



单面焊双面成形技术是锅炉、压力容器、压力管道焊工应该熟练掌握的操作技能,也是在某些重要焊接结构制造过程中,既要求焊透而又无法在背面进行清根和重新焊接所必须采用的焊接技术。在单面焊双面成形操作过程中,不需要采取任何辅助措施,只是在坡口根部进行组装定位焊时,按照焊接时采用的不同操作手法留出不同的间隙即可。当在坡口正面用普通焊条焊接时,就会在坡口的正、背两面都能得到均匀整齐、成形良好、符合质量要求的焊缝,这种特殊的焊接操作称为单面焊双面成形。
作为焊条电弧焊焊工,在单面焊双面成形操作过程中,应牢记“眼精、手稳、心静、气匀”八个字。所谓“眼精”,就是在焊接过程中,焊工的眼睛要时刻注意观察焊接熔池的变化,注意“熔孔”的尺寸,每个焊点与前一个焊点重合面积的大小,熔池中熔化金属与熔渣的分离等。所谓“手稳”,是指焊工的眼睛看到哪儿,焊条就应该按选用的运条方法、合适的弧长、准确无误地送到哪儿,保证正、背两面焊缝表面成形良好。所谓“心静”,是要求焊工在焊接过程中,专心焊接,别无他想,任何与焊接无关的杂念都会使焊工分心,在运条、断弧频率、焊接速度等方面出现差错,从而导致焊缝产生各种焊接缺欠。所谓“气匀”,是指焊工在焊接过程中,无论是站位焊接、蹲位焊接还是躺位焊接,都要求焊工能保持呼吸平稳均匀,既不要大憋气(以免焊工因缺氧而烦躁,影响发挥焊接技能),也不要大喘气(在焊接过程中,会使焊工身体因上下浮动而影响手稳)。
总之,这八个字是焊工经多年实践总结而得到的,指导焊工进行单面焊双面成形操作时收效很大。“心静”“气匀”是前提,是对焊工思想素质的要求,在焊接岗位上,每一个焊工都要专心从事焊接工作,做到“一心不可二用”,否则不仅焊接质量不高,也容易出现安全事故。只有做到“心静”“气匀”,焊工的“眼精”“手稳”才能发挥作用。所以,这八个字,既有各自独立的特性,又有相互依托的共性,需要焊工在焊接中仔细体会。
1.焊接试板的坡口
焊件采用单面焊双面成形技术进行焊接时,厚度为6~16mm试板的坡口以V形坡口为好,钝边尺寸为0~1.5mm,间隙与所使用的焊条直径有关,试板的坡口如图1-13所示。
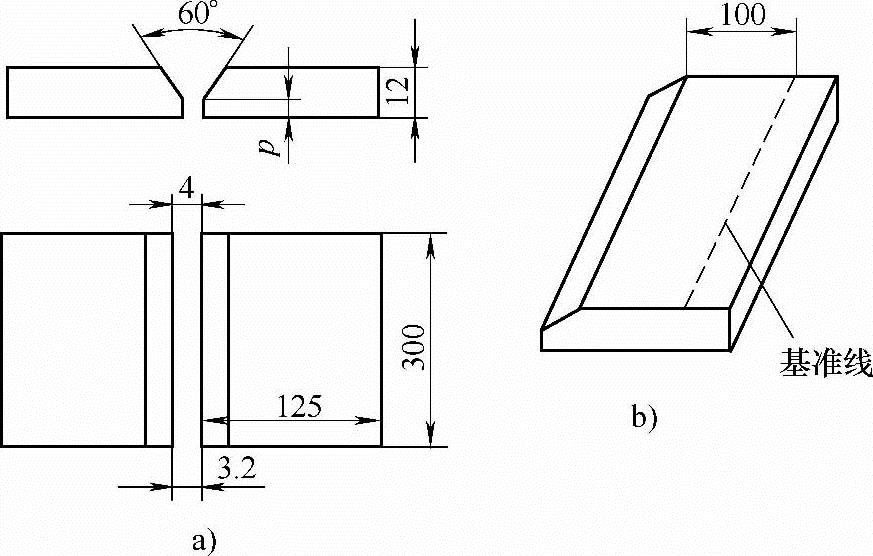
图1-13 试板的坡口
a)Y形坡口对接焊试板 b)划基准线
2.试板装配(https://www.xing528.com)
将打磨好的试板装配成Y形坡口的对接接头,当厚度为12~16mm的板件用φ3.2mm焊条焊接时,其装配间隙建议为:始焊端为3.2mm,终焊端为4mm(可以用φ3.2mm和φ4mm焊条头夹在试板坡口的钝边处、定位焊牢两试板,然后用敲渣锤打掉定位用的φ3.2mm和φ4mm的焊条头即可),终焊端放大装配间隙的目的是克服试板在焊接过程中因为焊缝横向收缩而使焊接间隙变小,影响背面焊缝焊透质量。再者,电弧由始焊端向终焊端移动,在300mm长的焊缝中,终焊端不仅有电弧的直接加热,还有电弧在0~300mm长移动过程中,传到终焊端的热量,瞬间热量的叠加,使终焊端温度高,焊缝横向收缩力大,所以终焊端间隙要比始焊端间隙大。
装配好试件后,在焊缝的始焊端和终焊端20mm内,用φ3.2mm焊条定位焊接,定位焊缝长10~15mm(定位焊缝焊在正面焊缝处),对定位焊焊缝质量的要求与正式焊接一样。
3.反变形
试板焊后,由于焊缝在厚度方向上的横向收缩不均匀,使两块试板离开原来的位置翘起一个角度,这就是角变形,翘起的角度称为变形角α。厚度为12~16mm的试板焊接时,变形角控制在3°以内。为此,焊前在试板定位焊时,应将试板变形角θ设为4°~5°。θ角如无专用量具测量,可采用如下方法:将水平尺放在试板两侧,中间正好通过φ4mm焊条时,此反变形角合乎要求,试件反变形如图1-14所示。
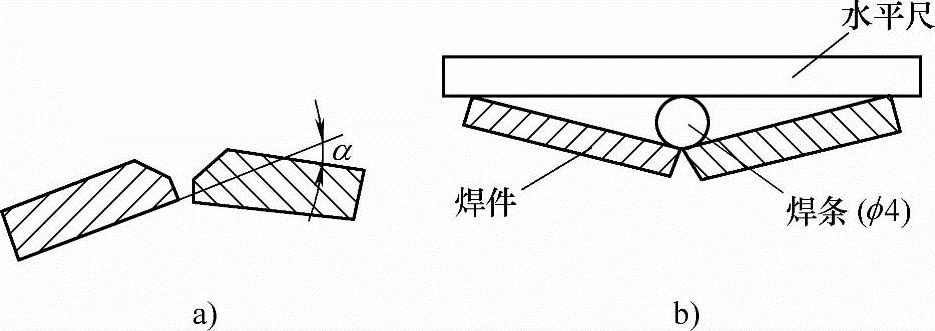
图1-14 试件反变形
a)反变形角 b)焊前反变形应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。