



在氧化性介质中,加热时常常会引起钢件表面脱碳,从而降低了钢的表面硬度、耐磨性及疲劳强度等。测定脱碳层深度已成为质量检验的重要内容。
1.碳钢及低合金钢脱碳层深度的测定 在GB/T224—2008中规定了这类钢脱碳层深度的测定方法,其中有金相法、硬度法及化学分析法。
(1)金相法是在光镜下观察试样从表面至中心的组织变化,从而确定碳含量的变化。金相法主要是在退火态下估计碳含量的,把全部铁素体区定义为全脱碳,而总脱碳层深则为从表面测量至铁素体(或碳化物)相对量不再变化处的垂直距离。也可以在淬火态下测量,从试样边缘测量至马氏体或贝氏体形态不再变化的心部组织处,作为总脱碳层深度。有时可从浸蚀的颜色衬度变化来判断层深,但是在淬火态下测定的精度较差,因此只能在技术条件许可的情况下采用。金相法通常在100倍下测定,应该选择在均匀脱碳最严重的视域内进行,在该视域内随机测量五个点以上,取平均值为脱碳层深度。磨制试样时边缘不得倒圆或卷边。
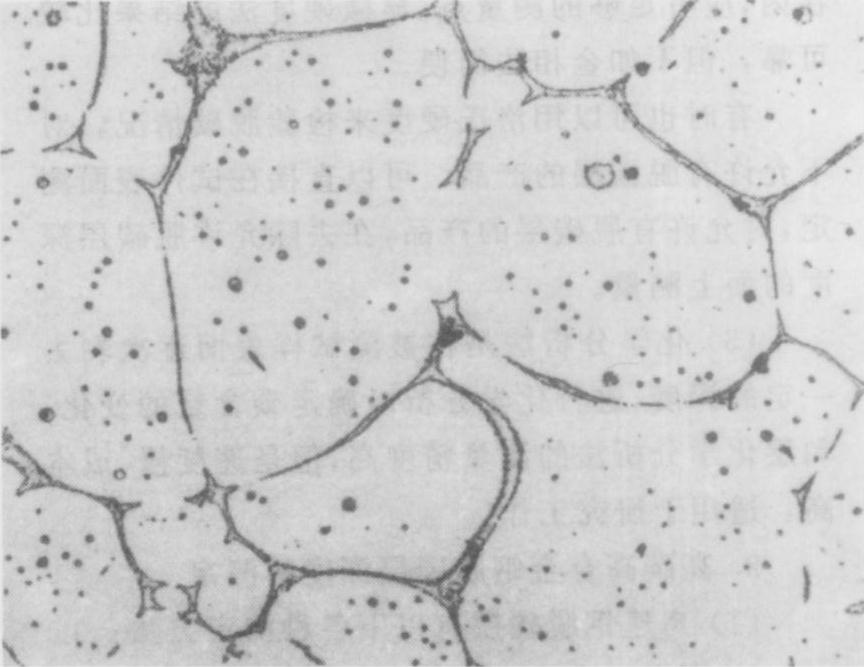
图5-50 铸态Al-Mg合金的过烧组织 500×
注:形成带有花边的网状组织及玫瑰花状的Mg2Al3相。
(2)硬度法主要采用显微硬度法测量截面上显微硬度的变化,以从试样边缘到硬度稳定值或技术条件规定的某一界限硬度值之间的垂直距离为脱碳层深度。该方法主要用于脱碳相当深的淬火态(脱碳层应淬上火)。此外,要把测量的分散性估计在内,应有足够的测量点。显微硬度法的结果比较可靠,但不如金相法简便。
有时也可以用洛氏硬度来检验脱碳情况。对不允许有脱碳层的产品,可以直接在试件表面测定;对允许有脱碳层的产品,在去除允许脱碳层深度后的面上测量。(https://www.xing528.com)
(3)化学分析法是在被测试样表面逐次剥去一定的深度,进行化学分析以确定碳含量的变化。剥层化学分析法的测量精度高,但是速度慢、成本高,适用于研究工作。
2.高碳高合金钢脱碳层深度的测定
(1)高速钢。脱碳层有以下测定方法:
1)等温淬火法。它是利用钢的马氏体点Ms与碳含量有关的原理。高速钢经奥氏体化后,在180~200℃(略高于Ms点)的等温槽内等温10min,再在560℃回火10min,然后空冷。由于表面碳含量低,Ms点较高,在等温时先发生马氏体转变,回火后呈黑色针状,而心部则为马氏体加残留奥氏体,呈白亮色。用此法测定时脱碳层界线分明,但热处理操作复杂,且显示的脱碳层深度与所选择的等温温度有关。若等温温度过高,则测定的脱碳层偏浅,所以应选用2~3个等温温度进行测定。
2)退火态测定法。过去推荐采用4%(体积分数)硝酸酒精溶液进行浸蚀,然后在80~100倍显微镜下观察碳化物数量的变化来确定脱碳层深。此法虽然简便,但脱碳层的界限不够分明。现在有资料介绍,利用颜色的变化确定脱碳层深度,此法可操作性较好。试样在4%(体积分数)硝酸酒精溶液中浸蚀的开始30s内,宏观表面从灰色变化为紫蓝色,大约在60s时,颜色突然变化为蓝绿色,此时应立即停止浸蚀。在显微镜下观察时,试样从边缘到内部按下列顺序变化:颜色由浅棕色→褐→紫→蓝→蓝绿→绿黄。在完全淬上火的样品上,蓝色区的硬度相当于820HV,从边缘到蓝绿色与绿黄色的分界处为总脱碳层深度。使用此法前先要在已知结果的试样上进行仔细的测量与校正。
3)显微硬度法是在金相试样的表面向内逐点打硬度(间隔为0.05mm左右),得到硬度分布曲线。一般以试样边缘到心部(硬度曲线中水平部分的起点处)的距离为脱碳层深度。
(2)高锰钢。对于w(C)为1.2%~1.4%、w(Mn)为12%~14%的高锰钢,若表面脱碳后,在固溶处理后将得到与心部结构不同的过饱和体心立方α相和密排六方ε相。采用3%(体积分数)硝酸酒精溶液作3s的短时浸蚀后,再用20%(质量分数)焦亚硫酸钠染色浸蚀即可显示这一组织,从而确定脱碳层深度。为更精确测定层深,可再将试样在575℃加热30min,在心部碳含量高于1.16%(质量分数)的区域中碳化物沉淀析出,采用硝酸酒精或苦味酸酒精浸蚀就可看到心部的碳化物网,使脱碳层的界限更为清晰(图5-51)。试验表明:α马氏体和ε相区的边界碳含量为0.48%±0.03%(质量分数),而碳化物沉淀区的开始处碳含量为1.16%±0.03%(质量分数)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。