参数
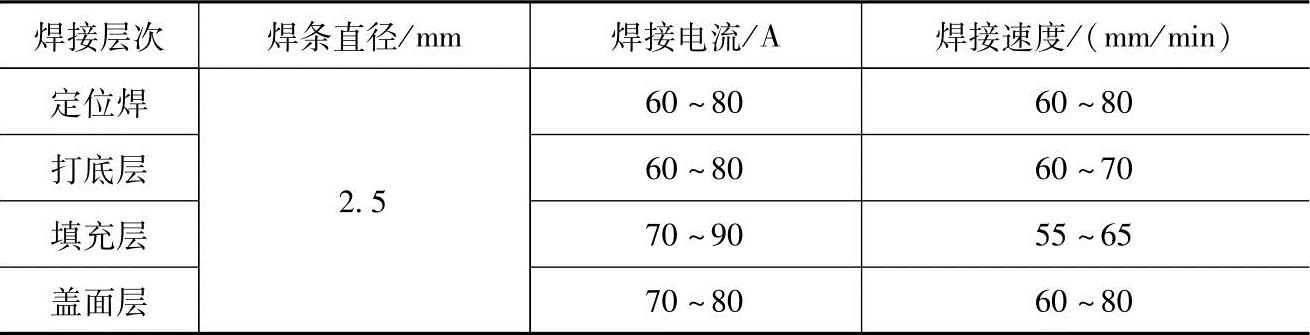
(4)填充层焊 焊接时,焊条与管外壁夹角同打底层的焊接,电弧的主要热量集中在管板上,使管外壁熔透1/3~2/5管壁厚即可。焊接过程中,控制焊条角度,防止夹渣、过烧缺欠出现,焊条的摆动幅度要比打底层宽些,填充层的焊道要薄些,管子一侧坡口要填满,与板一侧的焊道形成斜面,使盖面焊道焊后能够圆滑过渡。填充层焊缝焊接参数见表1-7。
(5)盖面层焊 焊接时,焊条与管外壁夹角同打底层的焊接,焊接过程中,焊条采用锯齿形摆动的同时,要不断地转动手腕和手臂,使焊缝成形良好。当焊条摆动在焊缝两端时(管外壁和管板)要稍做停留,防止咬边缺欠的产生。盖面层焊缝焊接参数见表1-7。管板水平固定焊条电弧焊单面焊双面成形焊条角度如图1-29所示。
5.焊缝清理
焊完焊缝后,用敲渣锤清除焊渣,用钢丝刷进一步将焊渣、焊接飞溅物等清理干净,焊缝处于原始状态,交付专职检验前不得对各种焊接缺欠进行修补。
6.焊接质量检验
按TSG Z6002—2010《特种设备焊接操作人员考核细则》评定。
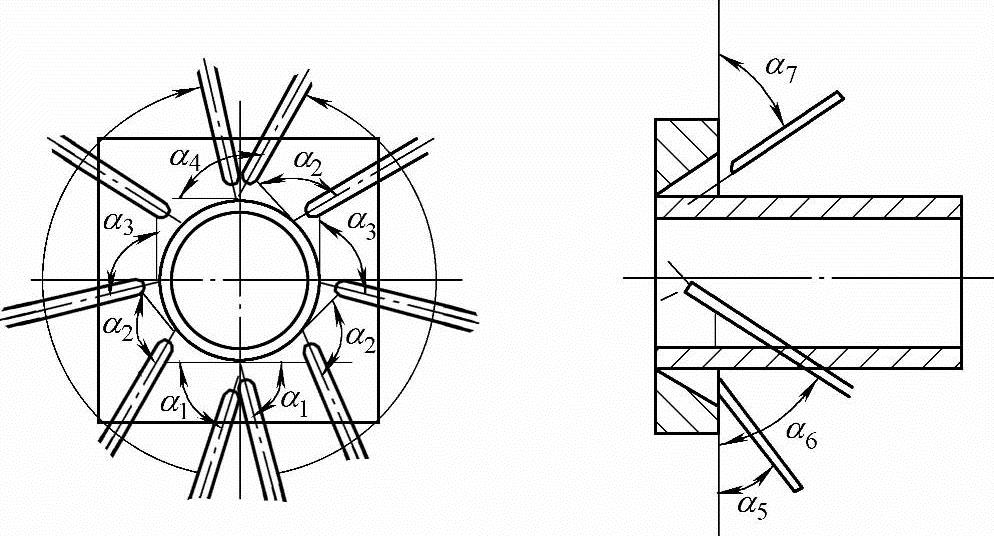
图1-29 管板水平固定焊条电弧焊单面焊双面成形焊条角度
α1=80°~85° α2=100°~105° α3=100°~110° α4=120°α5=30° α6=45° α7=35°
(1)焊缝外形尺寸 焊缝余高0~4mm,焊缝余高差≤3mm,焊缝宽度比坡口每侧增宽0.5~2.5mm,宽度差≤3mm。
(2)焊缝表面缺陷 咬边深度≤0.5mm,焊缝两侧咬边总长度不超过18mm。背面凹坑深度≤2mm,总长度<18mm。焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透。
(3)焊缝内部质量 焊件进行金相检查,用目视或5倍放大镜观察金相试块,不得有裂纹和未熔合。气孔或夹渣最大不得超过1.5mm;当气孔或夹渣大于0.5mm而小于1.5mm时,其数量不多于1个;当气孔或夹渣小于或等于0.5mm时,其数量不得多于3个。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。