



【摘要】:3)选用较小的焊条直径和较小的焊接电流,用短弧焊接。②开其他形式坡口对接立焊时,第一层焊缝常选用挑弧法或摆幅不大的月牙形、三角形运条方式焊接,其后可采用月牙形或锯齿形运条方式。5)由于立角焊电弧的热量向焊件的三向传递,散热快,所以在与对接立焊相同的条件下焊接电流可稍大些,以保证两板熔合良好。
1.立焊位置的焊条角度
立焊位置按焊件厚度可分为薄板对接立焊和厚板对接立焊;按接头的形式可分为I形坡口对接立焊、T形接头立角焊;按焊接操作技术可分为立向上焊和立向下焊。立焊位置焊条角度如图1-8所示。
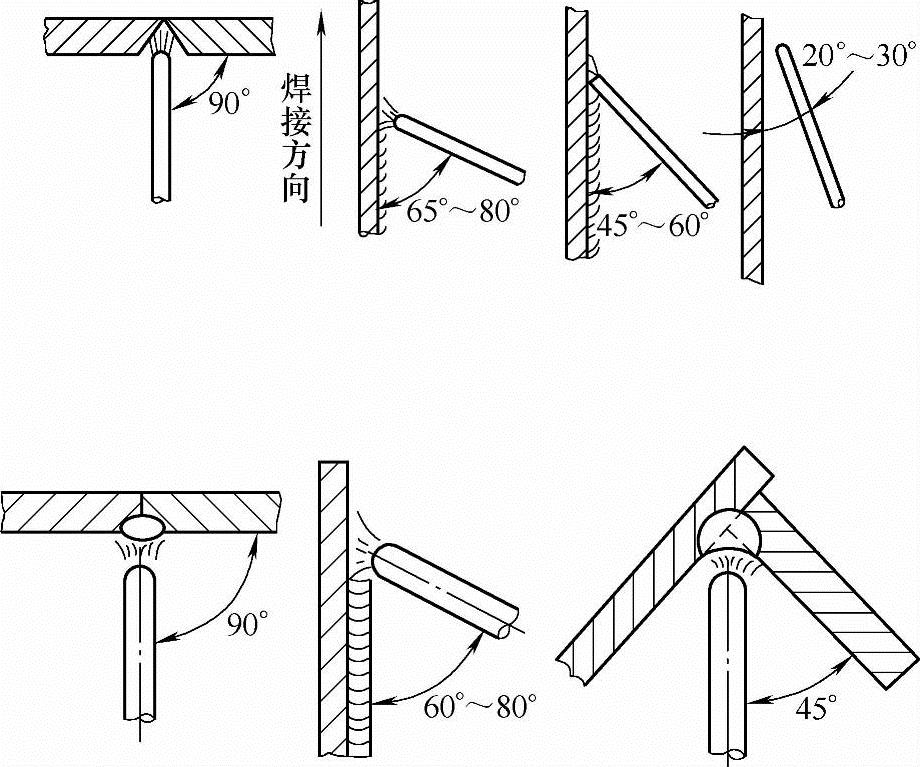
图1-8 立焊位置焊条角度
2.立焊位置的焊接操作要点
1)立焊时,焊钳夹持焊条后,焊钳与焊条应成一直线,如图1-9所示。焊工的身体不要正对着焊缝,要略偏向左侧或右侧以便于握焊钳的右手或左手操作。

图1-9 焊钳夹持焊条形式
2)焊接过程中,保持焊条角度,减少熔化金属液下淌。(https://www.xing528.com)
3)选用较小的焊条直径(<4mm)和较小的焊接电流(80%~85%平焊位置的焊接电流),用短弧焊接。
4)采用正确的运条方式。
①I形坡口对接向上立焊时,可选用直线形、锯齿形、月牙形运条或挑弧法焊接。
②开其他形式坡口对接立焊时,第一层焊缝常选用挑弧法或摆幅不大的月牙形、三角形运条方式焊接,其后可采用月牙形或锯齿形运条方式。
③T形接头立焊时,运条操作与开其他形式坡口对接立焊相似,为防止焊缝两侧产生咬边、根部未焊透,电弧应在焊缝两侧及顶角有适当的停留时间。
④焊接盖面层时,应根据对焊缝表面的要求选用运条方法,焊缝表面要求稍高的可采用月牙形运条;如果只要求焊缝表面平整的可采用锯齿形运条方法。
5)由于立角焊电弧的热量向焊件的三向传递,散热快,所以在与对接立焊相同的条件下焊接电流可稍大些,以保证两板熔合良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。