



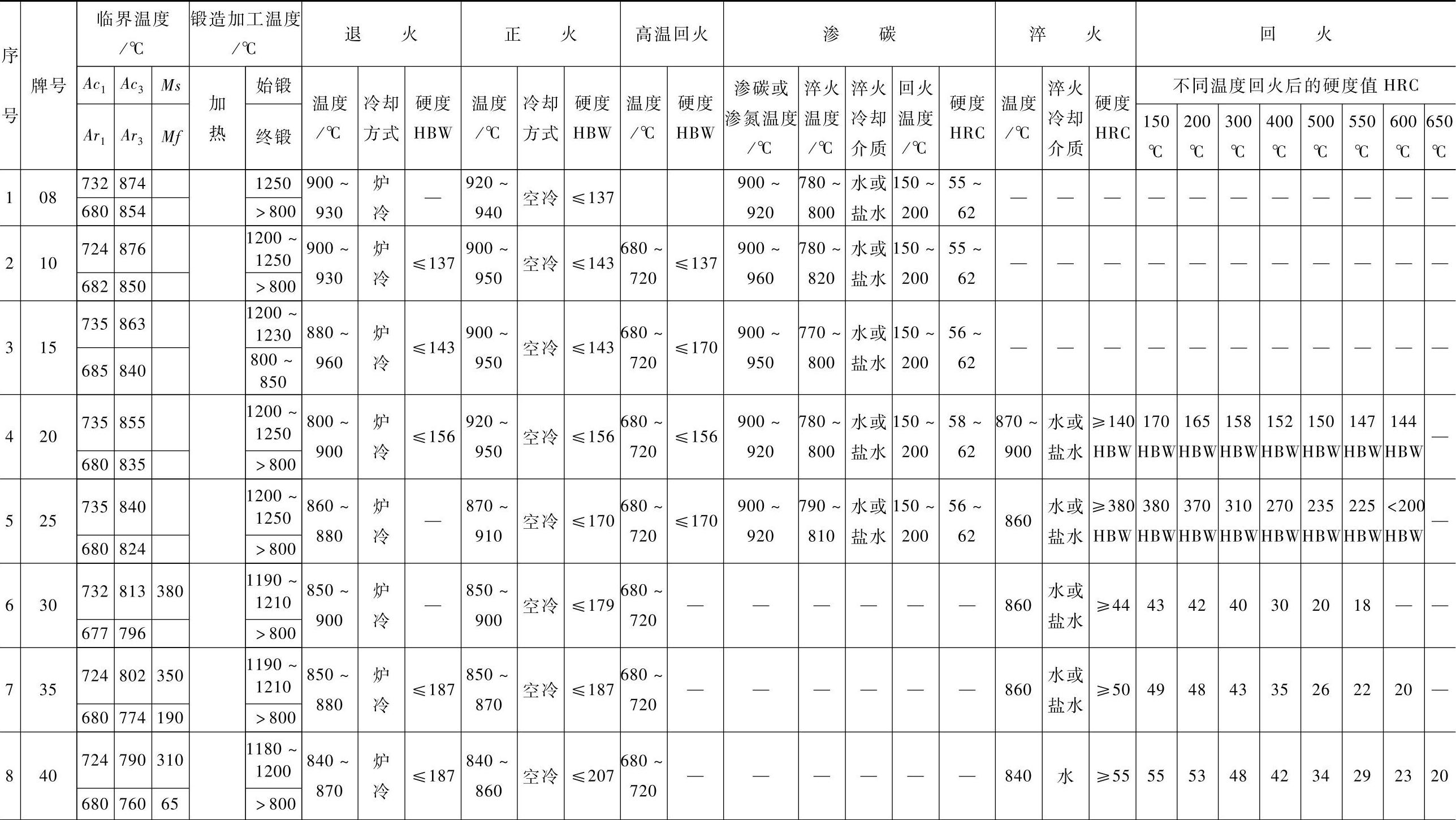
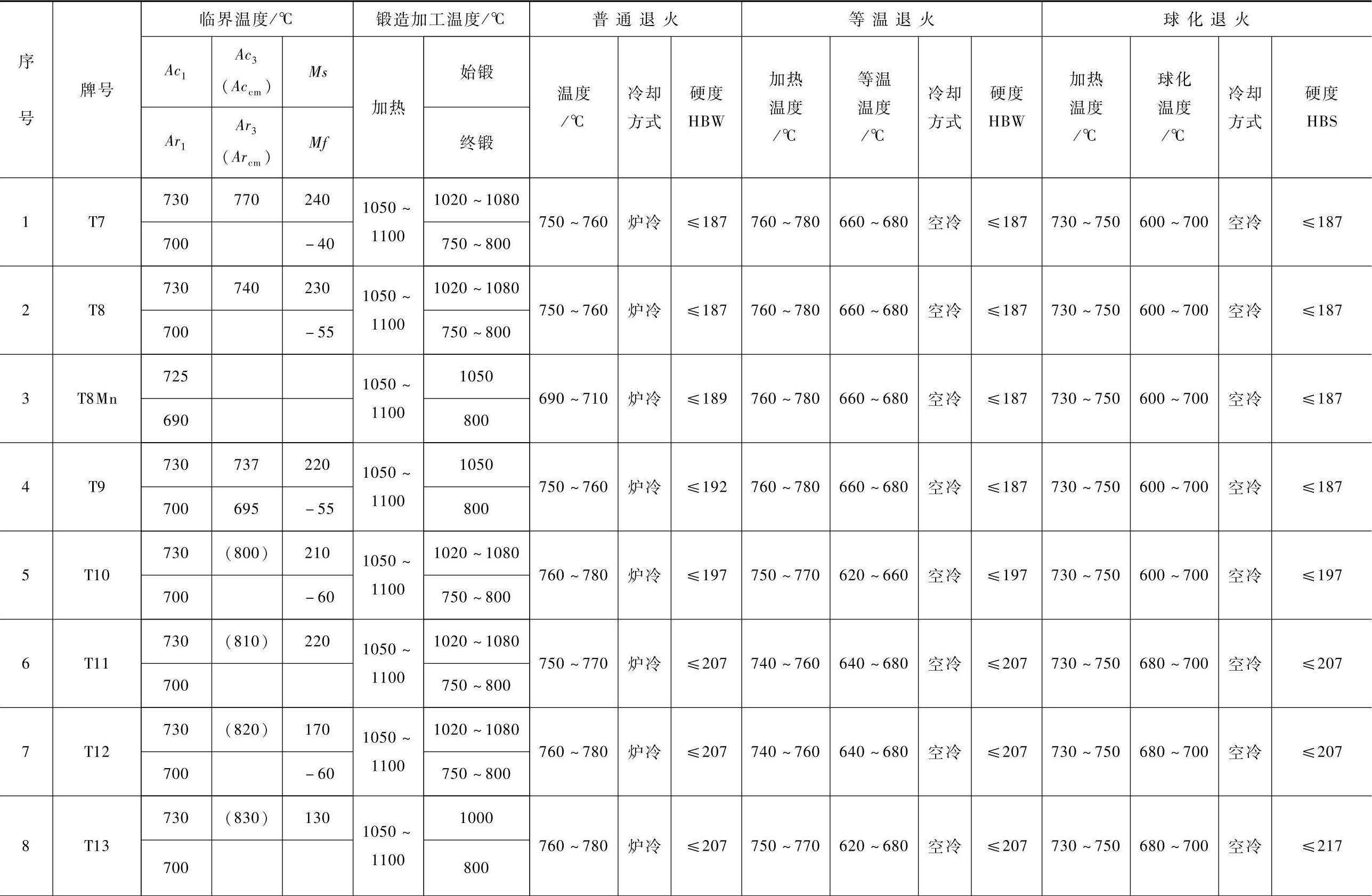
11.3.1.1 优质碳素结构钢(表11 -104)
表11-104 优质碳素结构钢临界温度、热加工及热处理工艺参数
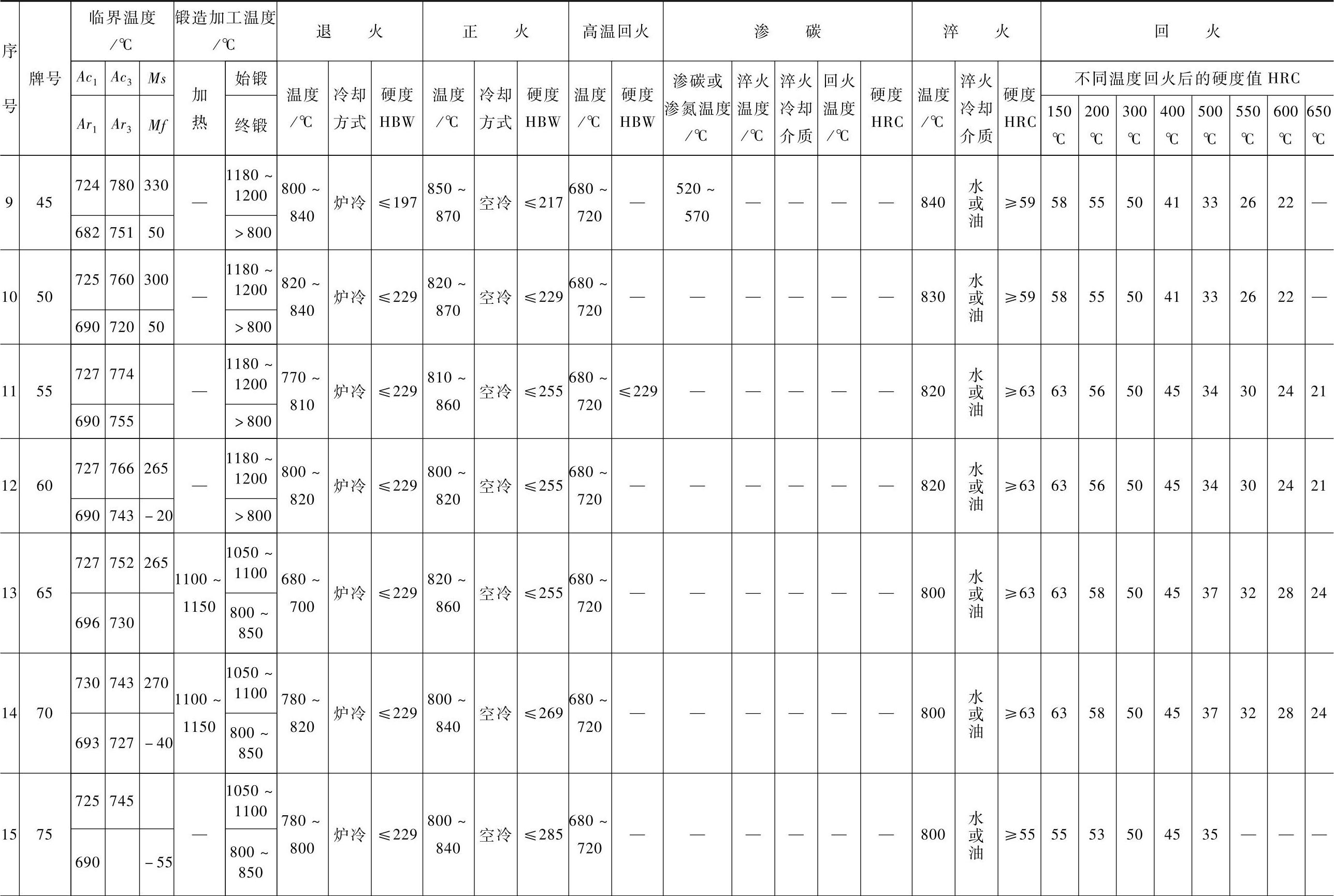
(续)
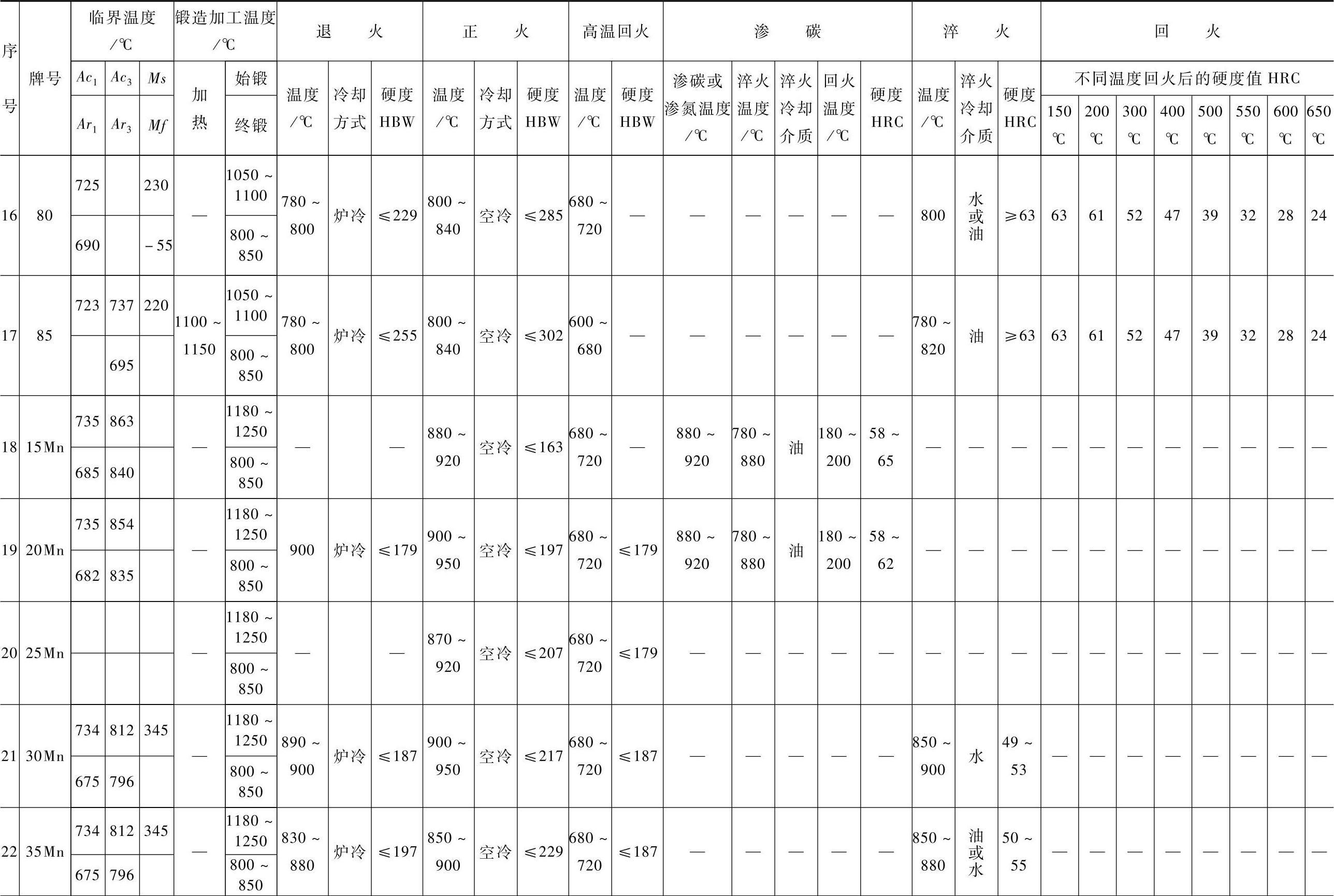
(续)
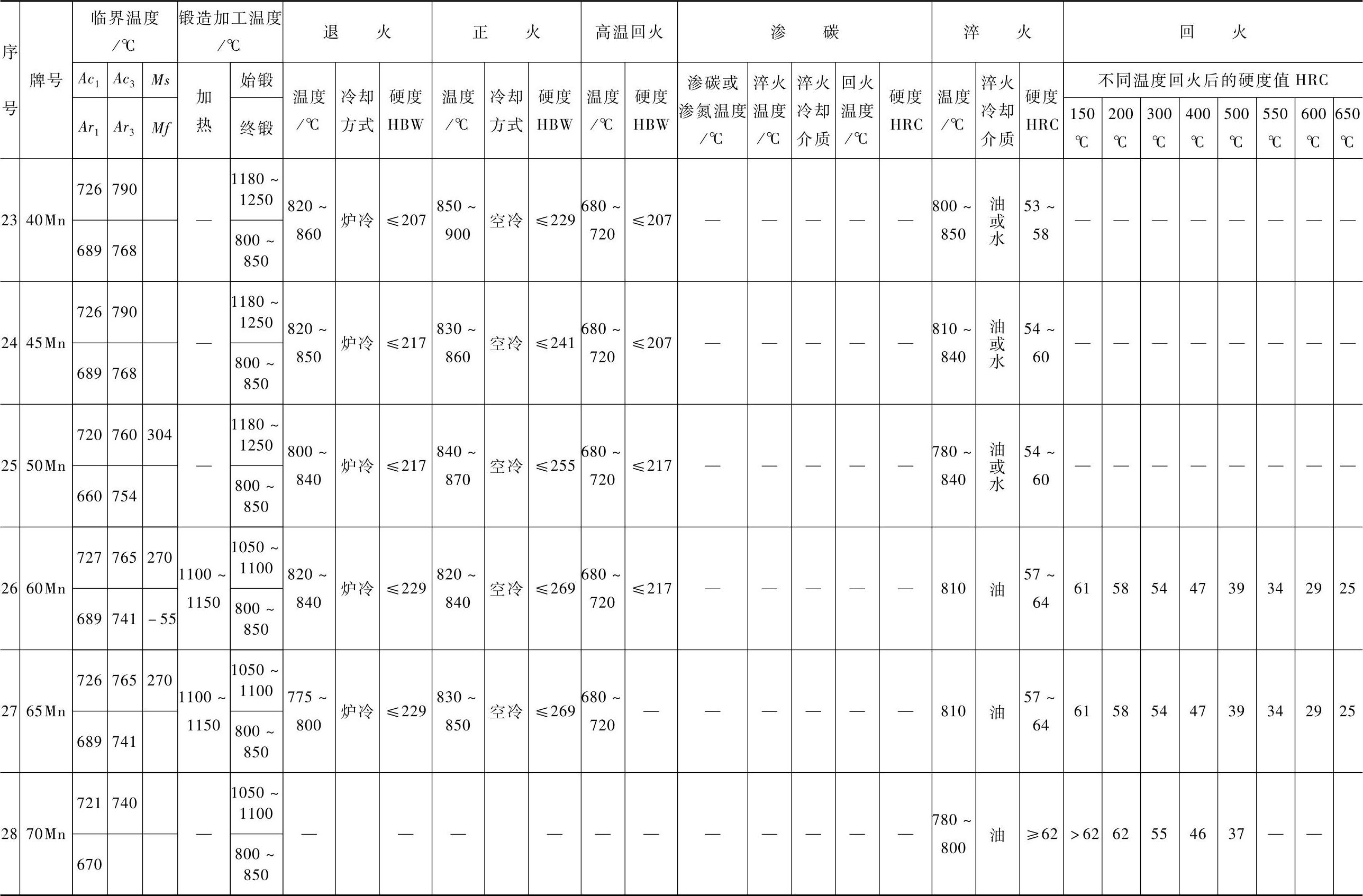
(续)
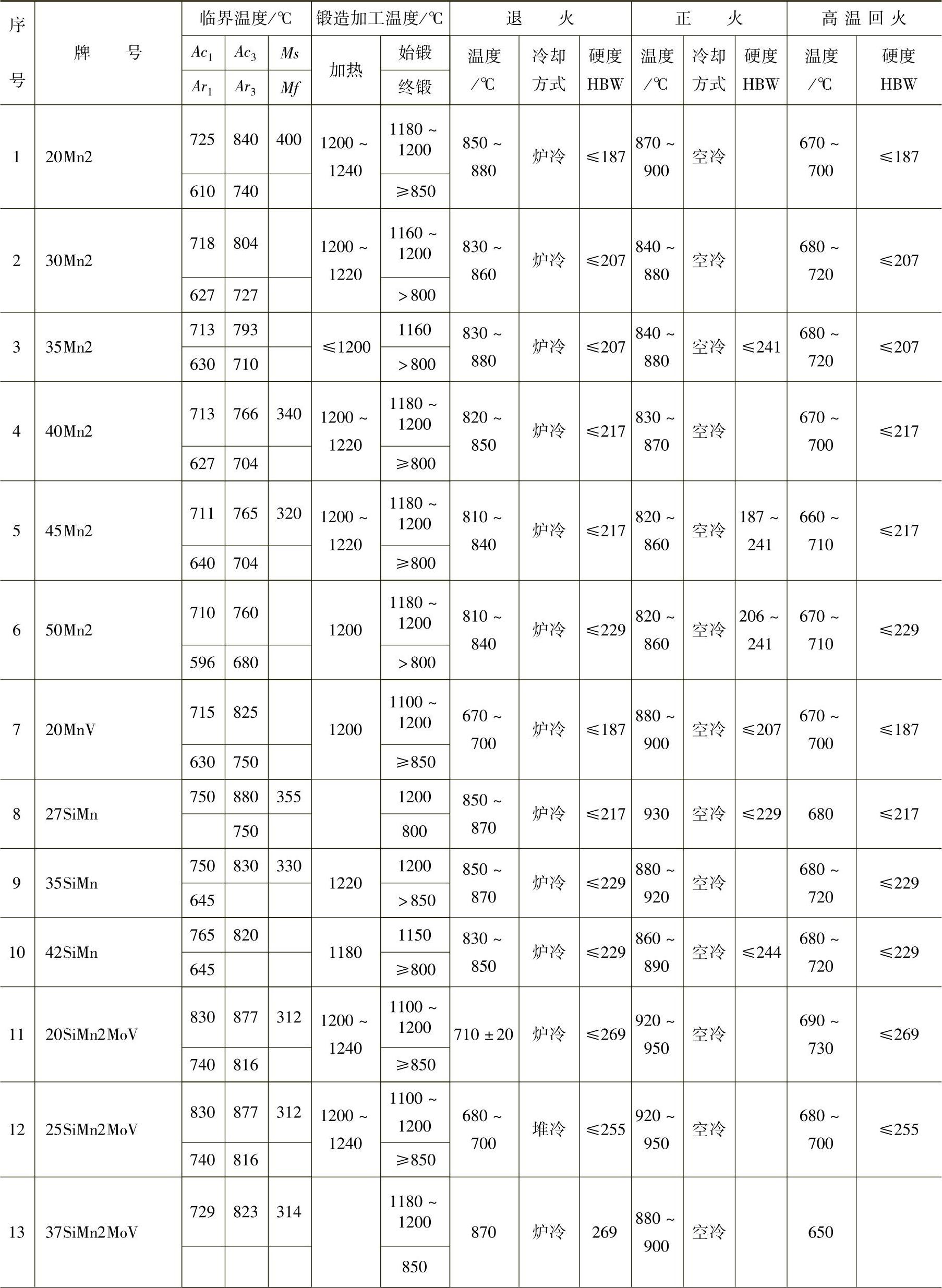
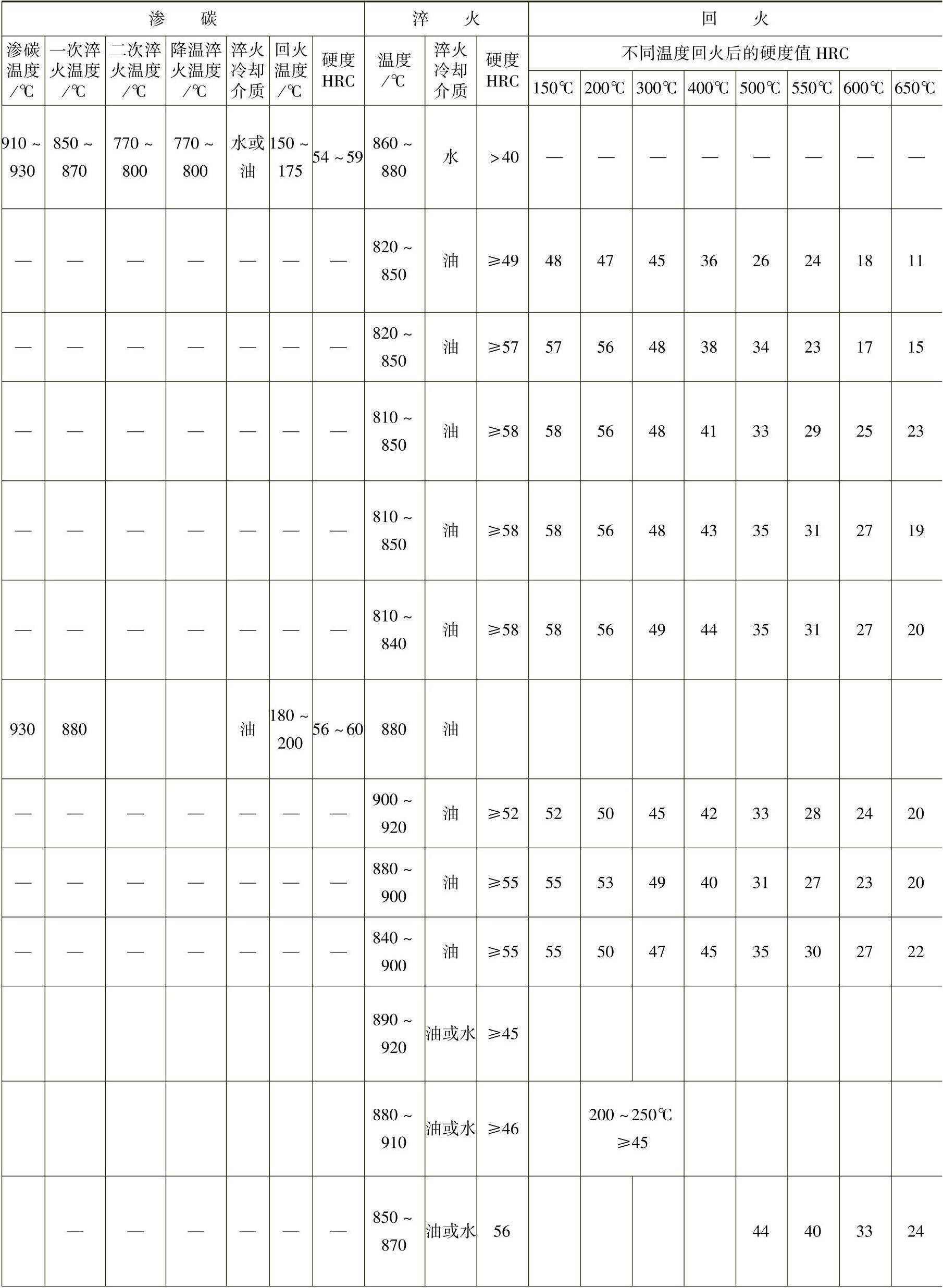
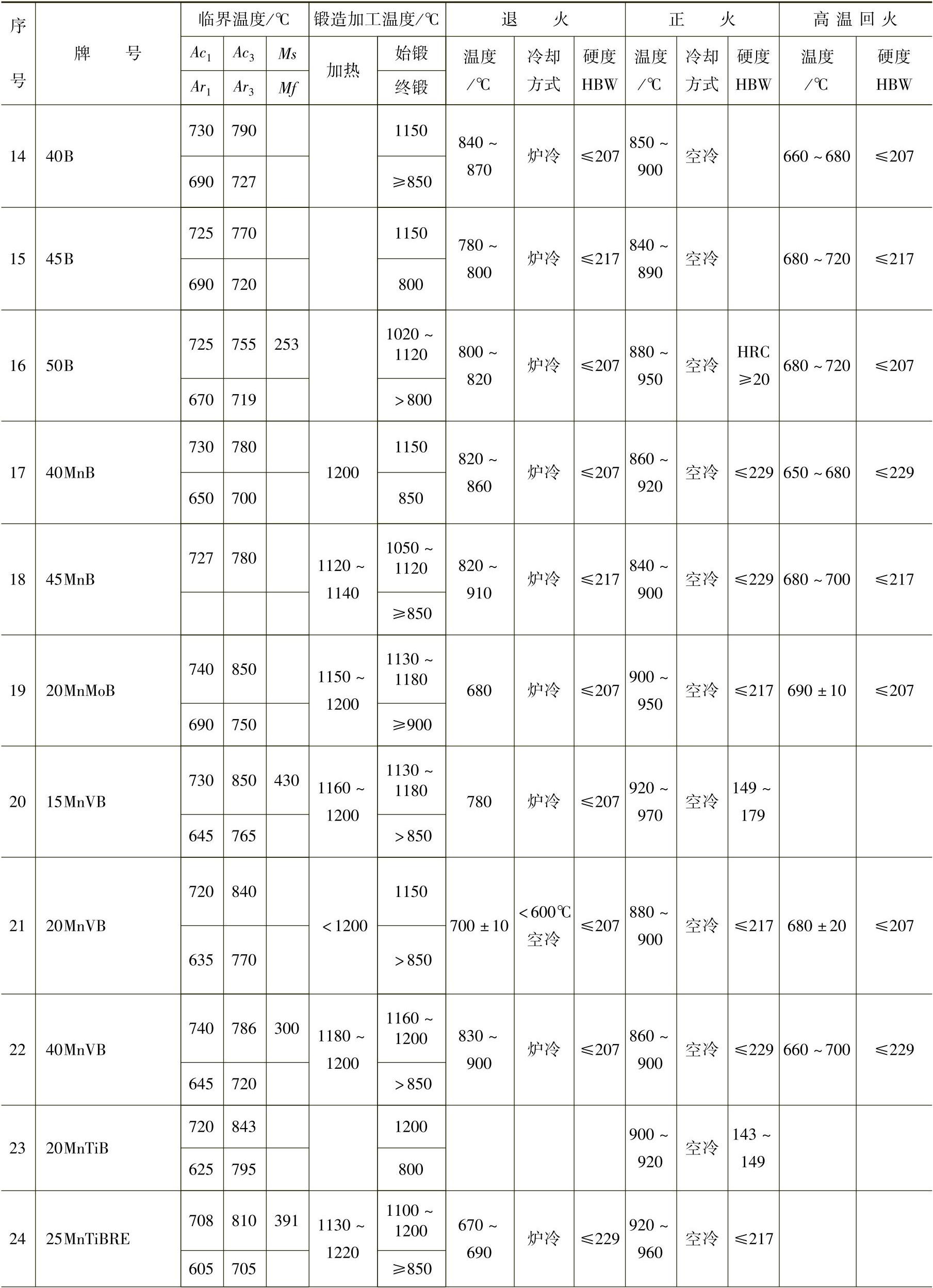
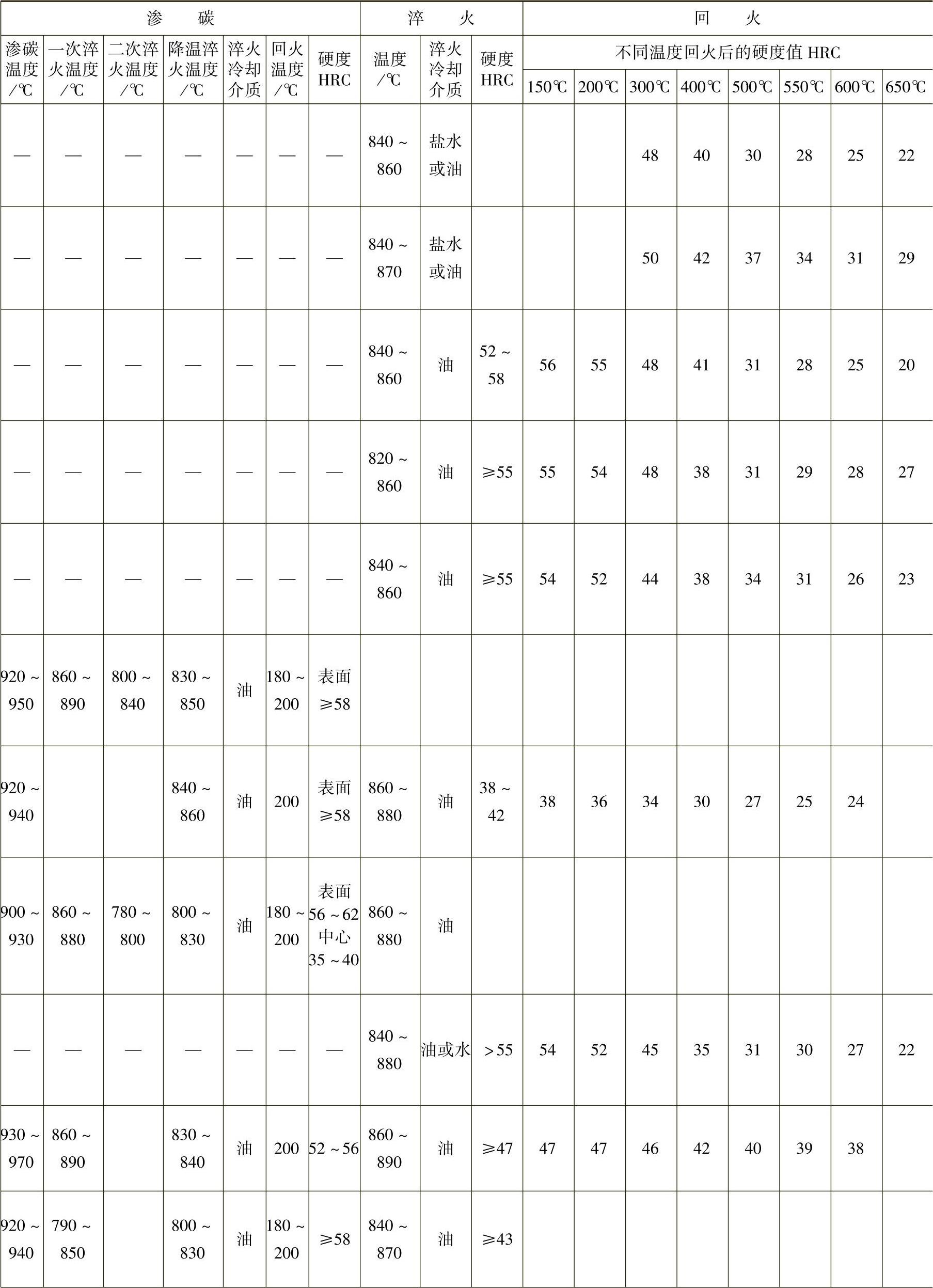
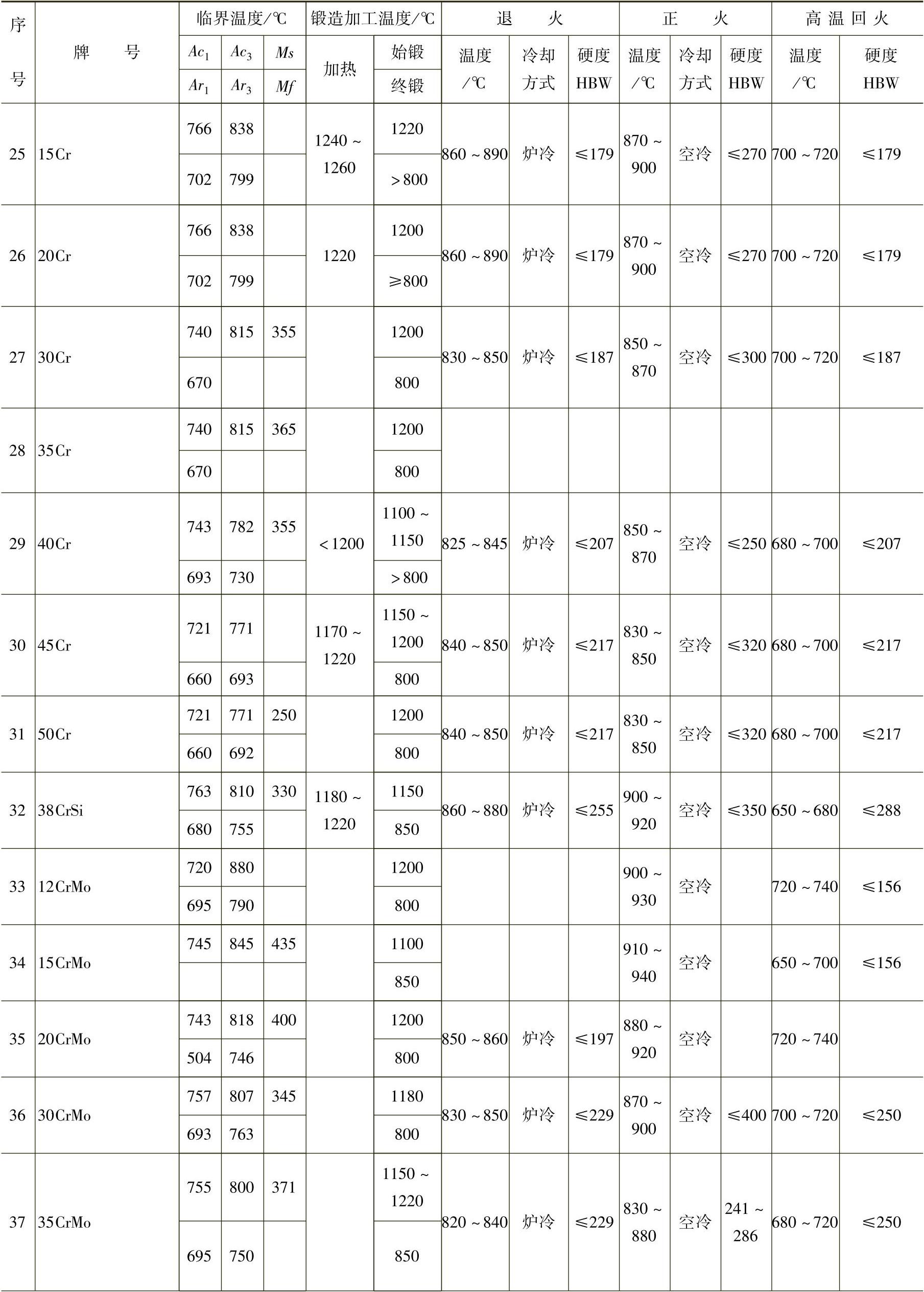
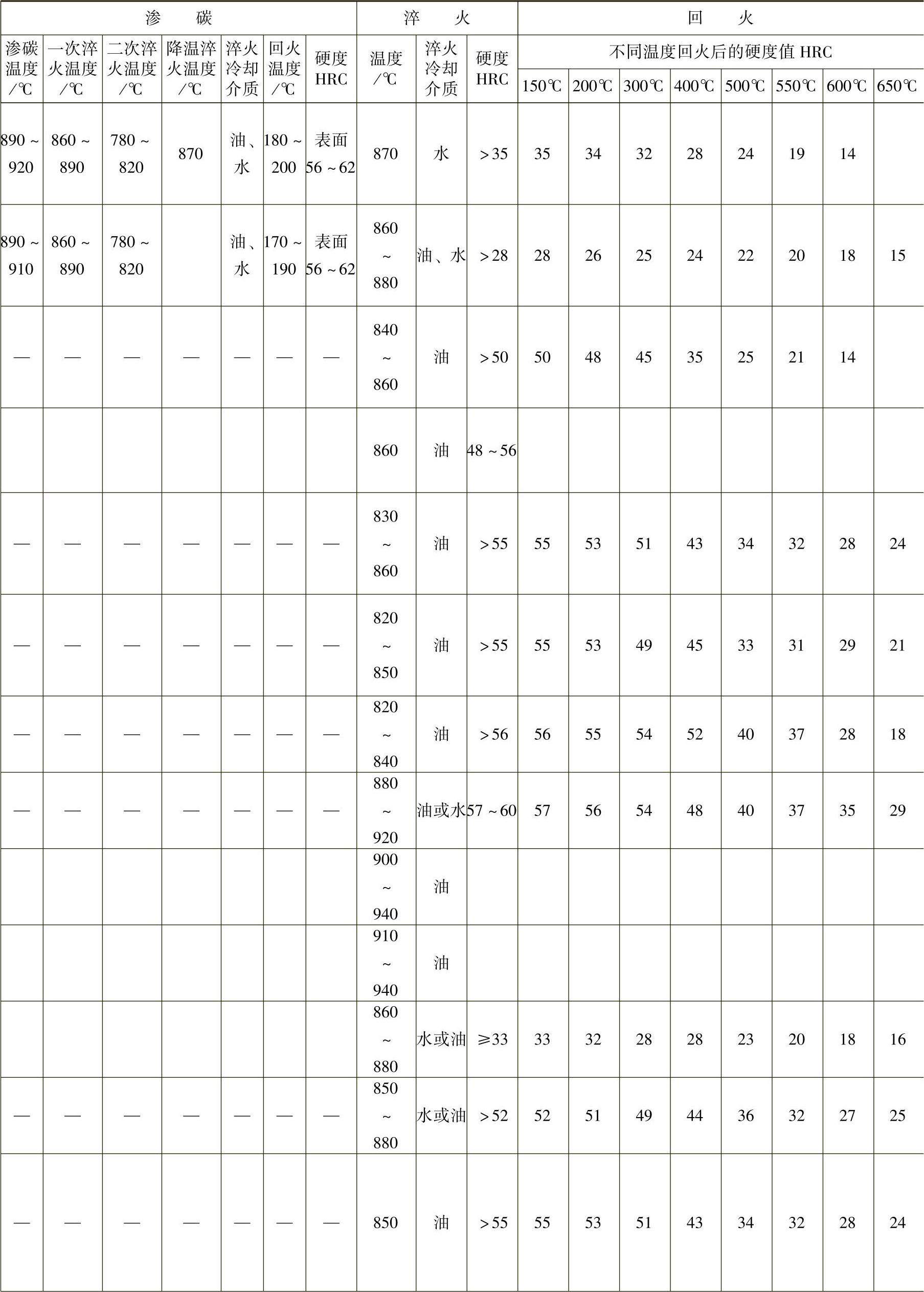
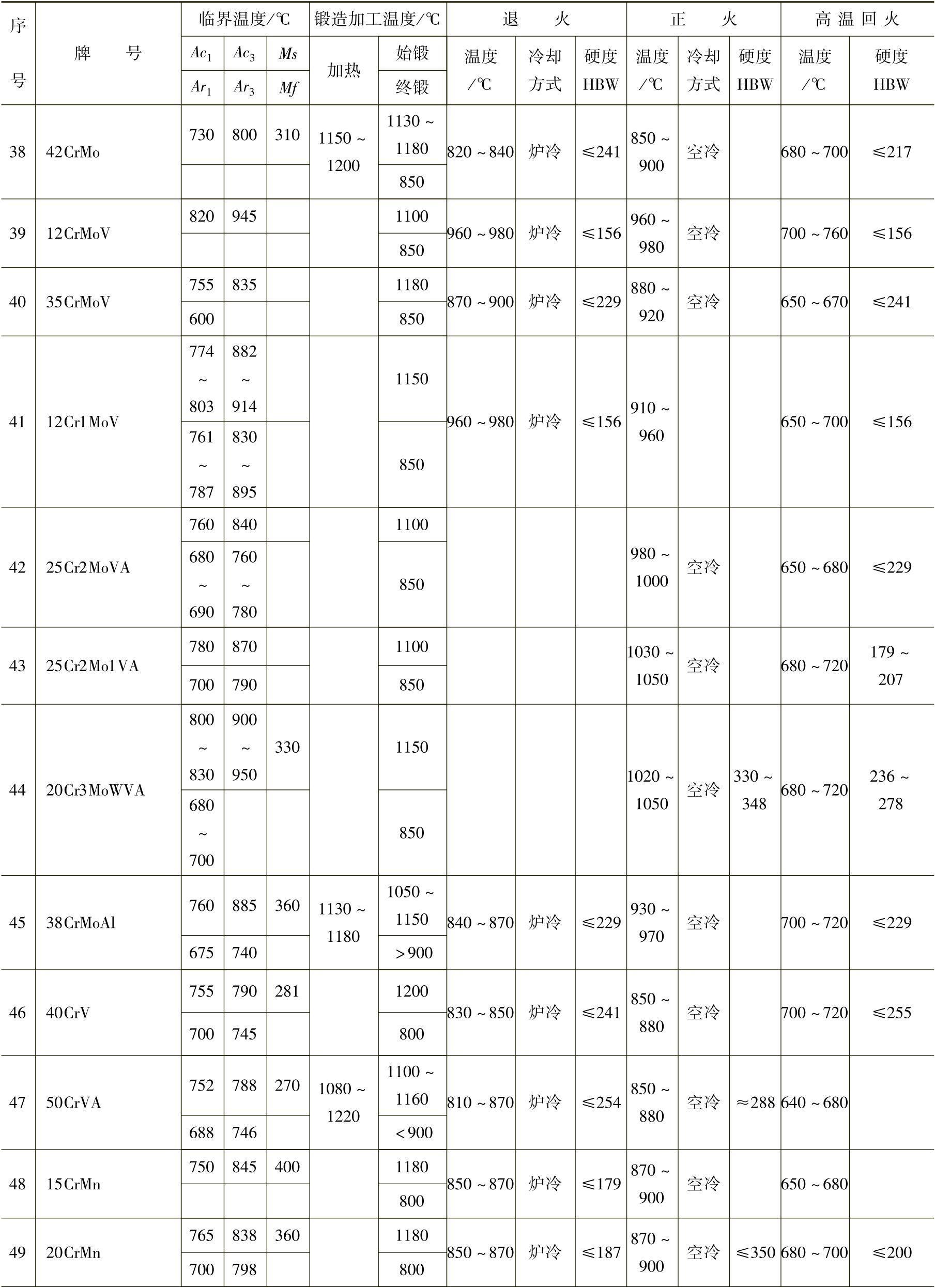
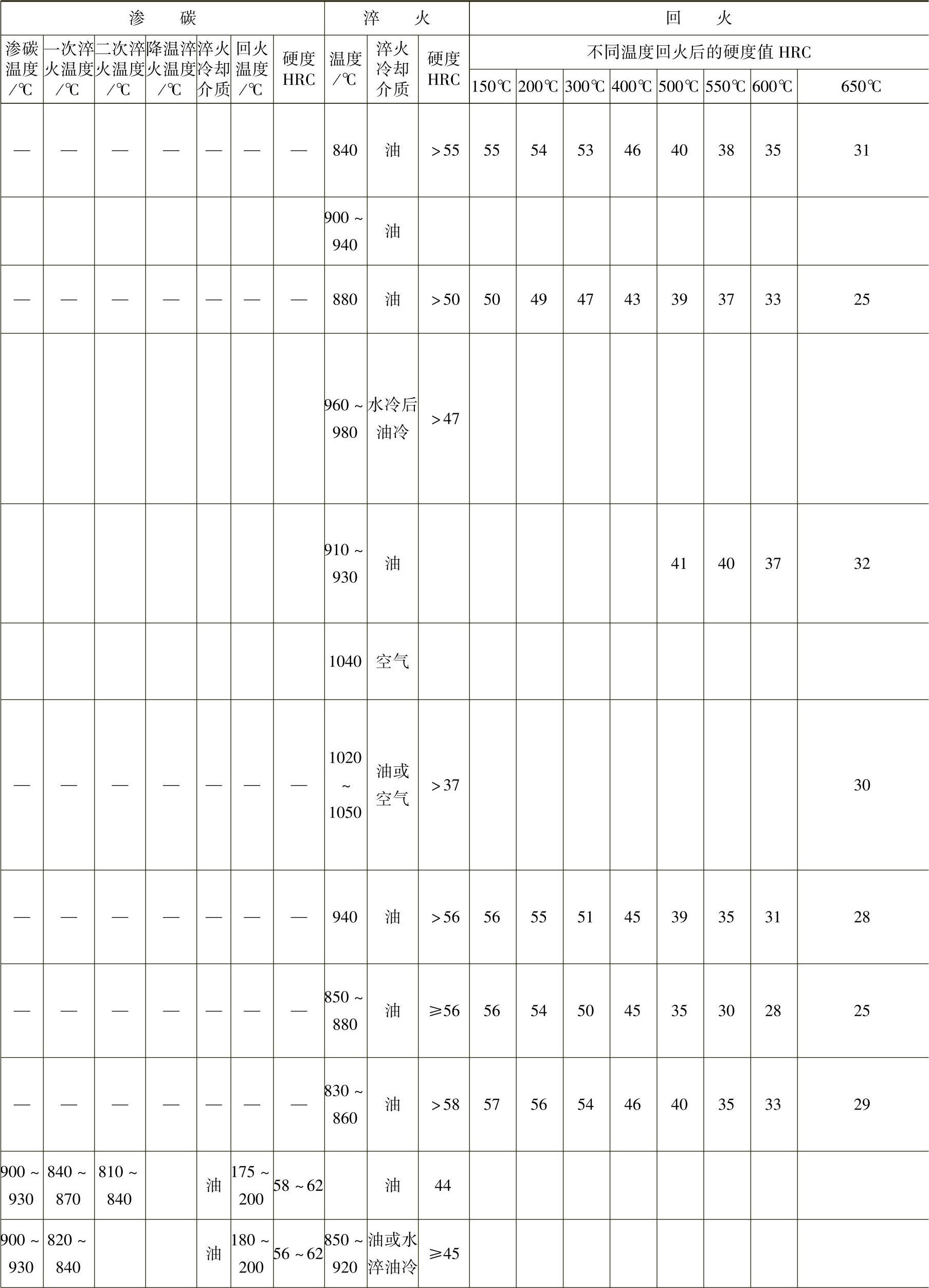
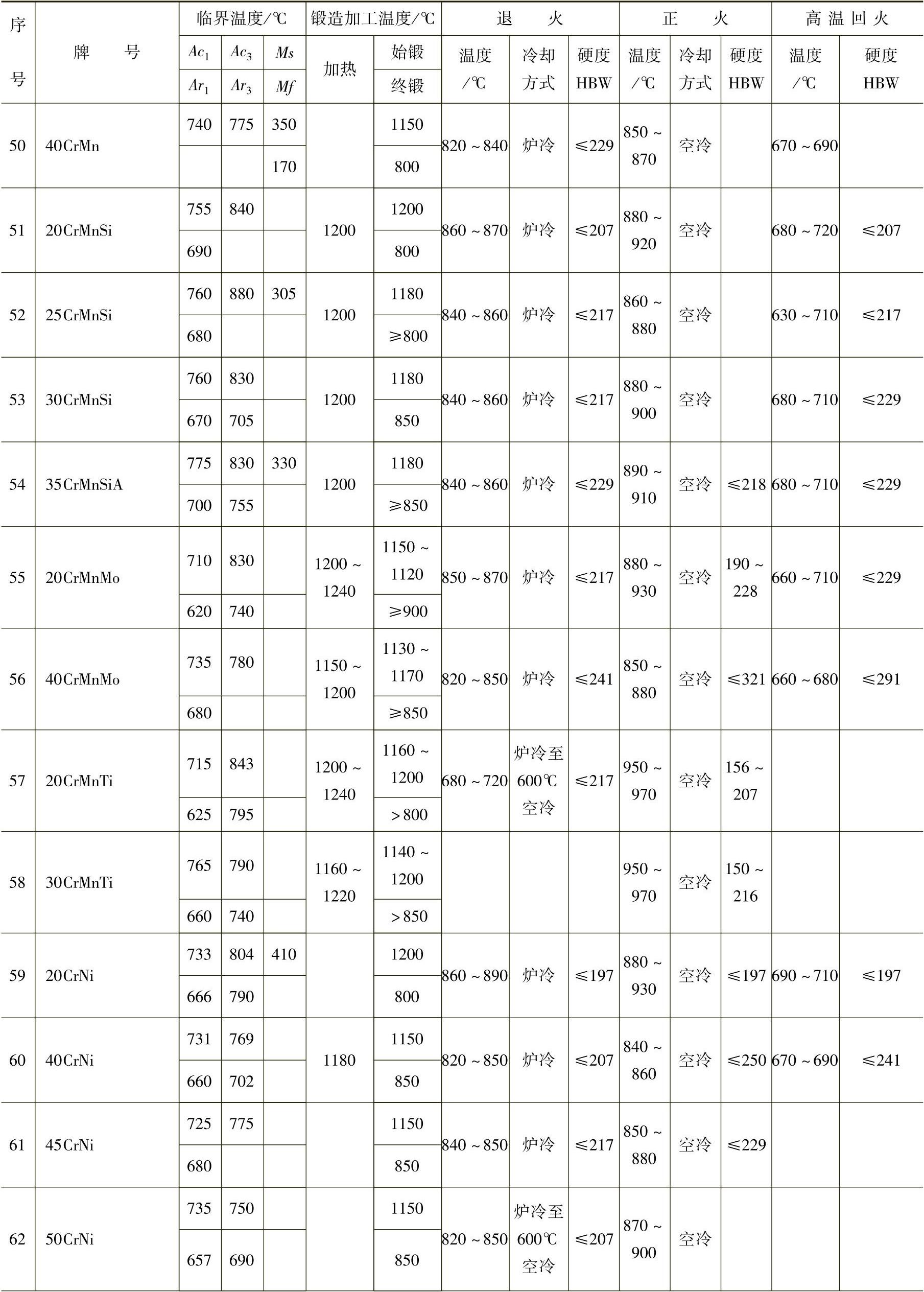
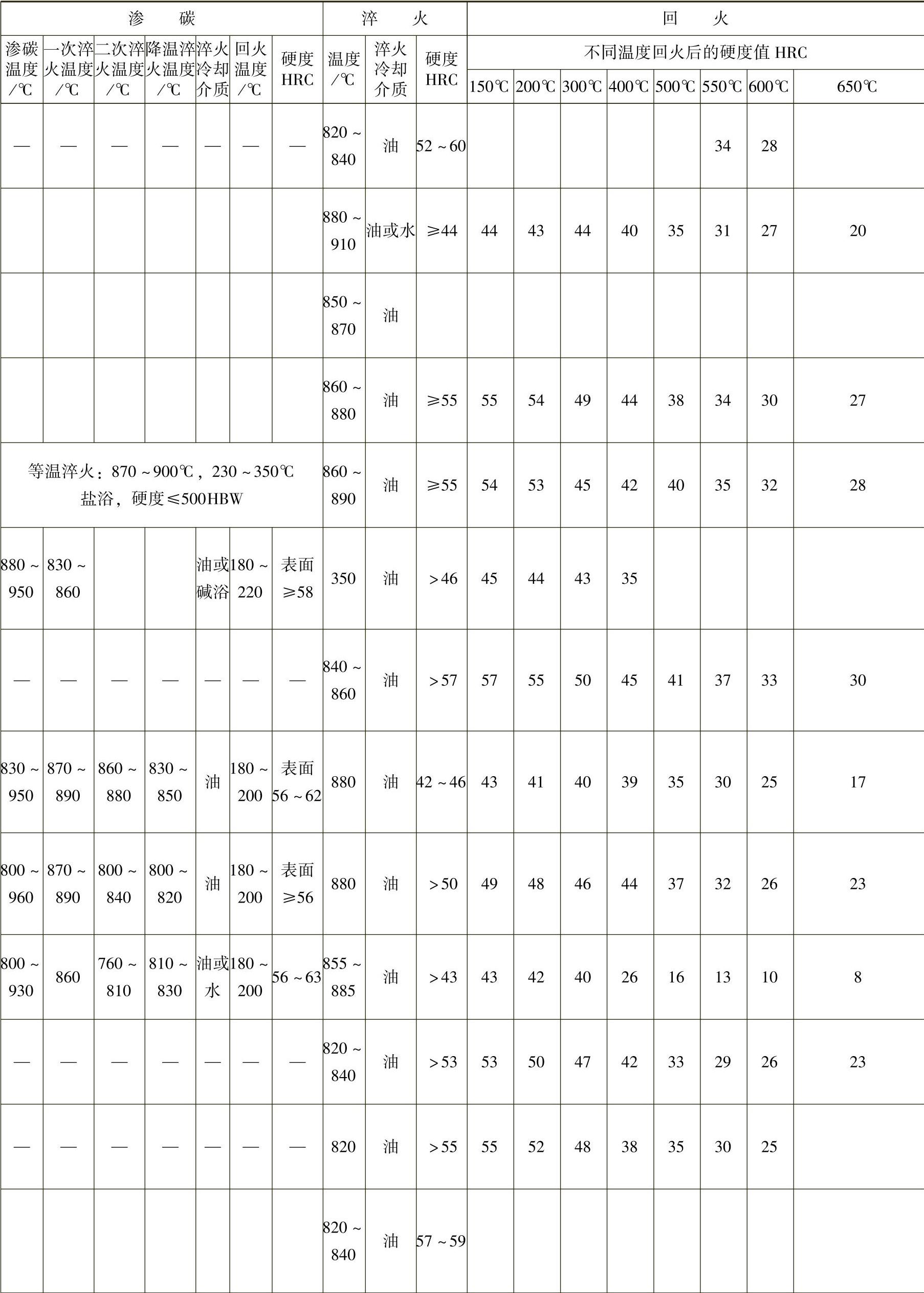
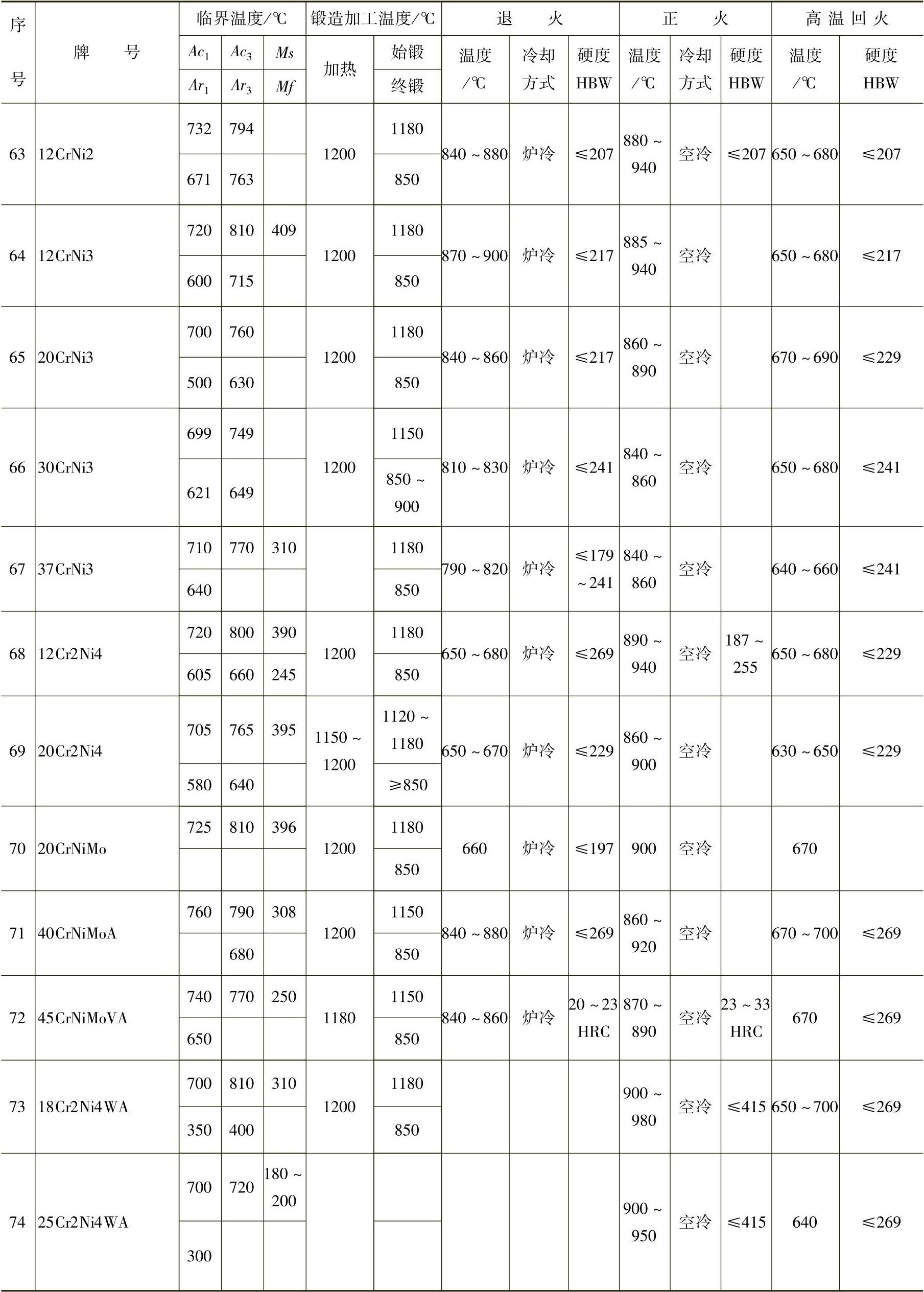
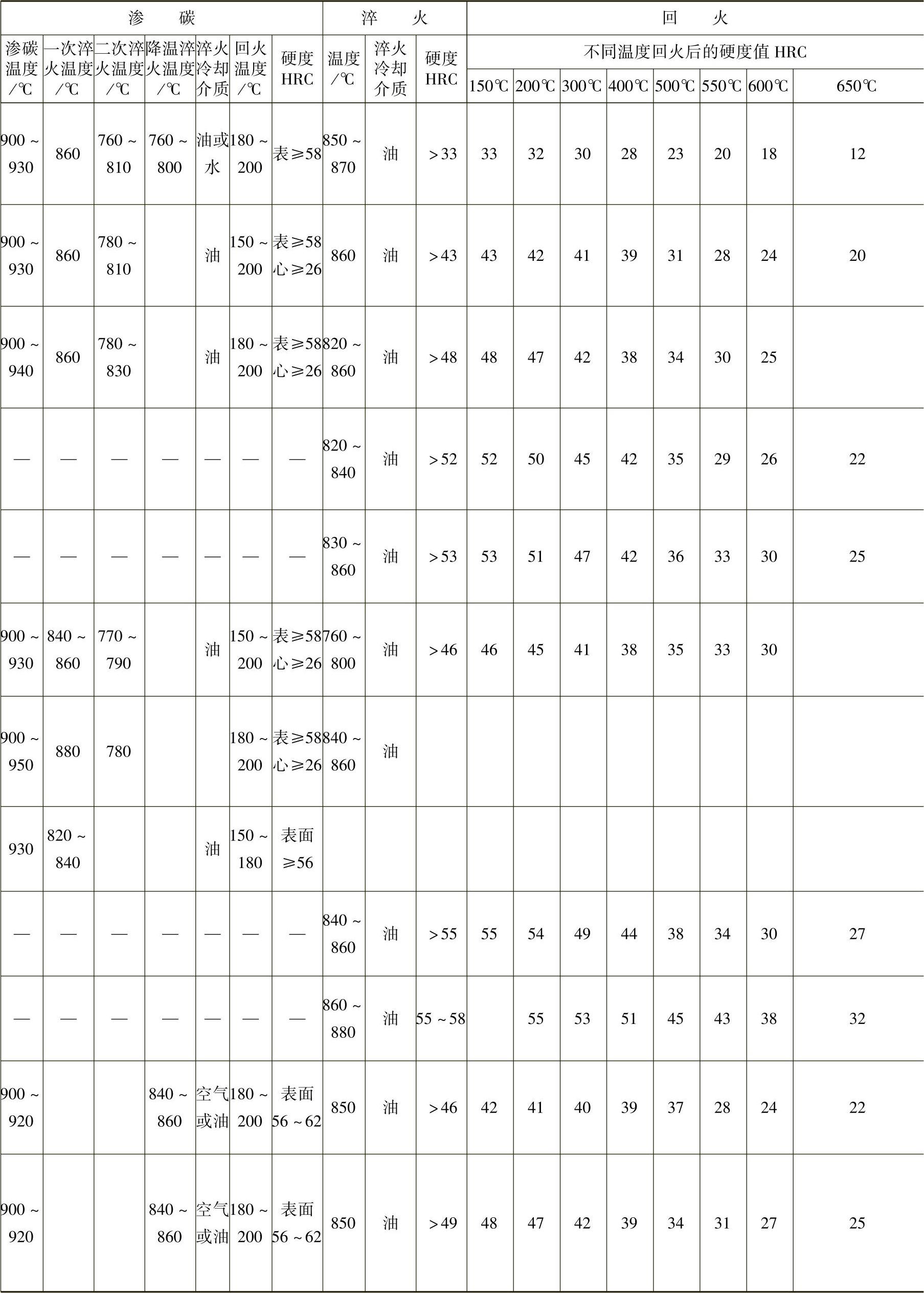
11.3.1.2 合金结构钢(表11-105)
表11-105 合金结构钢临界温度、热加工及热处理工艺参数
(续)
(续)
(续)
(续)
(续)
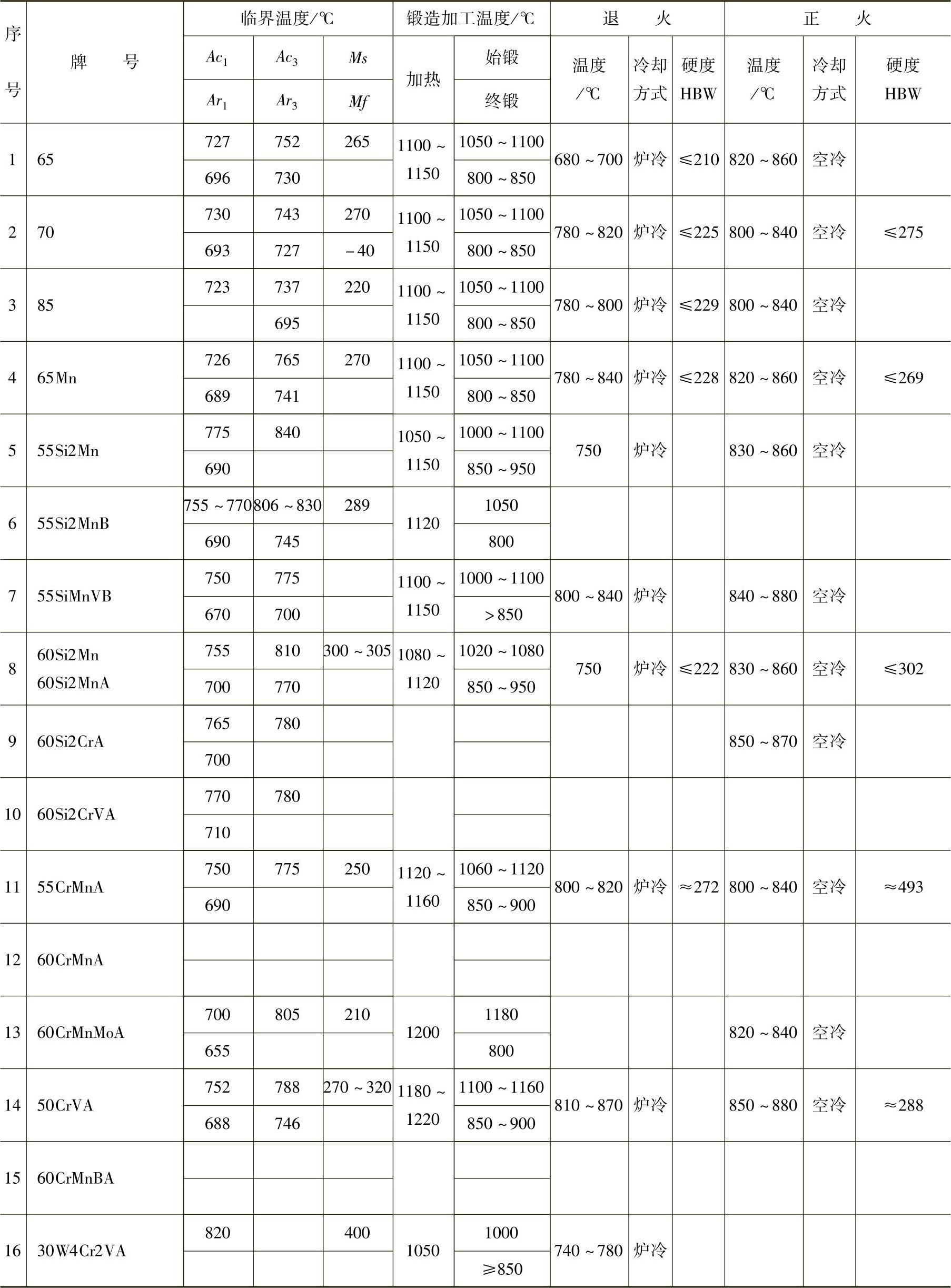
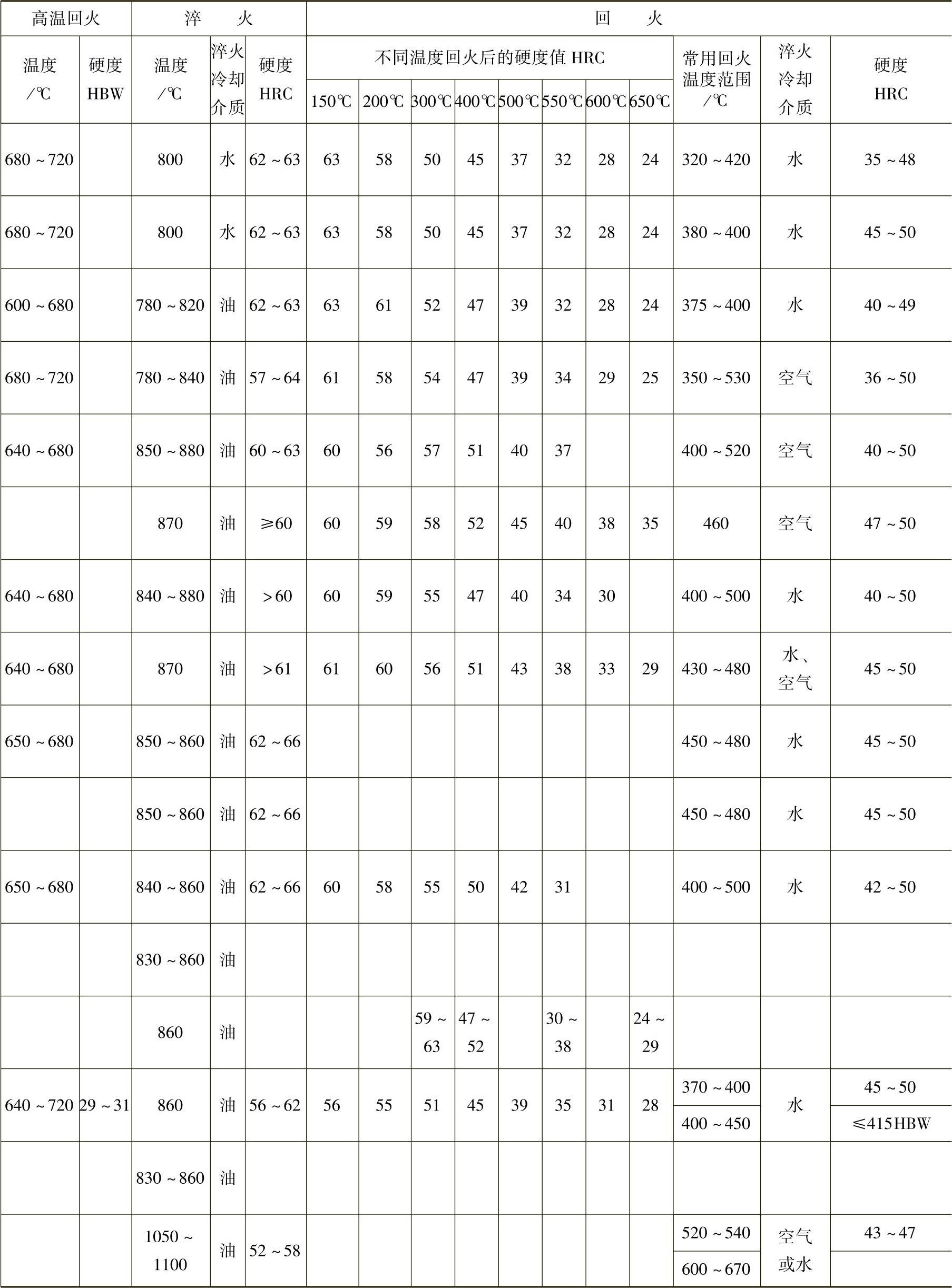
11.3.1.3 弹簧钢(表11-106)
表11-106 弹簧钢临界温度、热加工及热处理工艺参数
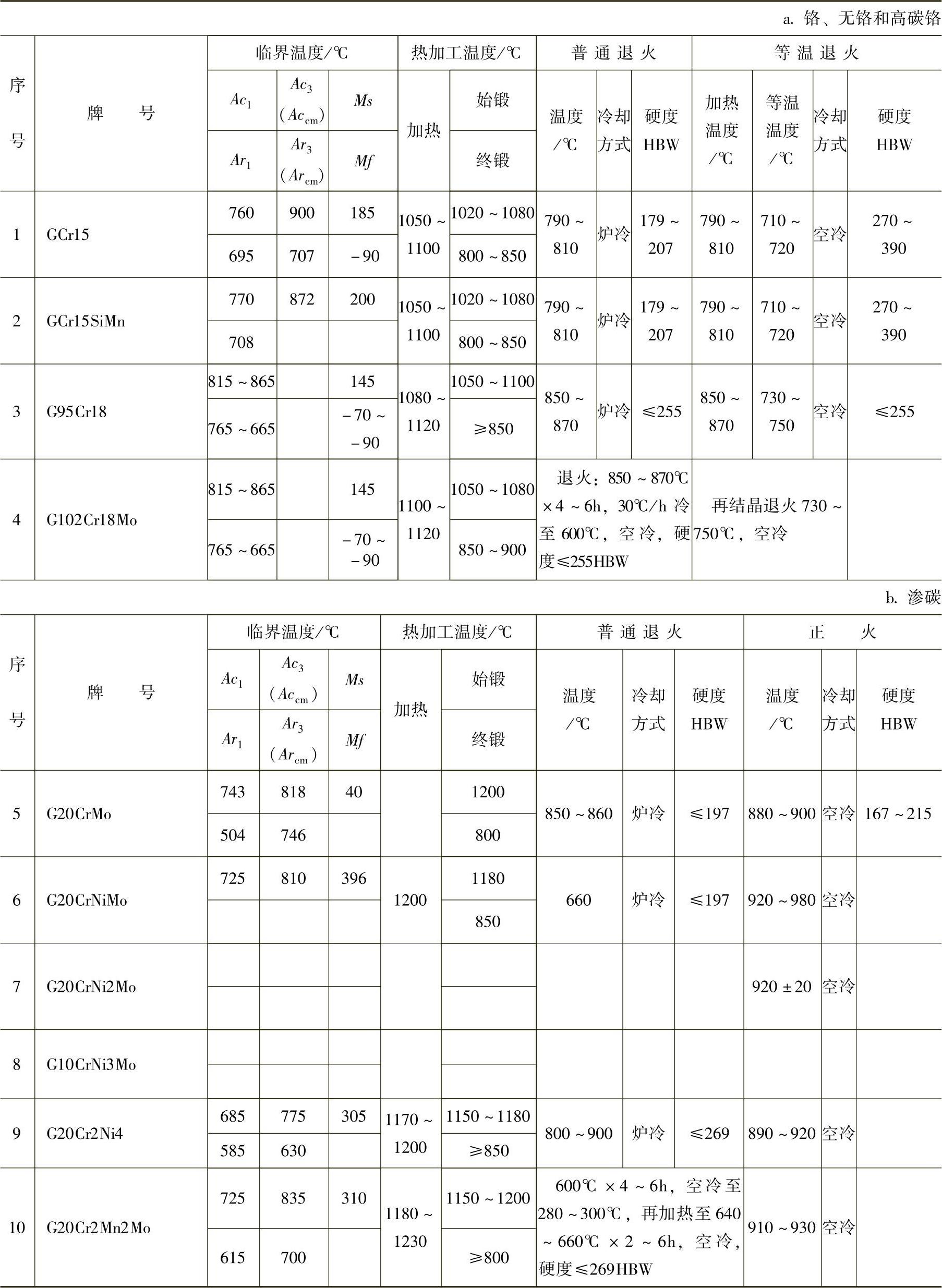
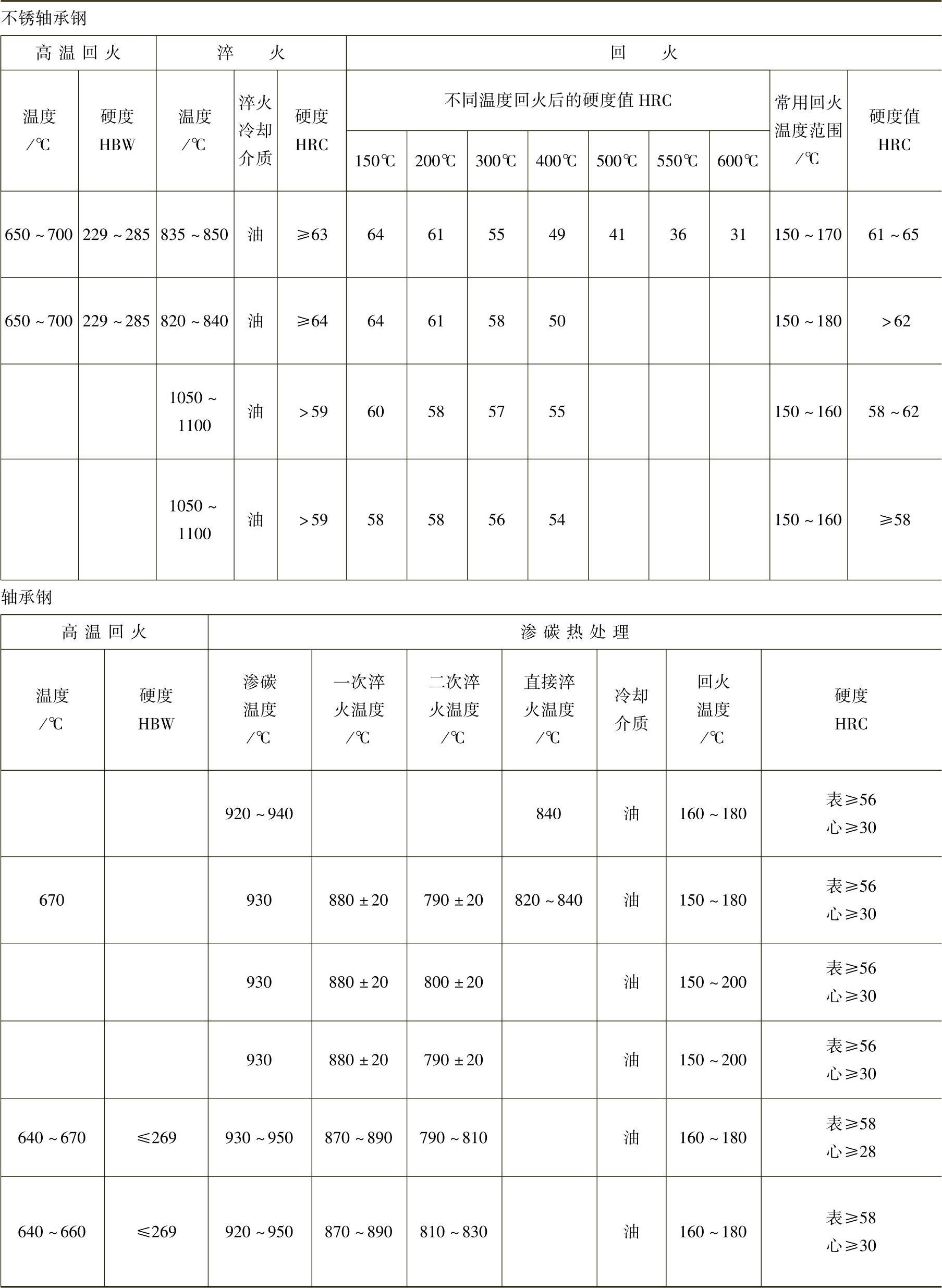
11.3.1.4 滚动轴承钢(表11-107)
表11-107 滚动轴承钢临界温度、热加工及热处理工艺参数
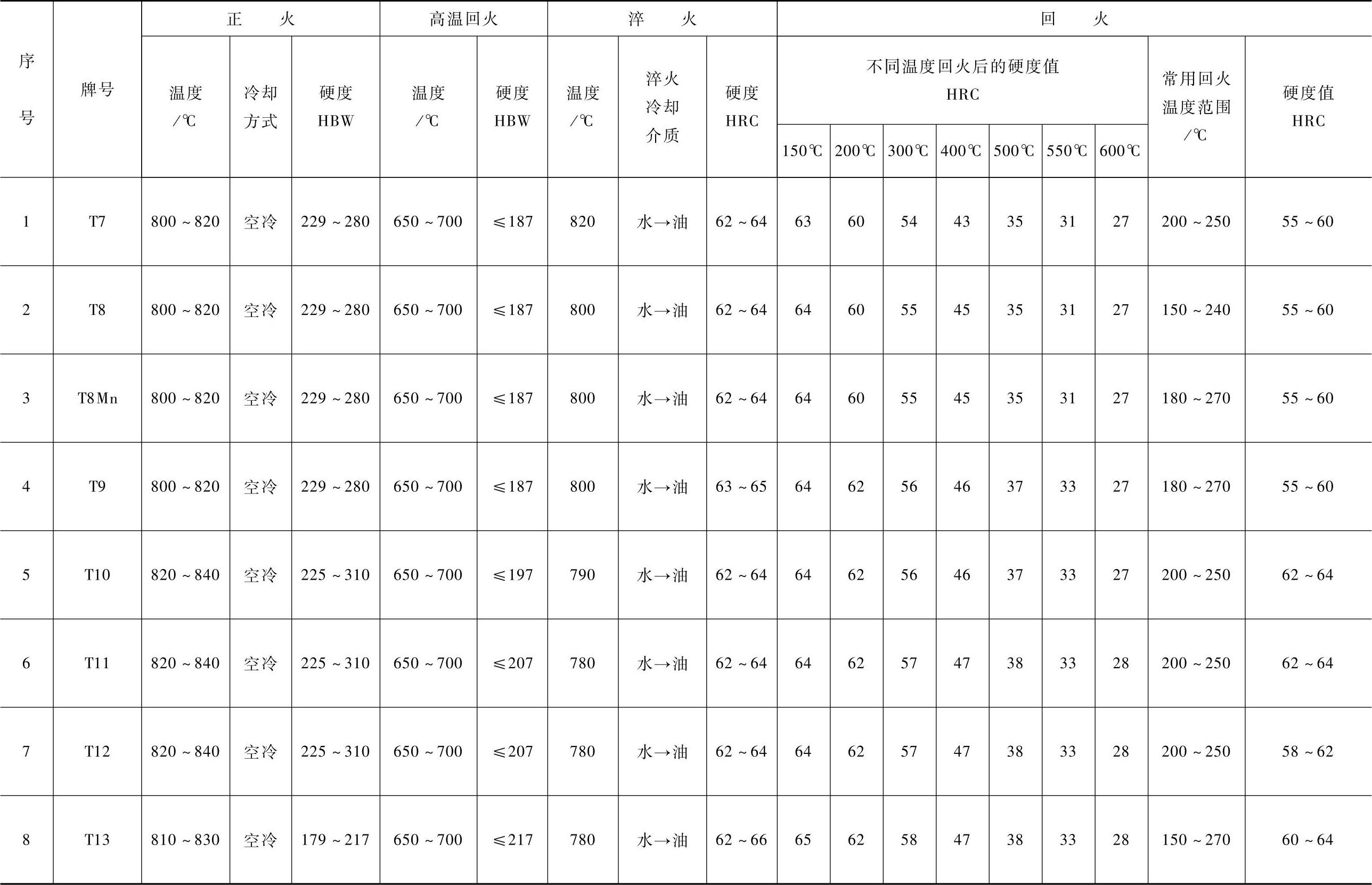
11.3.1.5 碳素工具钢(表11 -108)
表11-108 碳素工具钢临界温度、热加工及热处理工艺参数
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
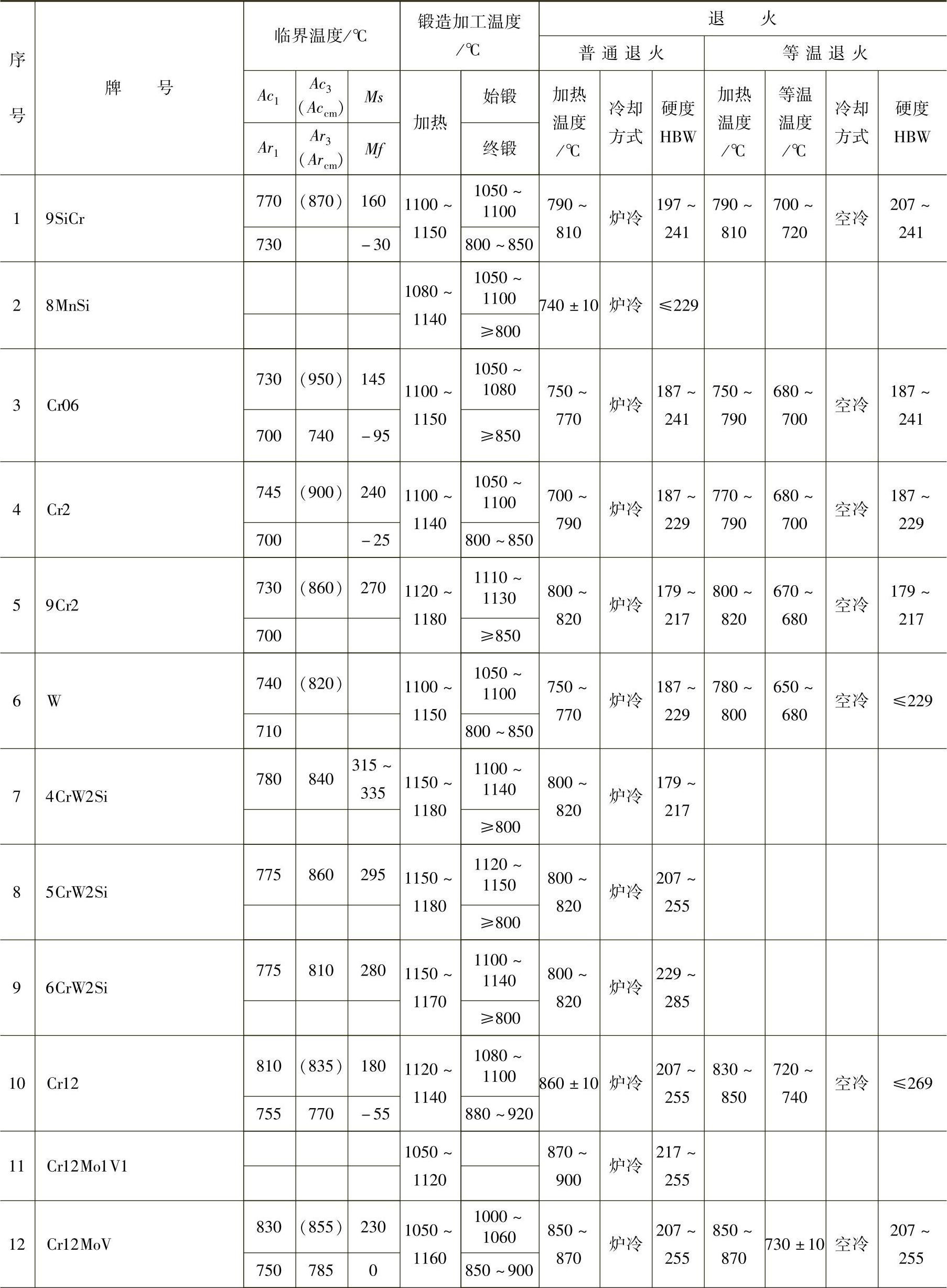
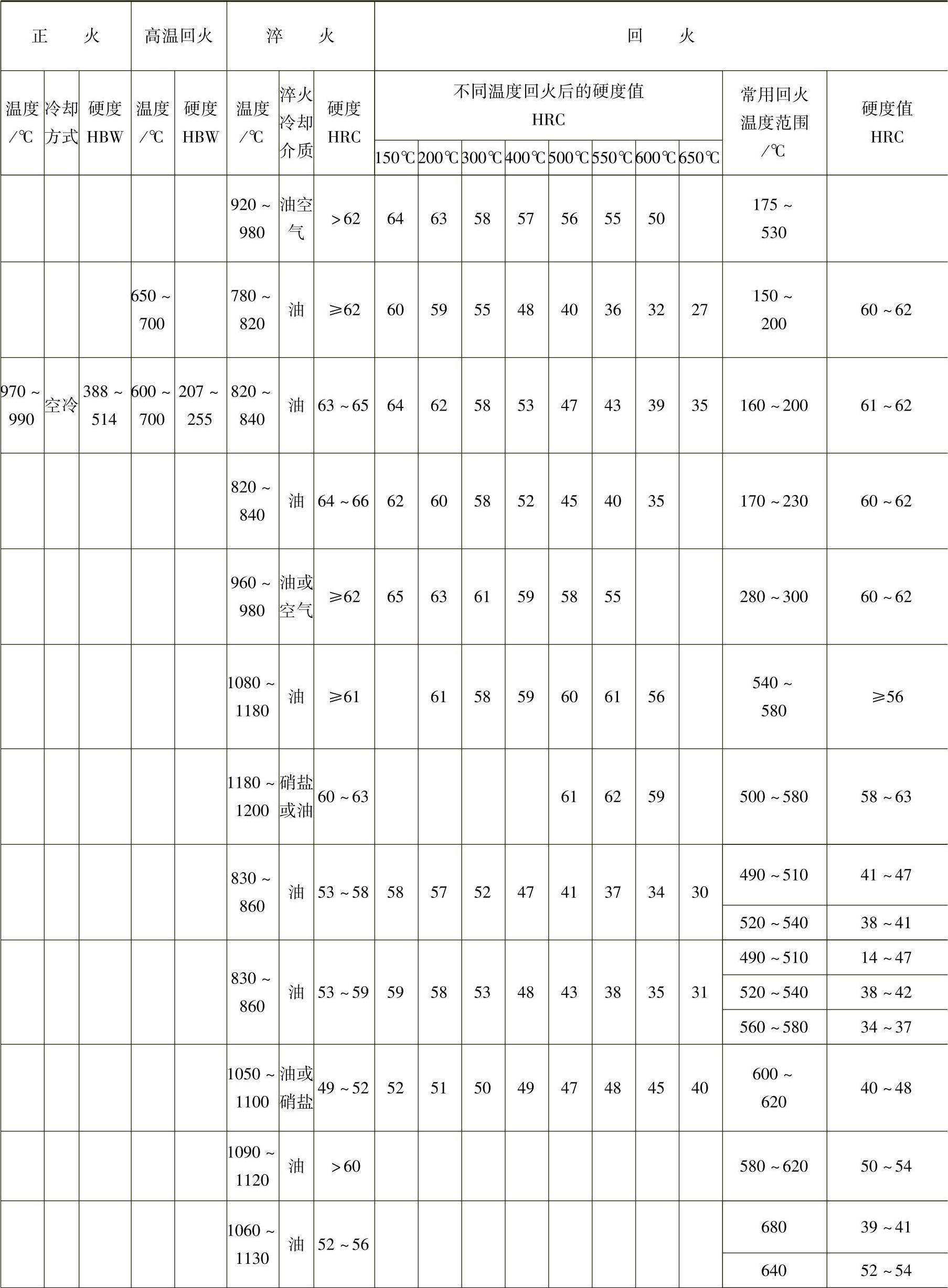
11.3.1.6 合金工具钢(表11-109)
表11-109 合金工具钢临界温度、热加工及热处理工艺参数
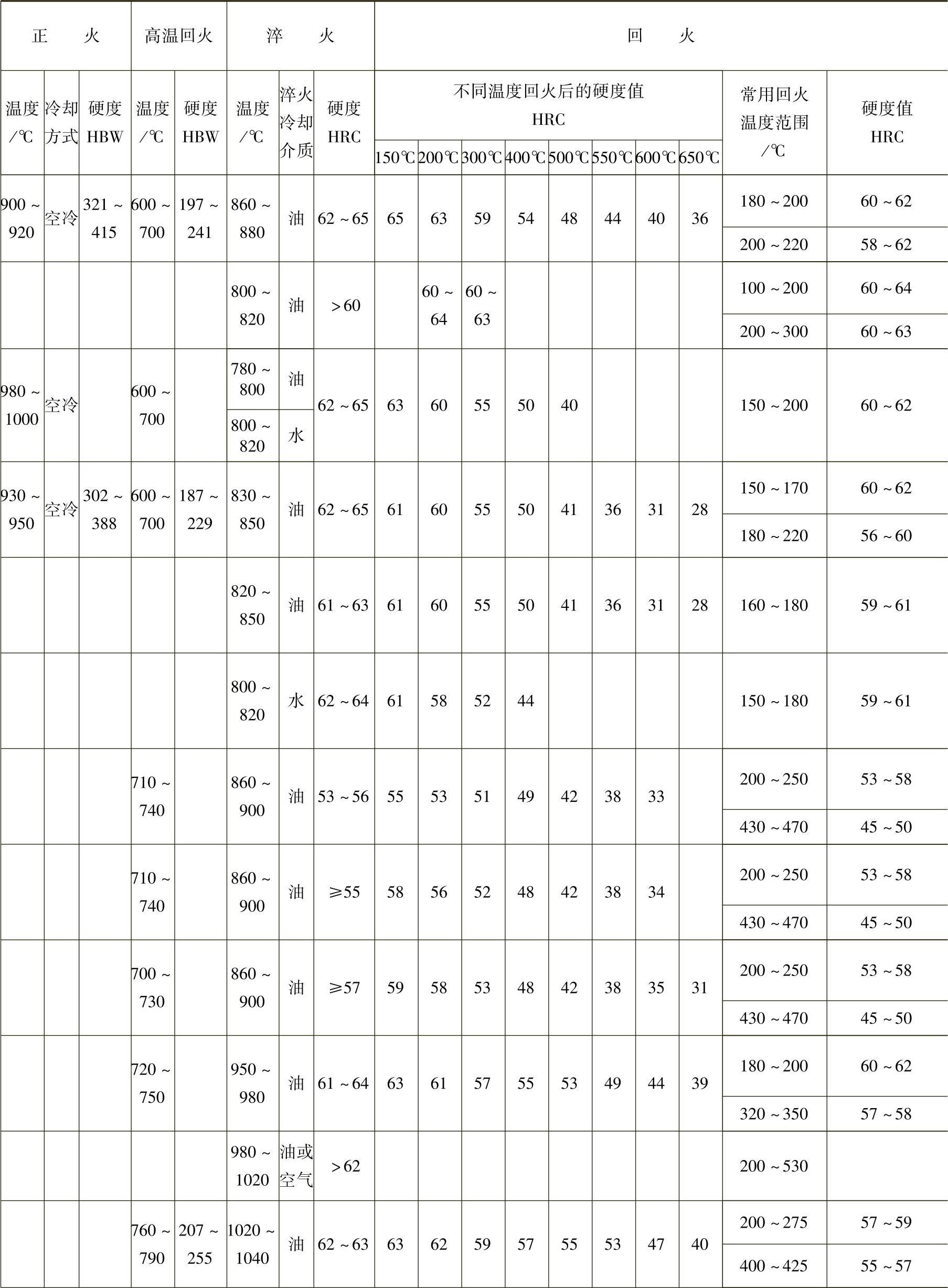
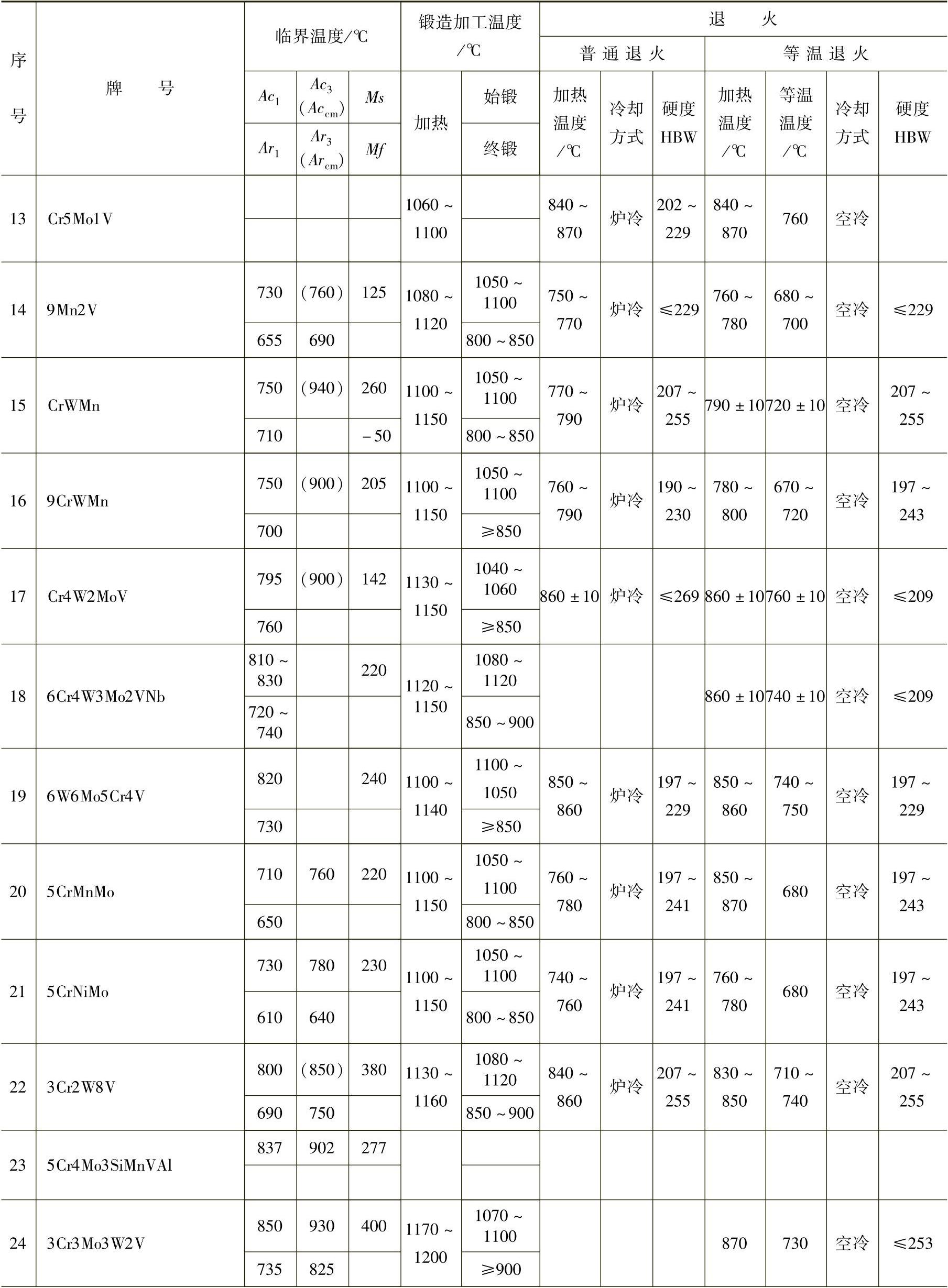
(续)
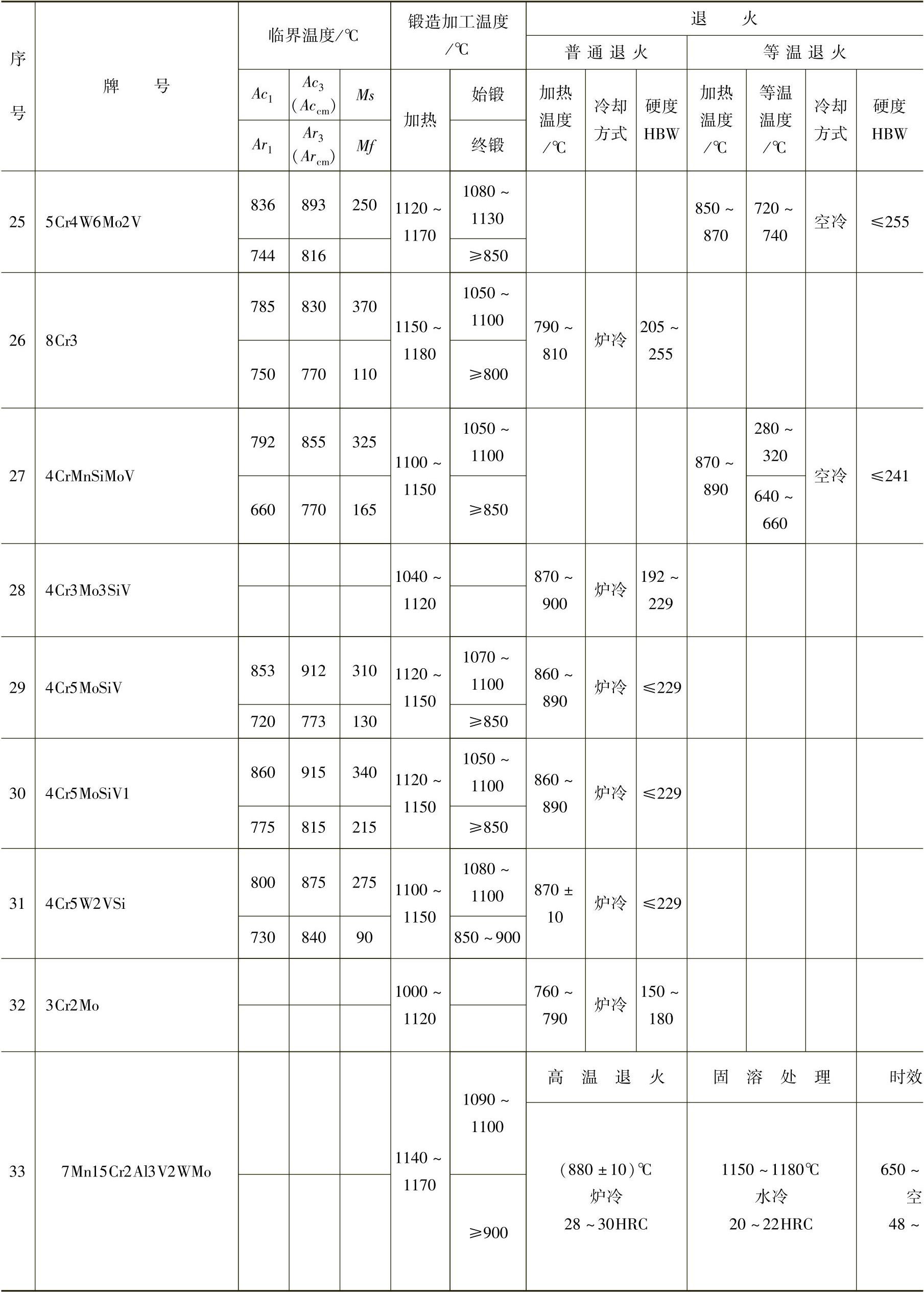
(续)
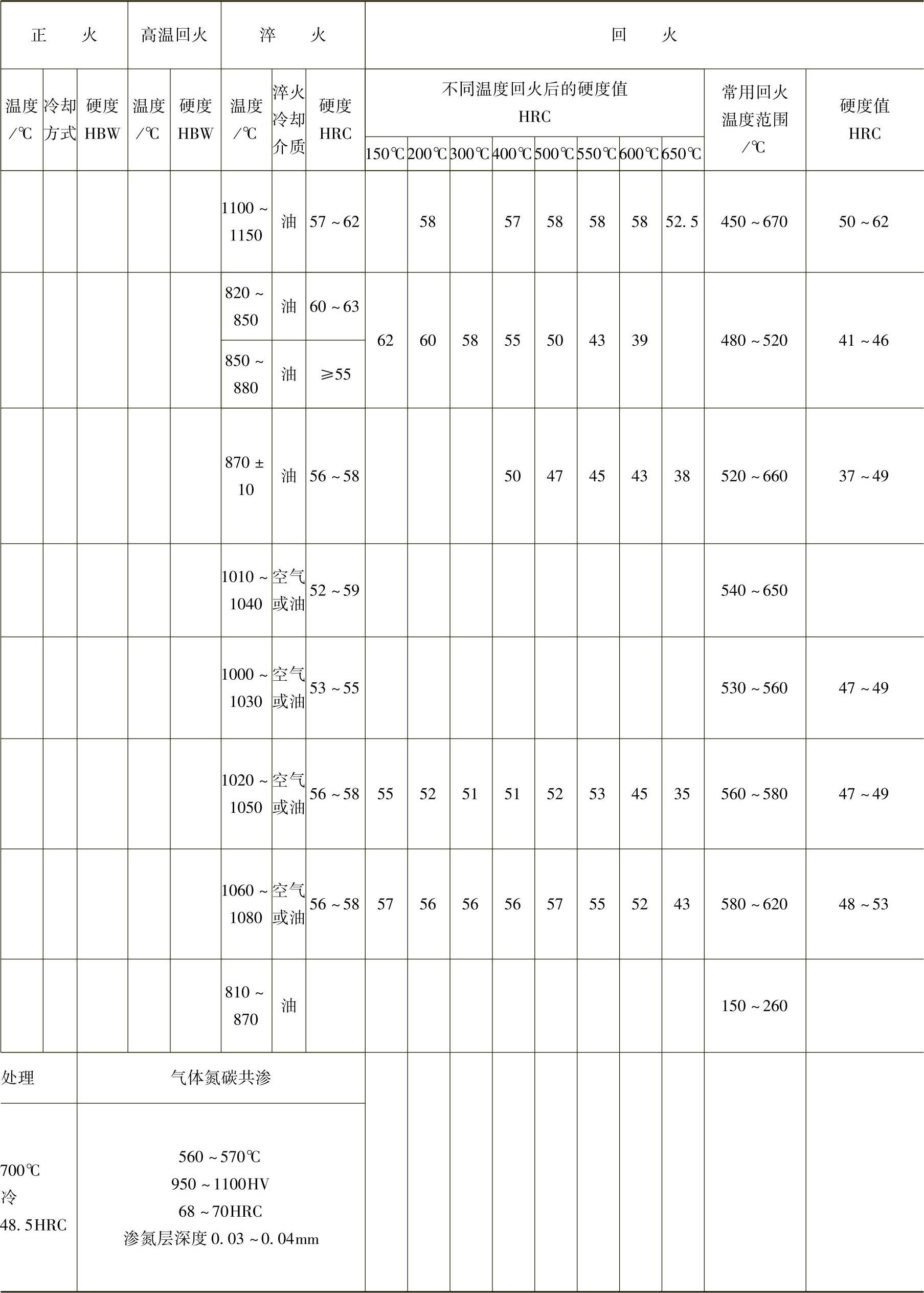
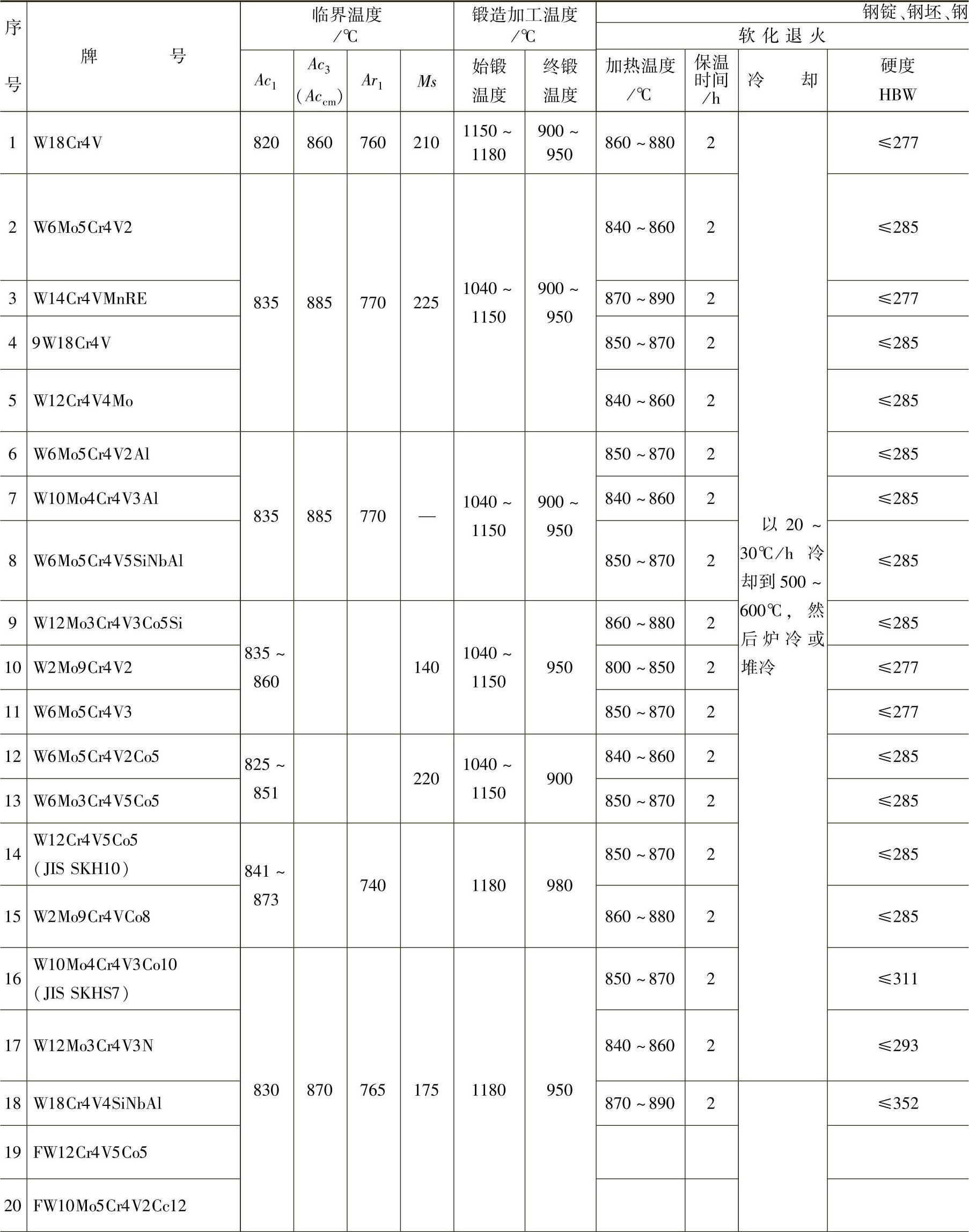
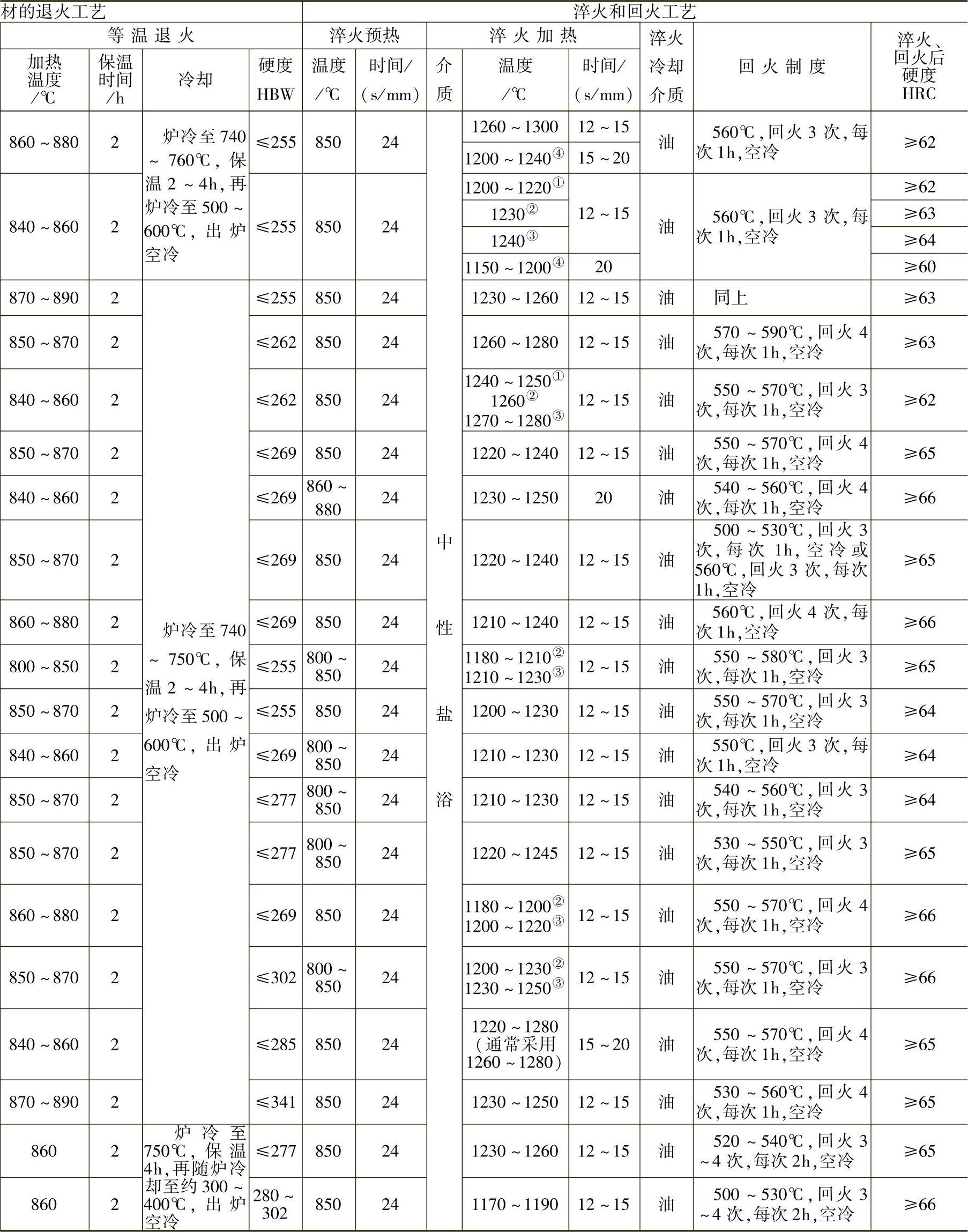
11.3.1.7 高速工具钢(表11-110)
表11-110 高速工具钢临界温度、热加工及热处理工艺参数
①高强薄刃刀具淬火温度。
②复杂刀具淬火温度。
③简单刀具淬火温度。
④冷作模具淬火温度。
11.3.1.8 汽轮机叶片用钢(表11-111)
表11-111 汽轮机叶片用钢热处理工艺制度(GB/T 8732—2004)
注:表中牌号为旧牌号,新旧牌号对照见表11-50~表11-54。
①空冷速度不小于14℃/min。
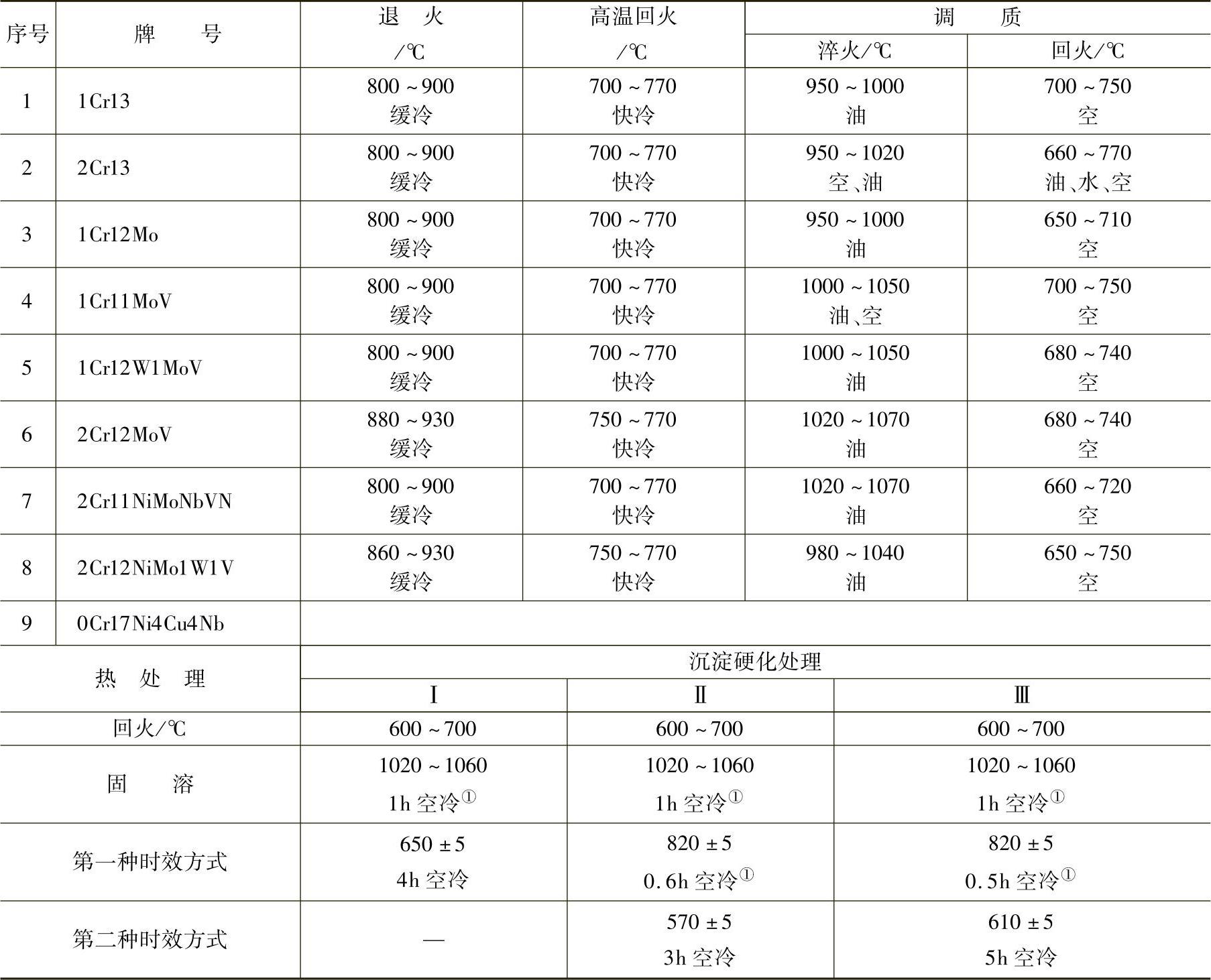
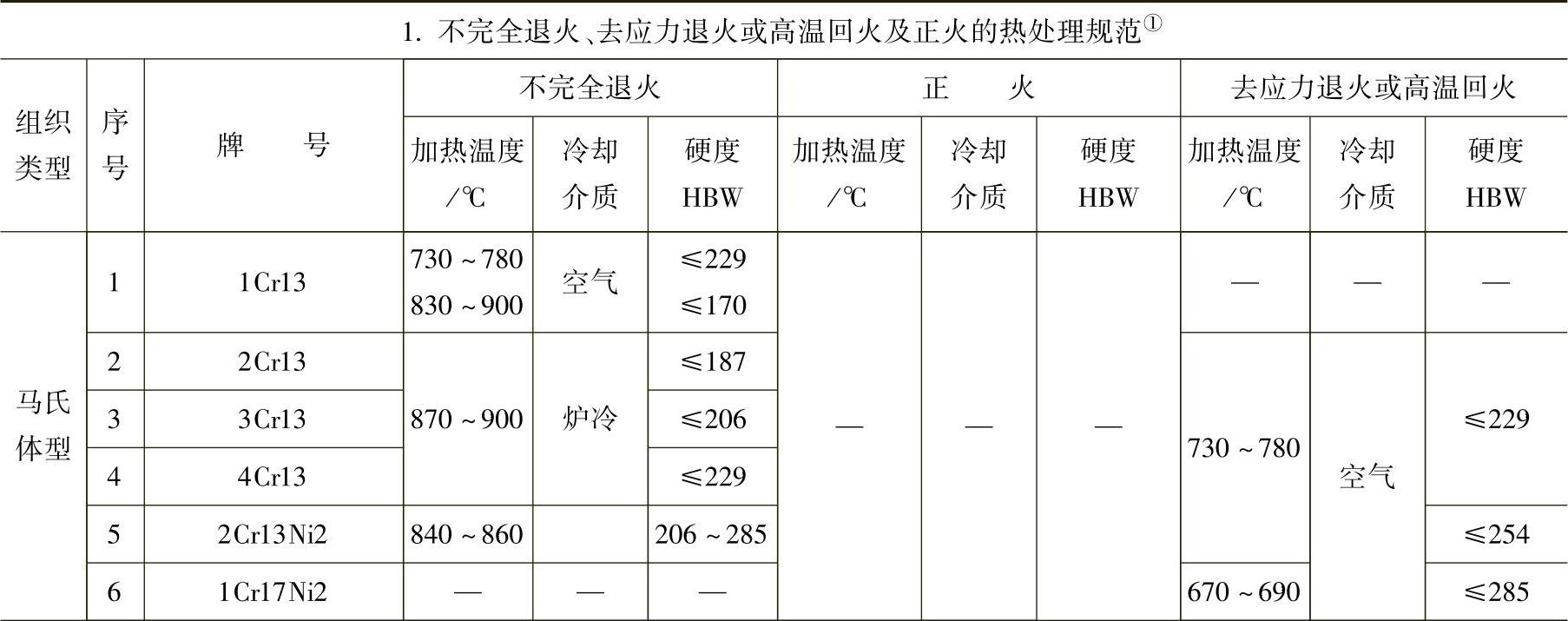
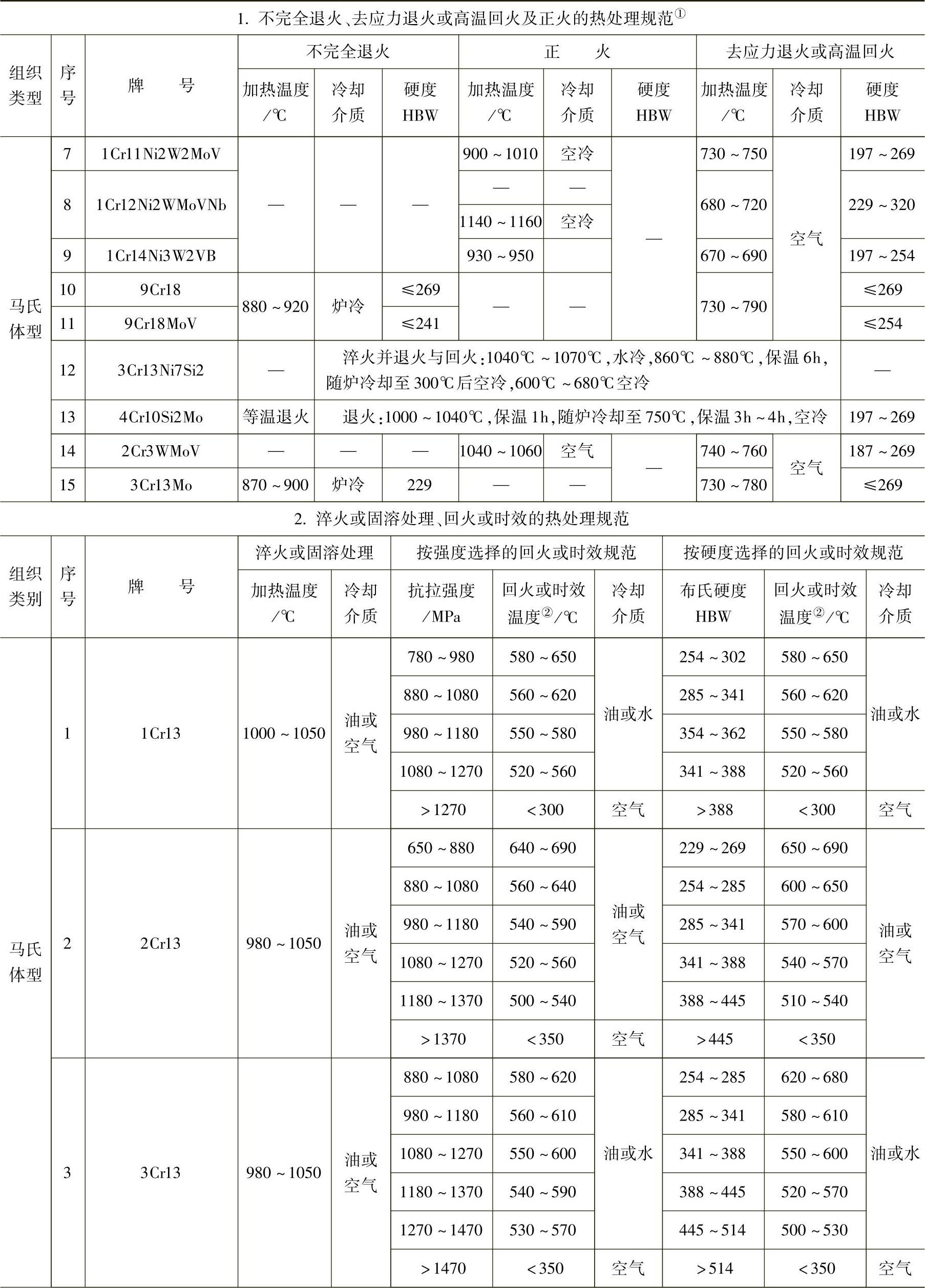
11.3.1.9 不锈钢和耐热钢(JB/T 9197—2008,表11-112)
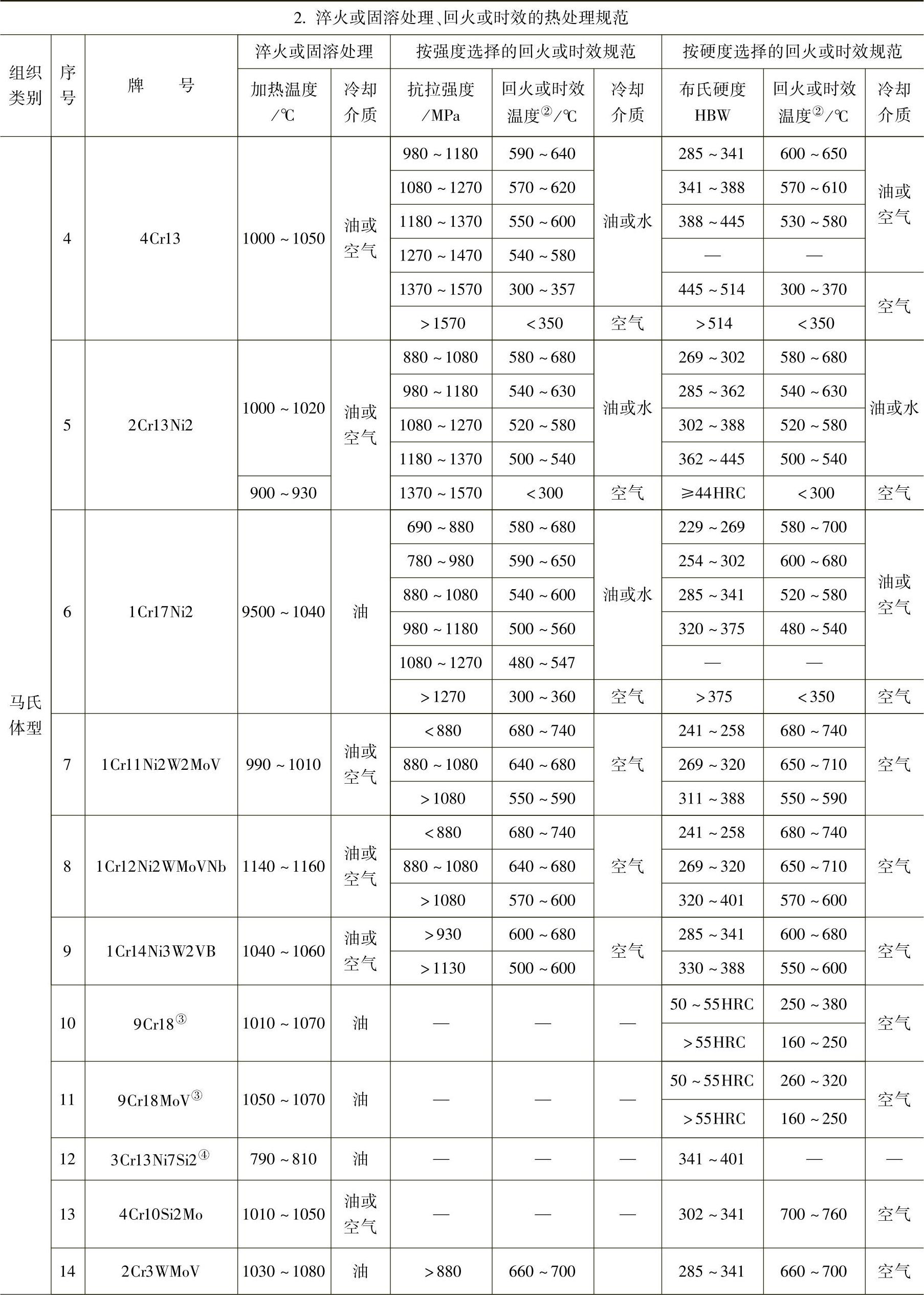
表11-112 不锈钢和耐热钢热处理工艺参考数据(JB/T 9197—2008)
(续)
(续)
(续)
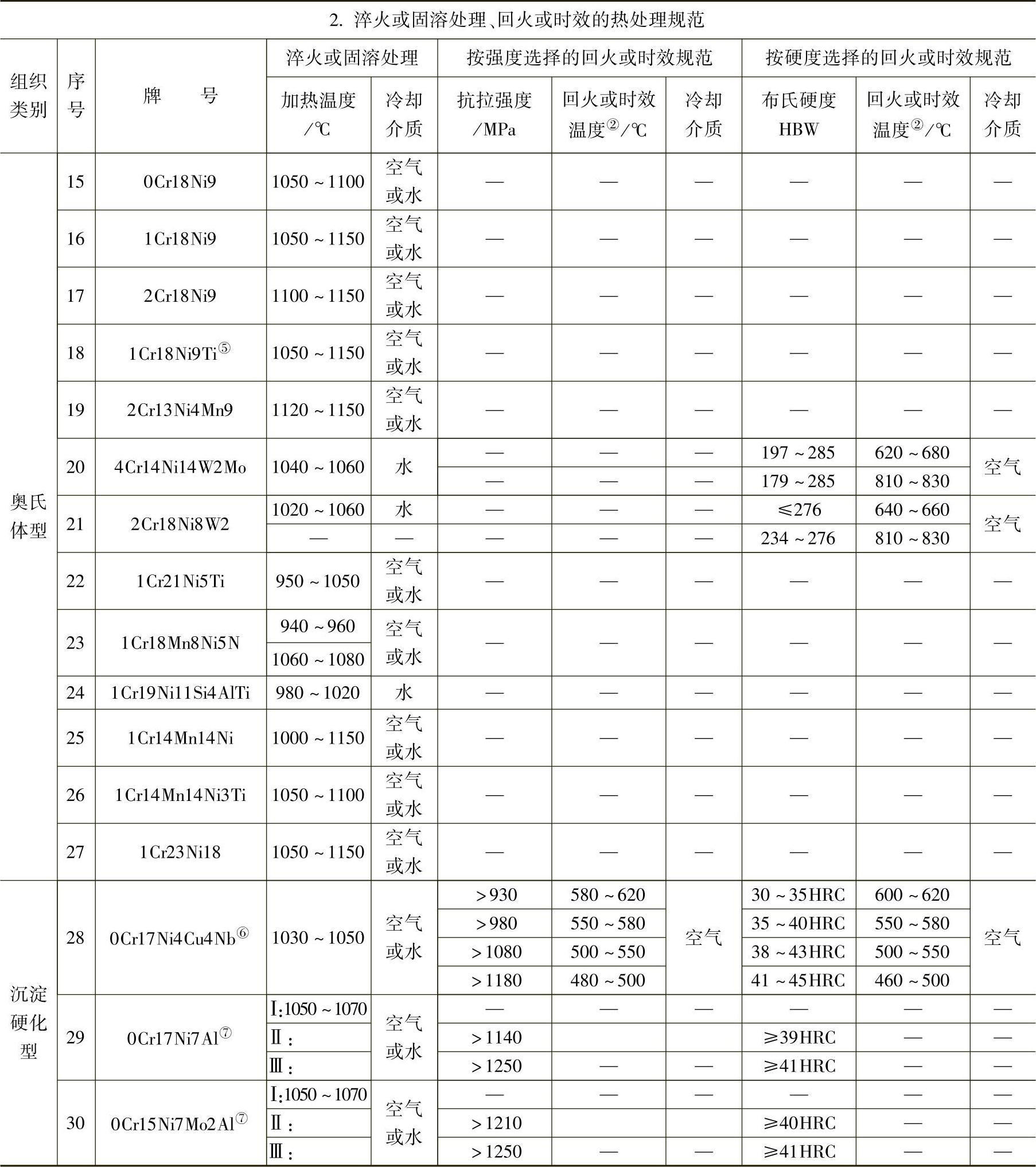
注:表中牌号为旧牌号,牌号新旧对照见表11-50~表11-54。
①炉冷至600℃以下空冷。
②在保证强度和硬度的前提下,回火温度可适当调整。
③当采用上限淬火温度时,可进行深冷处理,并低温回火。
④可采用930~990℃淬火或850~900℃稳定化退火。
⑤淬火前应经1040~1070℃,水冷,860~880℃保温6h,随炉冷却至300℃空冷,600~680℃空冷。
⑥若工件要冷变形时,应适当提高固溶温度,进行调整处理,然后再进行回火处理。
⑦Ⅰ处理后可进行冷变形。Ⅱ或Ⅲ为连续进行的热处理工艺:Ⅱ1050~1070℃(空气或水)+760℃×90min(空气)+565℃回火×90min(空气);Ⅲ1050~1070℃(空气或水)+950℃×10min(空气)+深冷处理-70℃×8h,恢复至室温后再加热到510℃回火×(30~60)min,空冷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。