



8.2.5.1 喷丸处理的残余应力
喷丸处理是目前表面强化的一个重要手段,它往往是和热处理综合起来使用。例如对发动机的活塞连杆、车用的各种弹簧以及经表面淬火、渗碳淬火后的齿轮等工件再施以喷丸处理,以提高其疲劳强度。
其残余应力产生的机理也较简单,它是用高压空气将硬质弹丸(淬硬钢丸、玻璃丸等)喷射到工件表面,使工件表面层产生塑性变形并沿表面被延展,从而因基体(未变形)对表面层变形的约束而产生压应力。此压应力的大小、分布、层深与喷丸强度以及材料的组织、预应力状态等均有关。例如55SiMnVB钢的板簧,经中频感应加热到870℃,油淬,然后经500~530℃回火,心部硬度≥407HBW,屈服强度Rp0.2=1300MPa,然后将试样利用弯曲在喷丸表面加上-980MPa、0MPa、+500MPa、+750MPa、+1000MPa的预应力,在喷丸强度0.18~0.20C的条件下进行喷丸处理后其残余应力分布的测定值如图8-12所示。

图8-12 不同喷丸状态的55SiMnVB钢试样的残余应力分布曲线
图中各条曲线的喷丸预应力(MPa)为1—-980 2—0 3—500 4—750 5—1000 6—未喷丸(https://www.xing528.com)
从图可知,此时喷丸使工件表面小于1mm的层深内产生了极大的压缩残余应力。但是若喷丸表面是处于压应力的预应力状态下,则喷丸的效果为零,与未喷丸试样的残余应力相一致。
8.2.5.2 表面滚压产生的残余应力
表面滚压是用加上一定载荷的淬硬钢轮在工件表面进行滚压,使其表面产生与喷丸类似的塑性变形层,从而在工件表层产生残余压应力。图8-13所示为20CrMo钢ϕ60mm圆柱表面经加载250MPa、350MPa、450MPa的滚轮滚压后的残余应力分布(试样预先经渗碳淬火)。
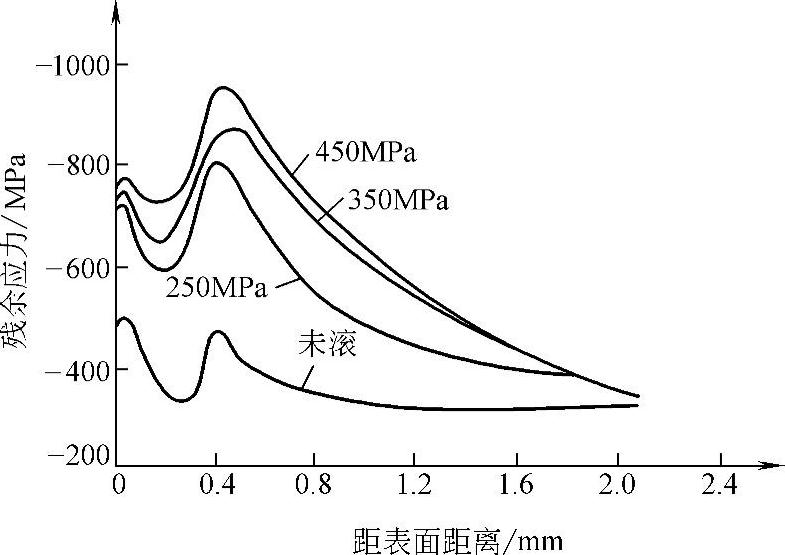
图8-13 20CrMo钢滚压后的残余应力
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。