



7.3.4.1 渗透检测基本步骤
1.预处理 渗透前,应对受检面及附近30mm范围内采用机械方法(打磨、抛光)或溶剂擦涂方法进行清理,不得有污垢、锈蚀、焊渣、氧化皮等。
2.渗透 用浸浴、刷涂或喷涂等方法将渗透剂施加于受检面。渗透时间一般为15~30min。对细小缺陷可将工件预热到40~50℃再渗透。
3.乳化 使用后乳化型渗透剂时,在渗透后清洗前应选用浸浴、刷涂、喷涂方法将乳化剂施加于工件已渗透的受检面。乳化剂停留时间为1~5min,然后用水洗净。
4.清洗 施加的渗透剂达到规定的时间后,若采用的是水清洗渗透剂,可用水喷法去除多余的渗透剂。水喷法水压为0.2MPa,水温不超过43℃。若采用的是荧光渗透剂,对不宜在设备中洗涤的大型零件,可用带软管的管子由上向下进行喷洗,以避免留下一层难以去除的荧光薄膜。若采用的是溶剂去除型渗透剂,可在受检表面喷涂溶剂,并用干净布擦干。
5.干燥 清洗后,应自然干燥或用布、纸擦干,不得加热干燥。用干式或快干式显像剂显像前,或用湿式显像剂以后的干燥处理中,干燥温度不得超过52℃。
6.显像 干燥后,在受检面刷涂或喷涂一层薄而均匀的显像剂,厚度为0.05~0.07mm,保持5~30min后观察。
7.观察 着色渗透法:应在350 lx以上可见光下用肉眼观察,有表面性缺陷时,即可在白色显像剂上显示出红色图像。
荧光渗透法:在暗室用黑光灯或紫外线灯照射被检面,有表面性缺陷时,即显示明亮荧光图像。(https://www.xing528.com)
8.质量评定 渗透检测的质量评定应按相应的产品标准进行。
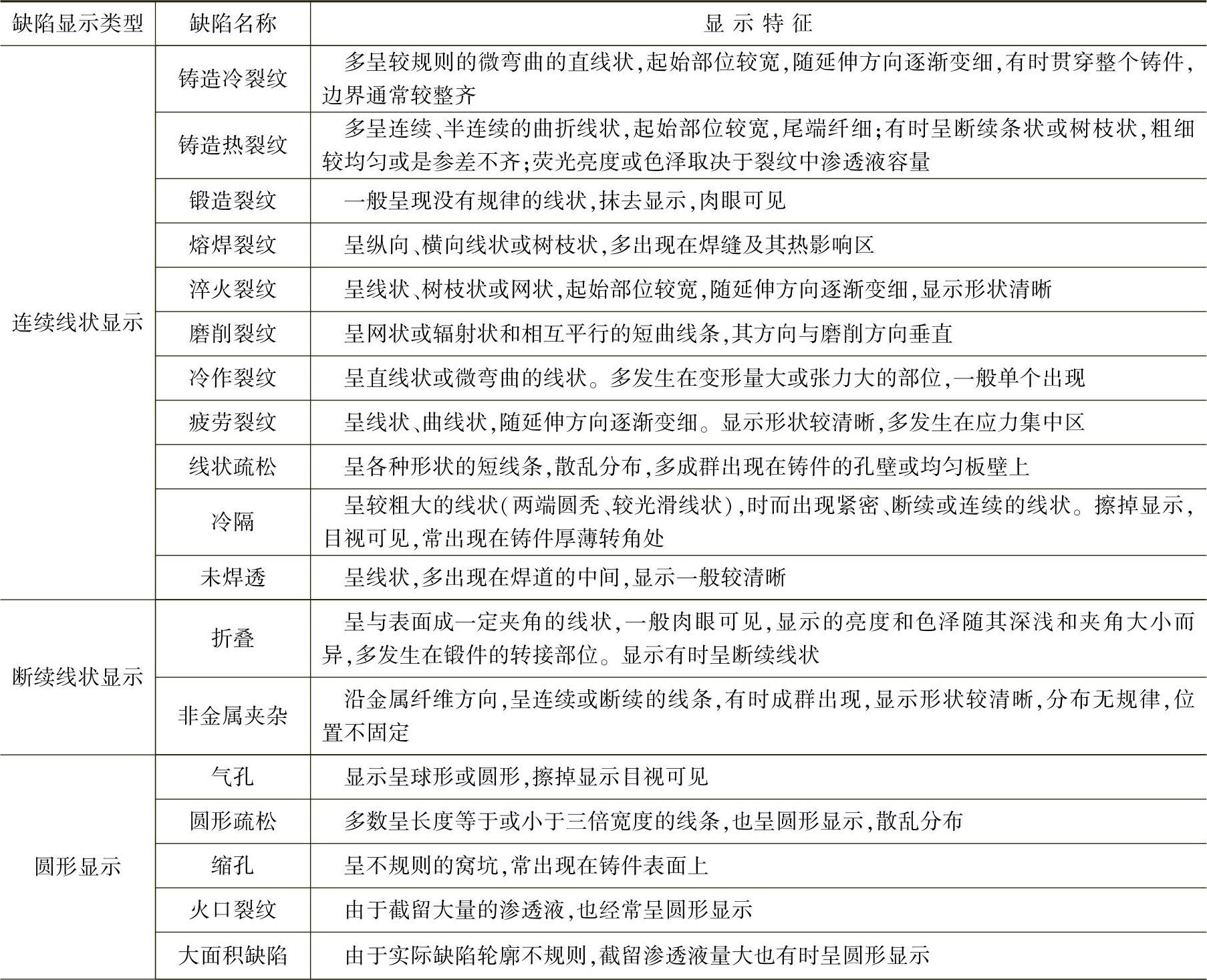
7.3.4.2 典型表面性缺陷显示特征
各种表面性缺陷显示特征见表7-38。
表7-38 典型表面性缺陷显示特征
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。