



一、磨细长轴
1.考件图样(见图2-57)和毛坯图样(见图2-58)

图2-57 细长轴
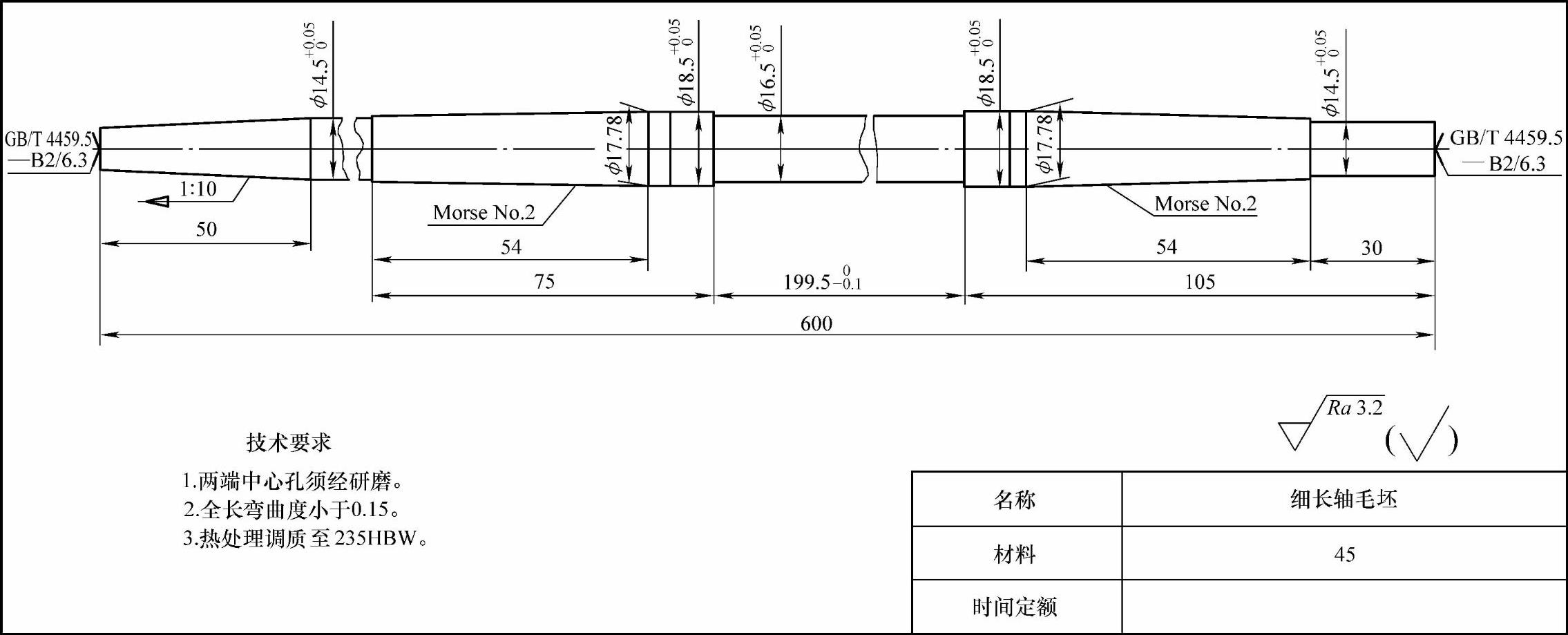
图2-58 细长轴毛坯
2.考核要求
(1)考核内容 尺寸精度、莫氏2号锥度、1∶10锥度、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 300min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(见表2-3)。
表2-3 磨细长轴考核评分表

二、磨精密主轴
1.考件图样(见图2-59)
2.考核要求
(1)考核内容 尺寸精度、1∶5锥度、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 300min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
三、磨精密导套
1.考件图样(见图2-60)
2.考核要求
(1)考核内容 尺寸精度、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 300min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
四、磨物镜筒
1.考件图样(见图2-61)
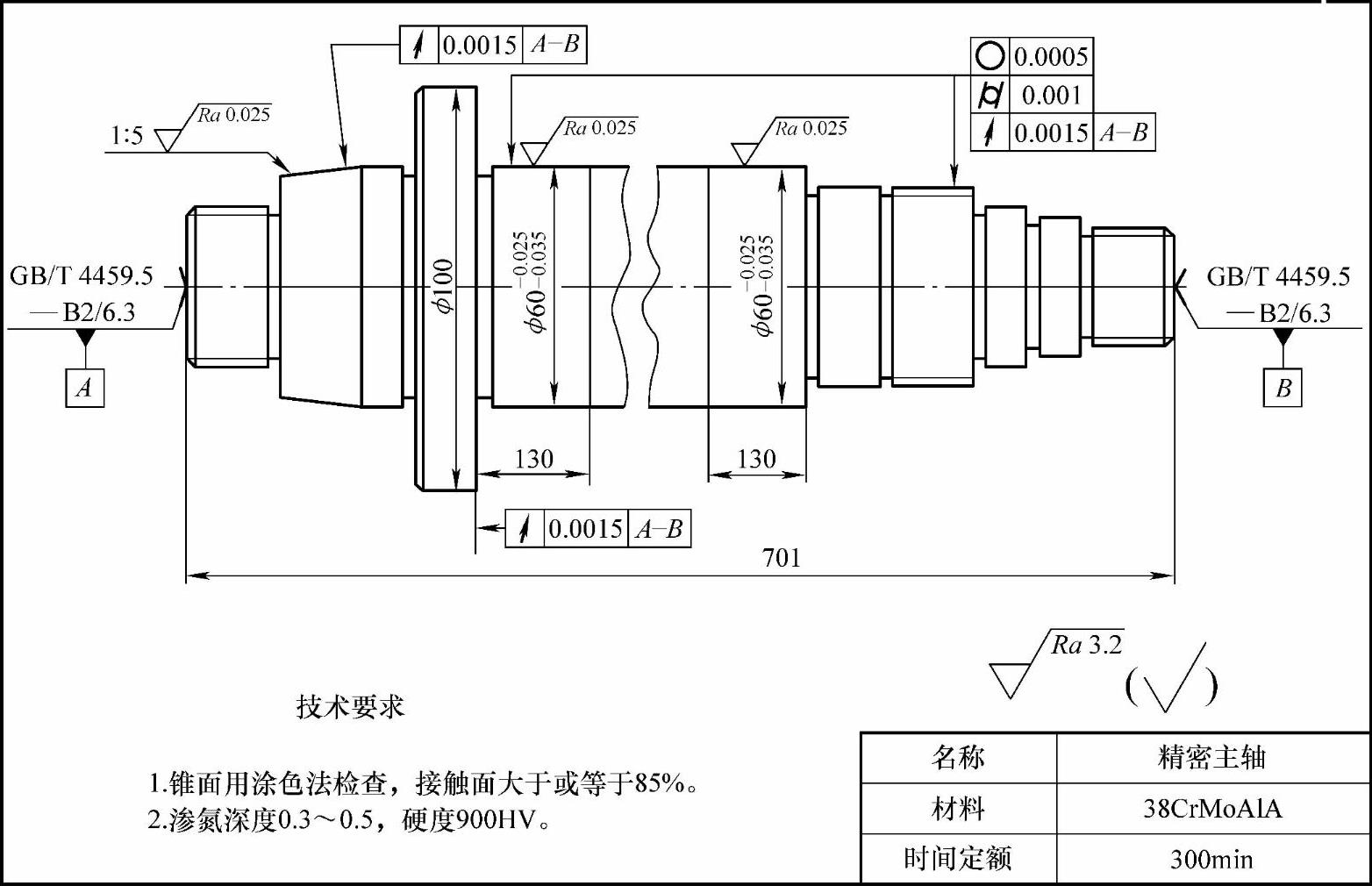
图2-59 精密主轴
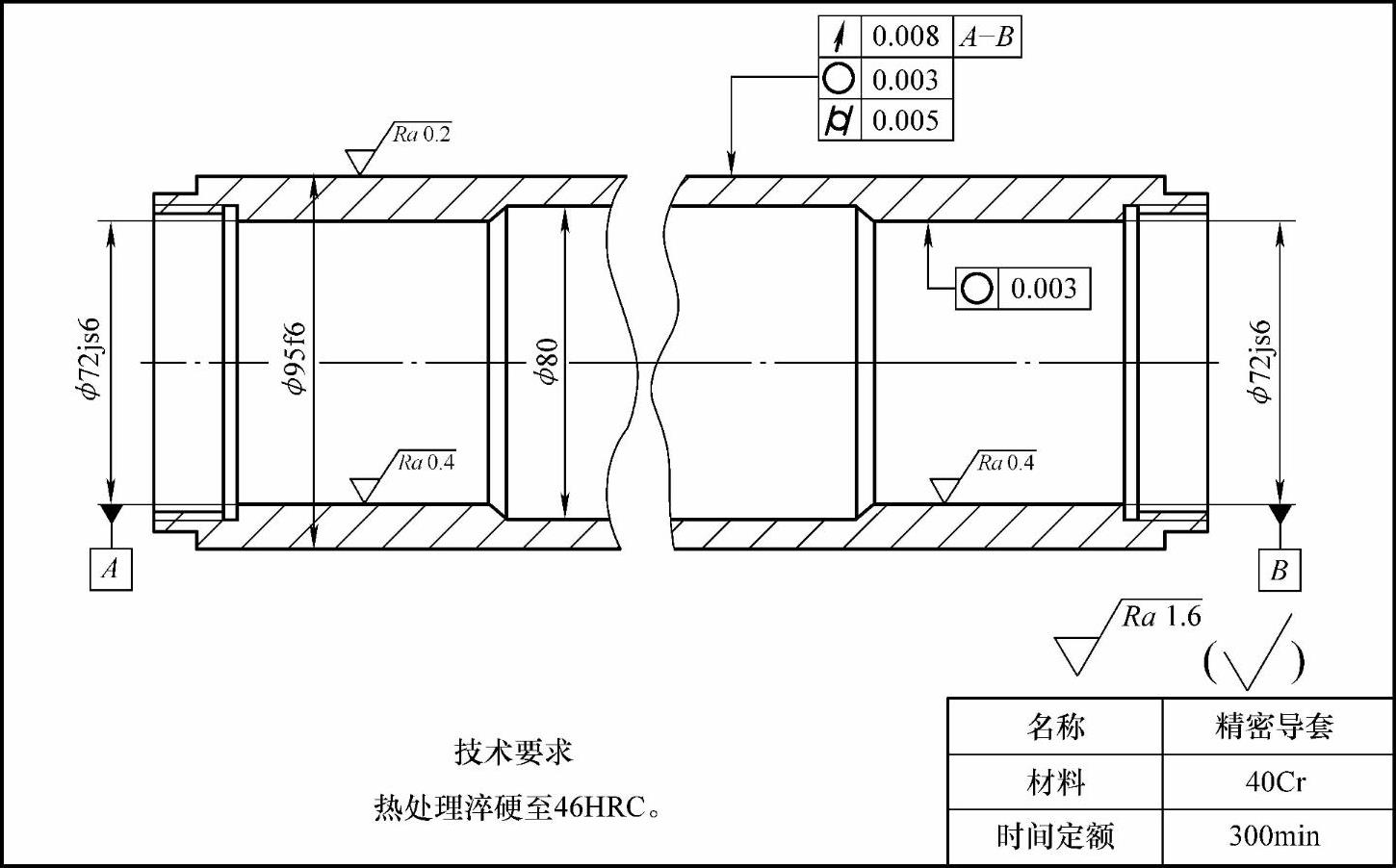
图2-60 精密导套
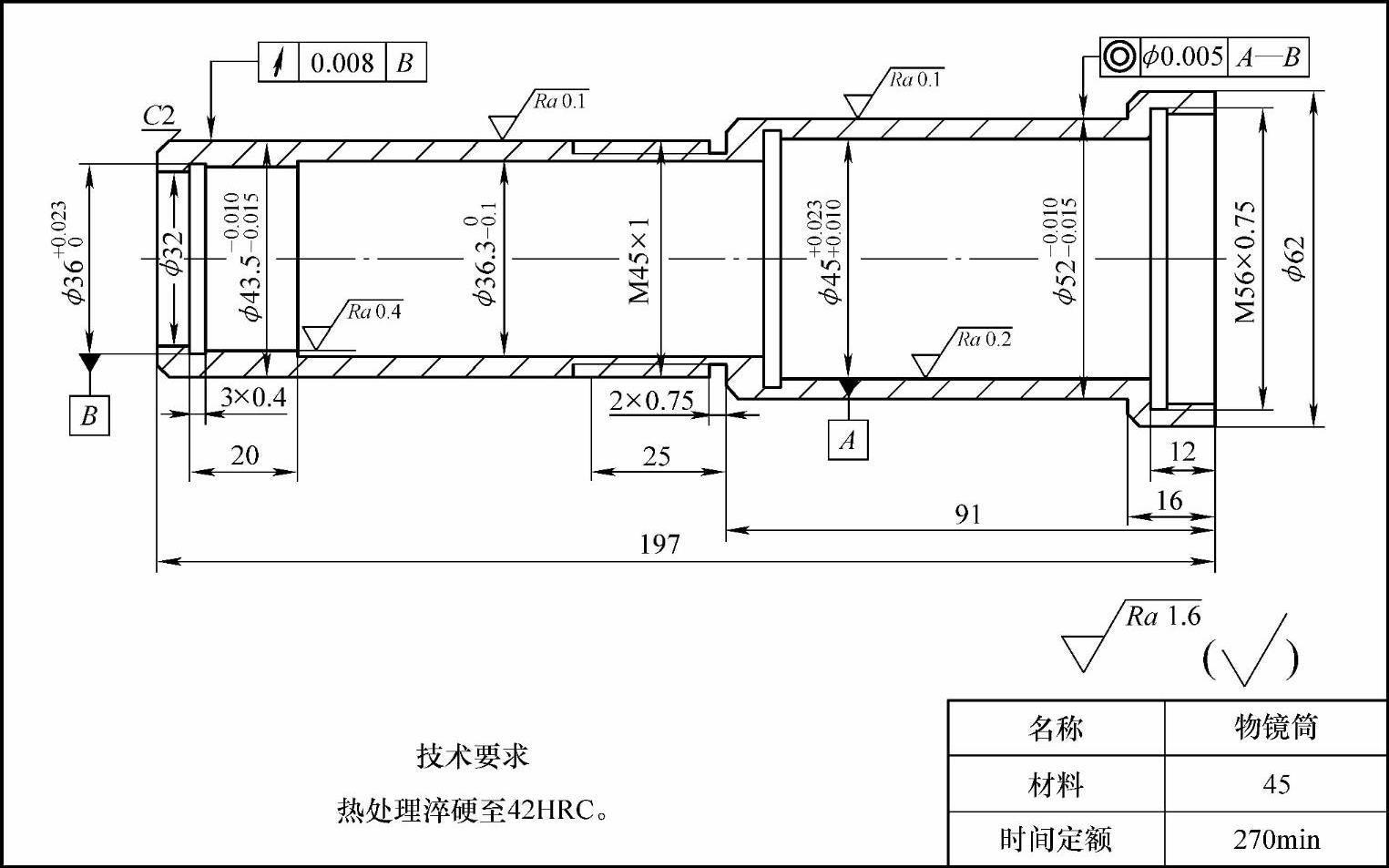
图2-61 物镜筒
2.考核要求
(1)考核内容 尺寸精度、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 270min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
五、磨超深孔
1.考件图样(见图2-62)
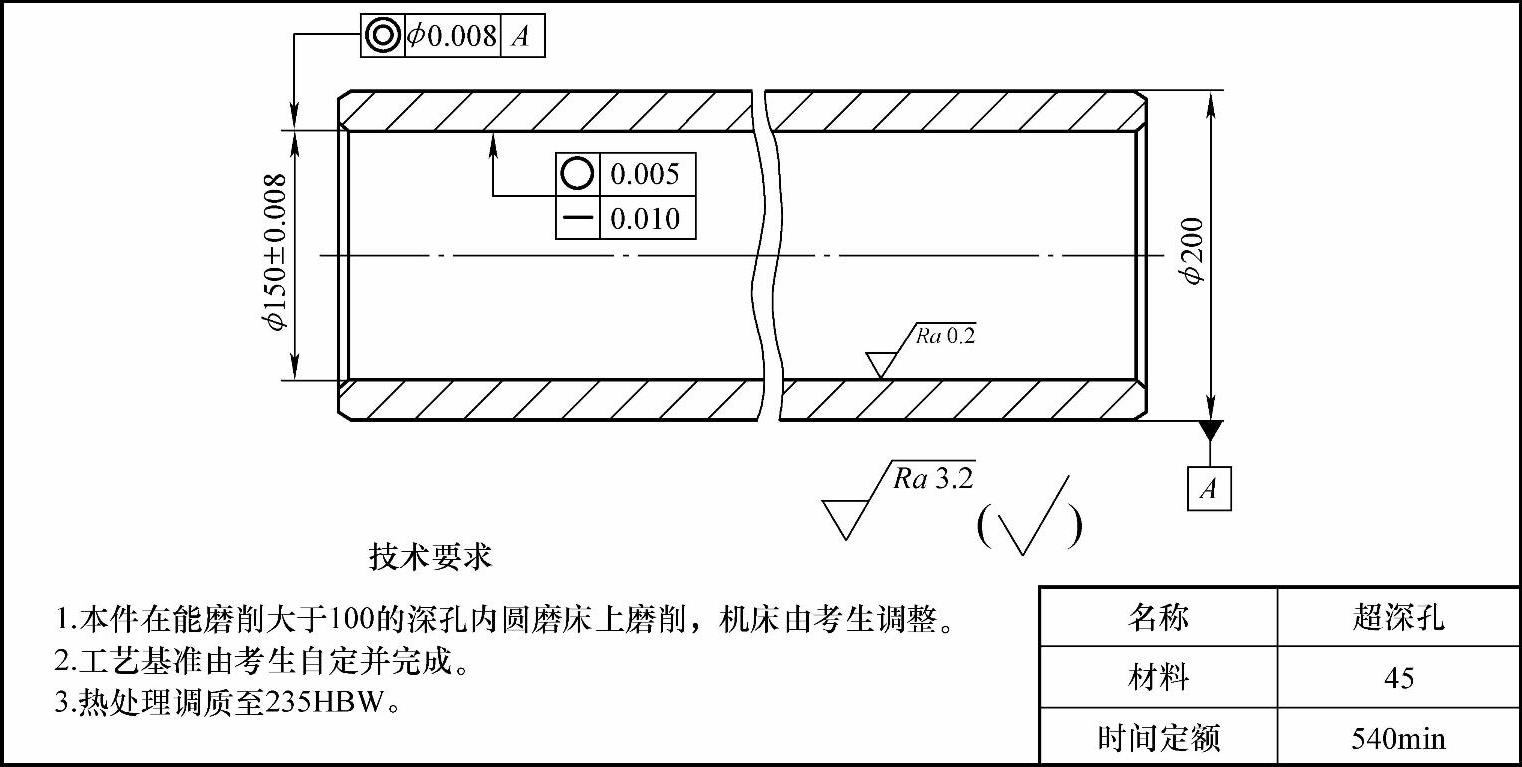
图2-62 超深孔
2.考核要求
(1)考核内容 尺寸精度、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 540min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
六、磨长丝杠
1.考件图样(见图2-63)
2.考核要求
(1)考核内容 螺纹中径尺寸精度、螺距、牙型角误差、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 480min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。

图2-63 长丝杠
3.考核评分表(参考表2-3)。
七、磨蜗杆轴
1.考件图样(见图2-64)
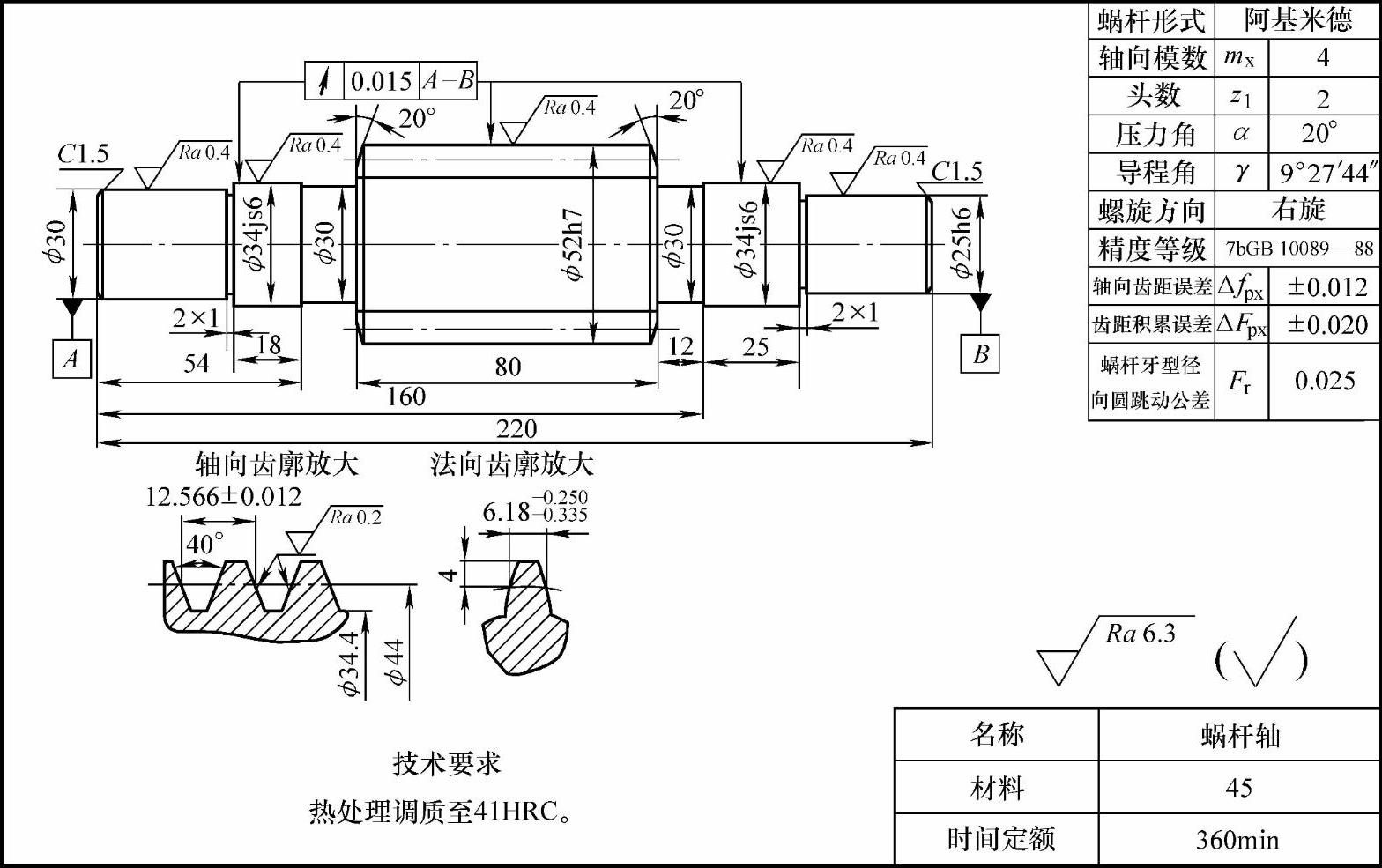
图2-64 蜗杆轴
2.考核要求
(1)考核内容 要求在螺纹磨床上加工蜗杆牙型,其齿距误差、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 360min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
八、磨偏心内锥套
1.考件图样(见图2-65)
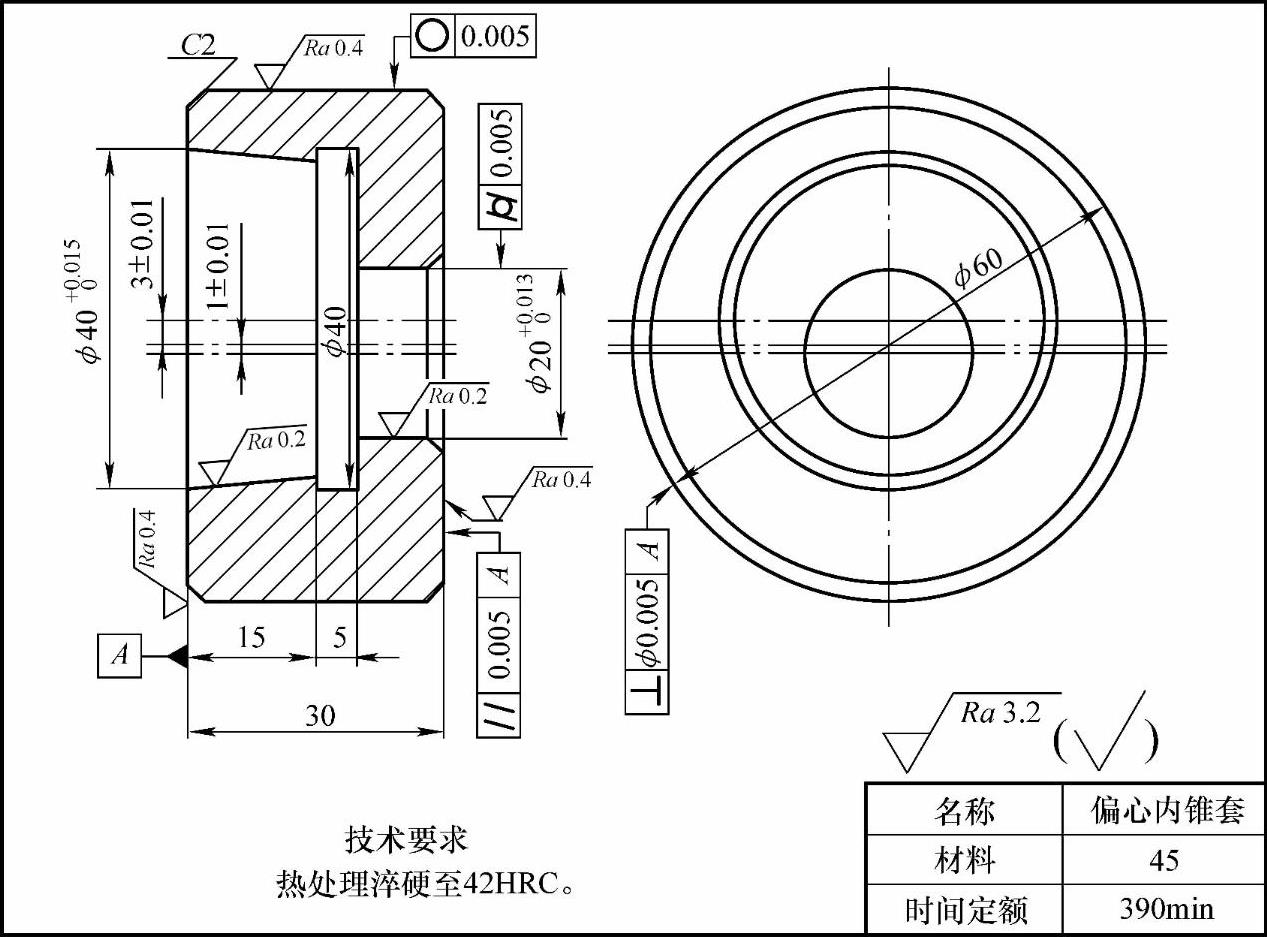
图2-65 偏心内锥套
2.考核要求
(1)考核内容 尺寸精度、锥度、偏心量、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 390min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
九、磨垫板(https://www.xing528.com)
1.考件图样(见图2-66)

图2-66 垫板
2.考核要求
(1)考核内容 尺寸精度、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 300min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
十、磨三棱样尺
1.考件图样(见图2-67)
2.考核要求
(1)考核内容 尺寸精度、角度公差、几何精度及表面粗糙度均应达到图样要求。
(2)时间定额 150min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。

图2-67 三棱样尺
十一、磨圆平镜面
1.考件图样(见图2-68)
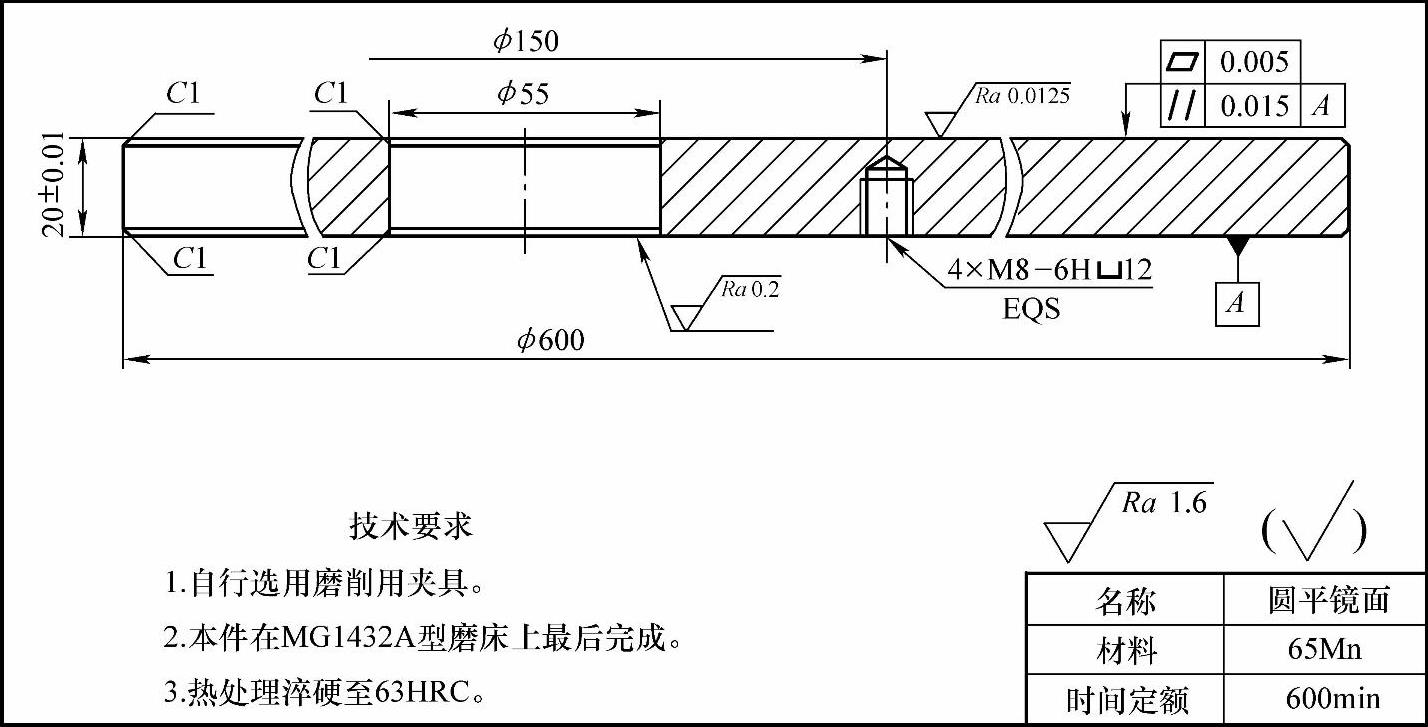
图2-68 圆平镜面
2.考核要求
(1)考核内容 要求在平面磨床、精密万能外圆磨床上加工,平面的表面粗糙度、尺寸精度与几何精度均应达到图样要求。
(2)时间定额 600min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
十二、磨精密样板
1.考件图样(见图2-69)

图2-69 精密样板
2.考核要求
(1)考核内容 要求在平面磨床、工具磨床上加工,考核单件的尺寸精度、角度及表面粗糙度,同时考核两件的配合,应符合图样技术要求。
(2)时间定额 360min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
十三、磨冲头
1.考件图样(见图2-70)
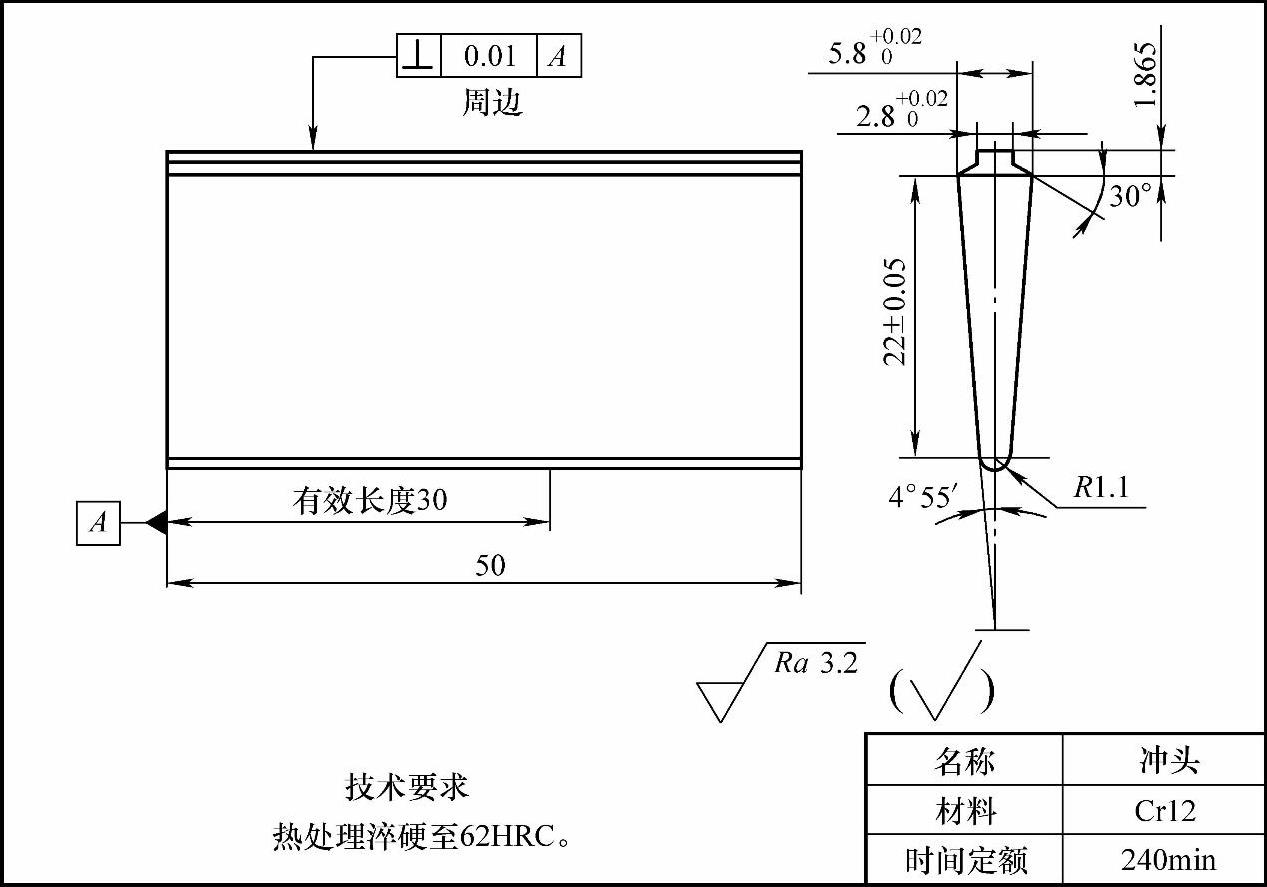
图2-70 冲头
2.考核要求
(1)考核内容 要求在平面磨床、工具磨床上加工,尺寸精度、几何精度及表面粗糙度均应达到图样规定要求。
(2)时间定额 240min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
十四、磨精密导轨
1.考件图样(见图2-71)
2.考核要求
(1)考核内容 要求在导轨磨床上加工导轨面,其尺寸精度、角度、几何精度、等高性及表面粗糙度均应达到图样规定要求。
(2)时间定额 600min。
(3)安全文明生产
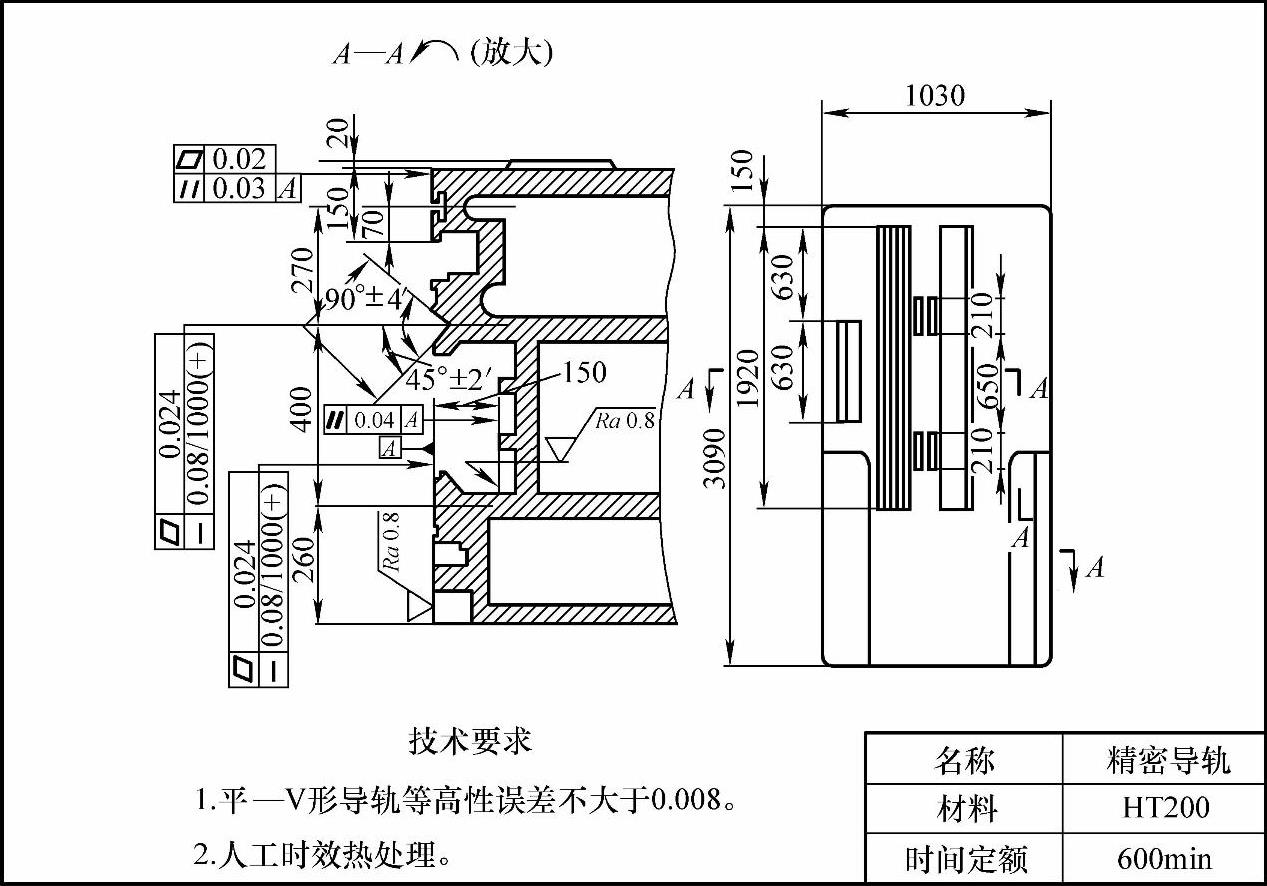
图2-71 精密导轨
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
十五、磨叶片榫齿
1.考件图样(见图2-72)
2.考核要求
(1)考核内容 要求在平面磨床上用单砂轮强力磨削,榫齿形面的尺寸精度及表面粗糙度均应达到图样规定要求。
(2)时间定额 420min。
(3)安全文明生产
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
十六、磨两件组合件
1.考件图样(见图2-73~图2-75)
2.考核要求
(1)考核内容 要求在平面磨床、内外圆磨床上分别加工出件1、件2,符合图样规定,并能在组合后达到图2-73规定的要求。
(2)时间定额 450min。
(3)安全文明生产

图2-72 叶片榫齿

图2-73 两件组合件

图2-74 中间轴

图2-75 三角块
1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(参考表2-3)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。