



7.3.1.1 渗透检测原理
渗透检测法是通过在被检工件表面涂覆带有着色剂或荧光物质且具有高度渗透能力的渗透液,在液体对固体表面的润湿作用和毛细现象作用下,渗透液被渗入工件的表面开口缺陷中,然后将工件表面被涂覆的多余渗透液清洗干净(但保留渗透到缺陷中的渗透液),再在工件表面涂上一层显像剂,利用毛细作用将缺陷中的渗透液重新吸附到工件表面,被吸附到表面的渗透液则形成缺陷痕迹,通过目测或特殊灯具,观察缺陷痕迹颜色或荧光图像对缺陷进行评定。
7.3.1.2 渗透检测方法分类
根据不同的显像方式、不同的渗透剂及显像剂,渗透检测方法可分为:
1.按显像方式分类
(1)着色渗透检测法。这种检测方法使用的渗透液主要是由红色染料及溶解着色剂的溶液组成,而显像剂则为含有吸附性强的白色颗粒状(锌白粉、钛白粉等)的悬浮液组成。检测时,通过显像剂的极细白色颗粒粉末吸附缺陷中的红色渗透剂到工件表面,显现出对比度明显的色彩图像,能直观地反映出缺陷的部位、形态及数量。
(2)荧光渗透检测法。这种检测方法与着色渗透检测法的区别是使用含有荧光物质的渗透剂。将工件表面多余的渗透剂清洗后,用显像剂将保留在缺陷中的荧光渗透液吸附到工件表面。检测时,用一种波长很短的黑光源照射工件表面被检测部位,使吸附到工件表面的荧光物质产生波长较长的可见光,在暗室中对照射的部位进行观察,再通过显现的荧光图像来判断缺陷的大小、位置及形态。
相比而言,荧光渗透检测法比着色渗透检测法的灵敏度更高一些。但这种检测方法的局限性是必须具备黑光源及观察用的暗室,也就是要有电源和固定的观察场所,显然对于不便移动的结构件不适用。因此荧光渗透法检测多用于表面粗糙度小、疲劳或磨削致裂纹等微小缺陷的小型、量大的零件检测。
2.按渗透剂种类分类
(1)水洗型渗透检测法。以水为清洗剂,渗透剂也以水为溶剂。但很多渗透液是油性物质,不能溶于水。如果加入乳化剂,使油变成极微小的颗粒而均匀分布在水中,则形成“水包油”的匀质状态,即使在静止状态下,油也不会聚在一起形成油水分层的情况,这一现象称为乳化现象,具有这一现象的物质称为乳化剂。在油性渗透剂中加入乳化剂而使渗透剂具有水溶性,则这种渗透剂称为自乳化型渗透剂。
无论是水基渗透剂还是自乳化渗透剂,都以水为清洗剂。这种方法费用低,但灵敏度不高,对细微缺陷及较宽的浅层缺陷显示能力弱,故仅适用于大面积及较粗糙表面缺陷的检测。
(2)后乳化型渗透检测法。这种方法也以水为清洗剂。渗透剂不溶于水,为了将残留在缺陷以外(工件表面)多余的渗透剂用水清洗掉,在渗透之后、清洗之前增加乳化这一步程序。若在渗透之前往渗透剂中加乳化剂,往往会增加渗透剂的粘度和吸水性,降低着色物在溶剂中的溶解度,致使渗透剂的渗透性能降低。渗透前加了乳化剂的渗透液在水洗过程中,容易在缺陷内吸入水分而造成着色物沉淀,影响显像效果,因而后乳化型渗透液不宜用于微小缺陷的检测。
(3)溶剂去除型渗透检测法。自乳化型渗透剂灵敏度不高、后乳化型渗透剂操作复杂,但用溶剂作为清洗剂可避免这些短处。值得特别注意的是:由于使用的清洗剂主要是各种有机物,它们具有较小的表面张力系数,对固体表面有很好的润湿作用,因此具有很强的渗透能力。用这种清洗剂清洗如操作不当,很容易“过清洗”,即将渗入缺陷的渗透液冲洗出来,或降低着色物的浓度,使图像色彩对比度不足而造成漏检,特别是对小型零件,不能图省事而浸泡在溶剂中清洗。清洗用的溶剂易挥发、易燃、有毒,使用时要通风防火。另外,用溶剂代替水清洗检测费用会高些,故而它适用于工作量不大、无水源、无电源的场合,是一种便携式检测方法。
3.按显像剂种类分类
(1)干式显像渗透检测法。主要用荧光渗透剂。显像时,用经干燥后的白色细颗粒干粉喷洒在工件被检区表面制造一层很薄的粉膜,用于吸附渗入缺陷的荧光渗透液进行显像。对于着色渗透液,若使用干粉显像剂,会因缺陷两侧难以保留足够的白色干粉而使图像对比度降低,不利于观察。
(2)湿式显像渗透检测法。湿式显像剂是在具有高挥发性的有机物苯、二甲苯、酒精等中加入起吸附作用的白色粉末配制而成。常用的白色粉末有锌白粉(主要成分为氧化锌)、钛白粉(主要成分为二氧化钛)等。这些粉末并不溶解于有机溶剂,有机溶剂只是白色粉末的载体,粉末在溶剂中呈悬浮状态,所以在使用时必须要摇晃均匀。值得注意的是:有机溶剂在吸附渗透液到工件表面后会扩散开来,造成显现的图像比实际缺陷大的假象,或由于扩散而造成着色浓度减少、对比度降低。因此为改善显像剂性能,还需加入一些增加粘度的成分(如大棉胶、醋酸纤维素、过氯乙烯树脂、糊精等),以限制有机溶剂在吸附渗透液到工件表面后的扩散作用。
使用水作为载体也是可以的,但水蒸发慢,显像处理需较长时间。因此为了尽快观察,常采用吹风机进行热风烘吹以加快干燥。
此法常用于着色渗透法检测。
实际常用的方法是上述几种方法的组合。例如水洗型、后乳化型、溶剂去除型着色(或荧光)渗透检测法,既可使用干式显像也可选用湿式显像。
7.3.1.3 应用
1.焊接件渗透检测(https://www.xing528.com)
在焊接生产领域中要求作渗透检测的场合有如下几种情况:
(1)材料标准抗拉强度Rm>540MPa的钢制压力容器上的C类和D类焊缝。
(2)名义厚度δ>16mm的12CrMo及15CrMo钢制容器,其他任意厚度的Cr-Mo低合金钢制容器上的C类和D类焊缝。
(3)堆焊表面。
(4)复合钢板的复合层焊缝。
(5)上述(1)、(2)条中所指材料,经火焰切割的坡口表面。
(6)上述(1)、(2)条中所指材料,焊后经缺陷修磨或补焊处的表面。
(7)上述(1)、(2)条中所指材料,在组装对接时临时焊在工件表面上的卡具、拉筋等,组焊完成后拆除处的焊痕表面。
从以上应用场合来看均属于高强钢焊缝。由于高强钢的焊接工艺性较差,易在焊缝表面及加工表面产生缺陷,因此须经渗透检测。
2.锻造件的渗透检测实例
(1)锻造不锈钢大阀门体着色检测。采用溶剂去除型着色渗透检测法检测。工件如图7-78所示。检测工艺为:按下清洗剂喷罐按钮对工件被检区进行清洗→将着色渗透剂喷到容器中,再用棉花球沾渗透剂涂到工件被检区表面→用被清洗剂润湿的棉布擦掉表面多余的渗透剂→将显像剂喷罐的显像剂喷在被检表面→自然干燥后目视检查。
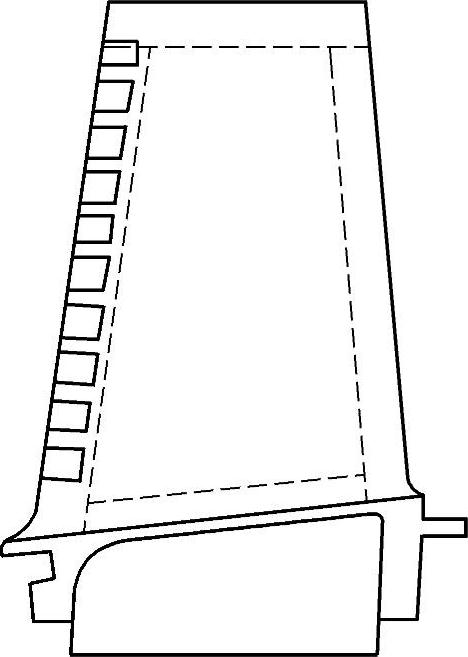
图7-78 锻造不锈钢大阀门体
(2)锻造和机加工镍基合金盘后乳化型荧光渗透检测。工件如图7-79所示。检测工艺为:后乳化型荧光渗透剂渗透→预水洗以清除表面上附着的渗透剂→浸入亲水性乳化剂中使渗透剂充分乳化→水清洗→在热空气循环箱内干燥→在喷粉柜中喷粉显像→在暗室的黑光灯下目视检查合金盘。
3.铸造叶片的荧光检测实例 采用水洗型荧光渗透检测,工件如图7-80所示。检测工艺为:将叶片浸入汽油或煤油中清洗→将叶片浸入水洗型荧光渗透液中→采用低压水喷清洗叶片→将叶片放入热空气循环烘箱内干燥→用喷粉柜或手工撒的方法把干粉显像剂施加到叶片表面→在暗室黑光灯下目视检查。
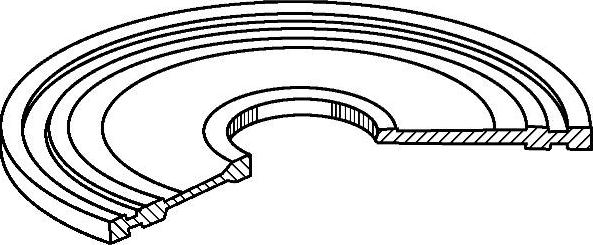
图7-79 镍基合金盘
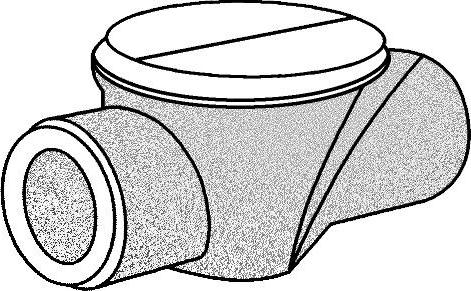
图7-80 铸造叶片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。