



2.6.1.1 渗碳和碳氮共渗设备
(1)渗碳和碳氮共渗加热设备有效加热区内的温度允许偏差不得超过表2-39中的规定范围。
表2-39 渗碳和碳氮共渗加热设备有效加热区的温度允许偏差
(2)气体渗碳和碳氮共渗炉有效加热区检验合格后,还必须进行渗层深度均匀性的检验。试样安放位置可参照加热炉有效加热区保温精度检测热电偶布点位置(表2-4和表2-5)。同炉处理各试样的有效硬化层深度偏差应符合表2-40的规定。
表2-40 渗碳和碳氮共渗炉有效加热区内有效硬化层深度偏差值要求 (单位:mm)

(3)以燃气、燃油、燃煤为热源的固体渗碳炉,其火焰不能直接接触渗碳箱。
(4)连续式加热炉应满足渗碳和碳氮共渗各阶段的工艺要求。
2.6.1.2 温度控制
(1)温度测定与控制应满足表2-39的要求。
(2)周期式渗碳和碳氮共渗炉或连续式炉的每个加热区都应具有自动跟踪处理温度的记录装置。
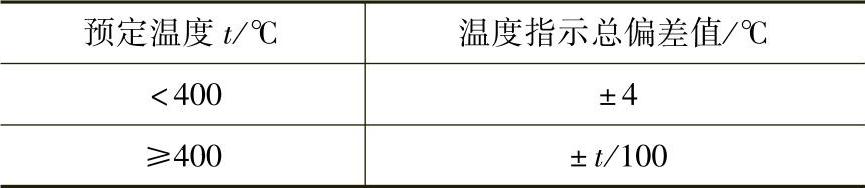
(3)在预定温度指示刻度范围内,指示温度的总偏差值不得超过表2-41的规定。
表2-41 温度指示总偏差值
2.6.1.3 渗剂
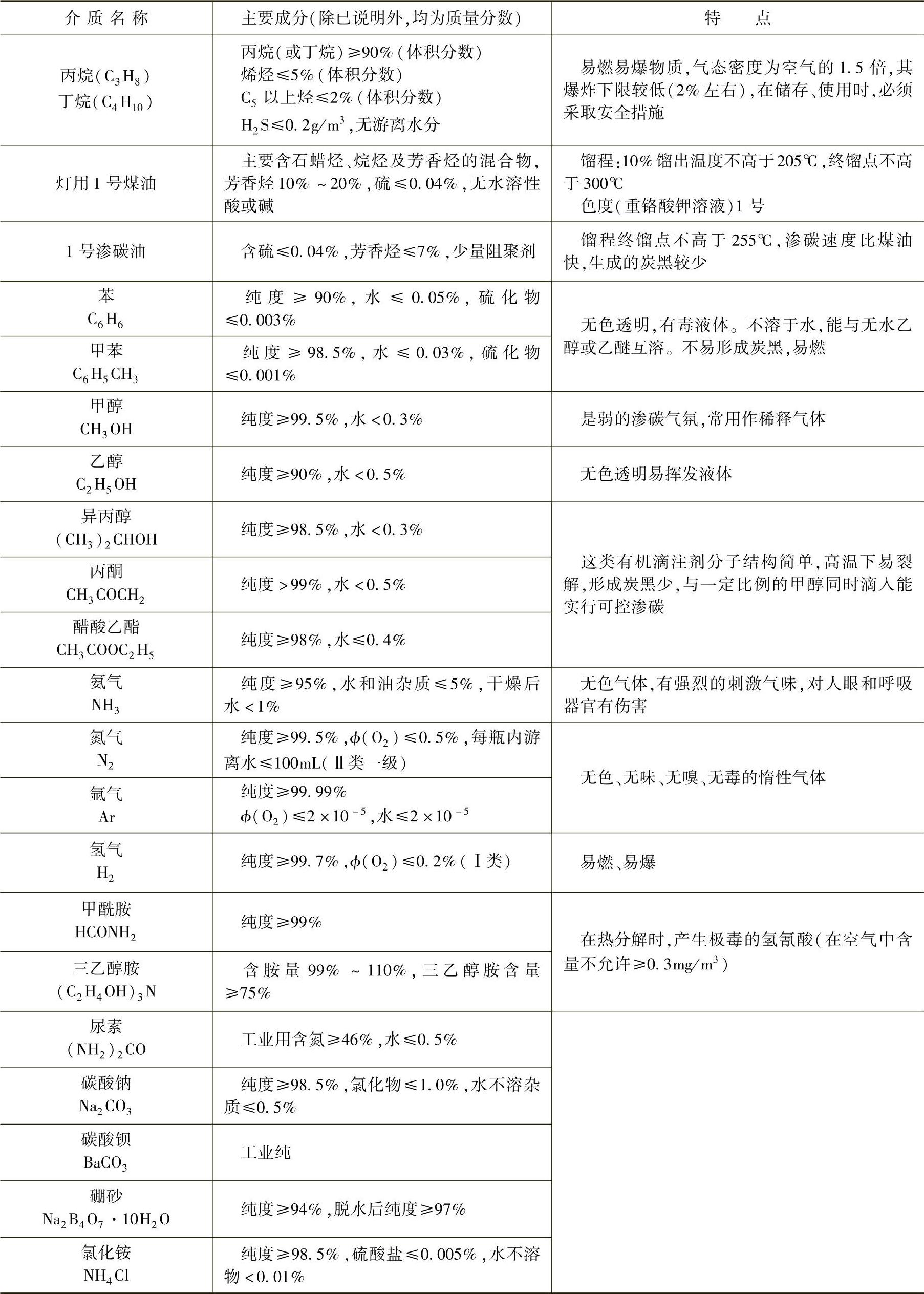
(1)气体渗碳和碳氮共渗所用渗剂的纯度要高,且成分稳定,杂质(如硫等)含量少,以免影响渗层质量。几种常用渗剂的化学成分与特点见表2-42。
表2-42 常用渗碳和碳氮共渗渗剂成分及特点(JB/T 9209—2008)
(2)液体碳氮共渗剂或渗碳剂的熔点较使用温度低50~100℃,对处理材料不应有腐蚀或其他有害影响,在使用温度下应粘性小、挥发少、不老化,渗后易清洗。
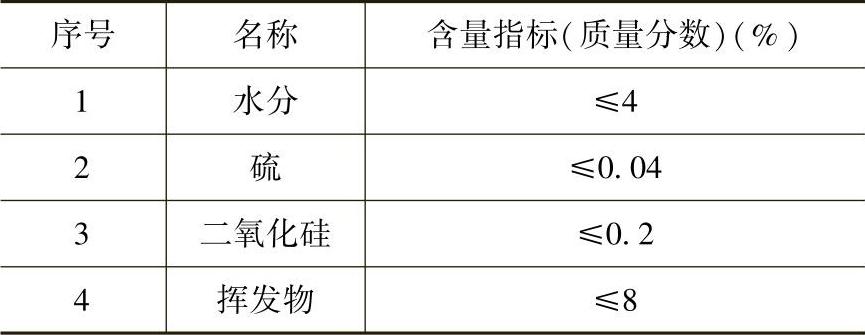
(3)固体渗碳剂以木炭为主,其粒度为0.5~6.0mm,配以5%~15%(质量分数)BaCO3作催渗剂,再加适量粘结剂混合而成。渗剂不易老化、经久耐用,使用后应保持松散,对处理材料不产生有害影响,其杂质含量应符合表2-43要求。
表2-43 固体渗碳剂杂质含量指标(JB/T 9203—2008)
2.6.1.4 气氛控制
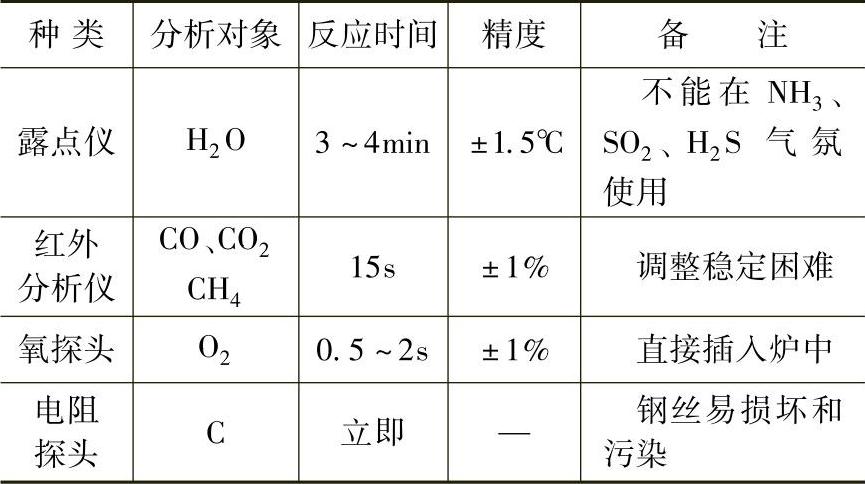
(1)气体渗碳时炉气成分应满足工艺要求,其成分能够控制。常用的碳势仪表有露点仪、红外气体分析仪以及用氧探头及电阻探头为传感器的碳控仪等。各种碳势仪表的主要性能见表2-44。炉气碳势多为单参数的测量和控制,为了提高碳势测量与控制精度,采用双参数或多参数控制效果更好。
(2)除用氧探头、CO2红外仪等对炉气碳势进行监控外,在渗碳过程中应定时对炉气进行分析,观察其成分是否在规定范围内,判断碳势仪表所反映的炉气碳势是否可靠,并采取措施进行调整。
表2-44 常用的碳势控制传感器和仪表性能
(3)在井式炉内进行滴注式渗碳时,由于渗剂配比和炉子密封性等因素的变化,很难使各炉气氛保持一致。用CO2红外仪控制碳势时,可用钢箔渗碳试样进行碳势校正。
2.6.1.5 渗碳和碳氮共渗操作
1.气体渗碳或碳氮共渗
(1)工件装炉前认真清理,去除表面的油污、氧化皮、水及切削液等,以免污染或干扰炉气,这对连续炉生产尤为重要。
(2)定期清理炉内炭黑,以免引起渗层不均。
(3)新炉或更换炉衬后的炉子,工件渗碳前应空炉加热到渗碳温度,然后通入渗碳气氛达数小时,使气氛与炉内工装件反应处于平衡,不影响渗碳时气氛与工件之间的反应平衡。
(4)工件装炉时,要留一定间隙,使炉内气流均匀流动,并注意工件装载方式和数量,以减少渗碳时的畸变。
(5)控制升温速度,使工件各部分之间不产生明显温差。
(6)应充分排气,排气程度可以通过炉气中某一成分(如CO2)的含量测定来判断,仅凭火苗颜色判断排气程度的做法是不准确的,这对薄层渗碳或碳氮共渗更重要。
2.液体渗碳和碳氮共渗
(1)工件入炉前应经预热烘干。
(2)生产过程中应定期分析盐浴成分,按比例补充新盐,以保证所要求的成分。
(3)液体渗碳时由于盐浴中Na2CO3和NaCl含量升高,使渗碳能力下降(盐浴老化),为了降低盐浴中碳酸盐比例应加入新盐置换一部分旧盐。如果碳酸盐含量过高应全部更新。
(4)为减少盐浴挥发和热辐射,可在盐浴上撒上一层石墨、炭粉或固体渗碳剂,并定期捞除沉入炉底的盐渣。
(5)液体渗碳后要及时用热水煮或喷砂来去除工件表面残盐,以免工件锈蚀。
3.固体渗碳
(1)固体渗碳箱的容积为工件总体积的3.5~7倍。(https://www.xing528.com)
(2)工件装箱时,箱底应铺设一层30~40mm的渗碳剂。工件与工件、工件与箱壁之间留有10~20mm距离填入渗碳剂,加盖密封。
(3)渗碳箱加热过程中,在800~850℃应保温一段时间,使渗碳箱烧透,以达到整箱工件同期渗碳。根据渗碳箱大小,一般透烧时间为2~5h。
2.6.1.6 质量检验
(1)渗碳和碳氮共渗件的表面不得有裂纹、碰伤、锈蚀等缺陷。
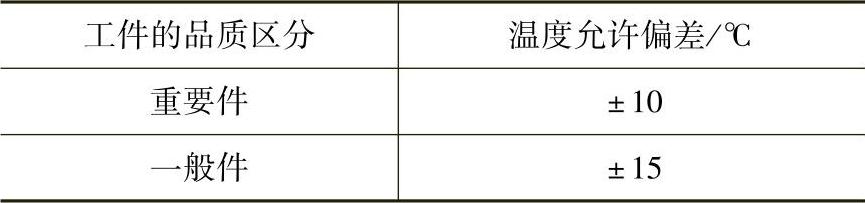
(2)表面硬度和心部硬度应达到技术要求。表面硬度偏差不得超过表2-45规定。
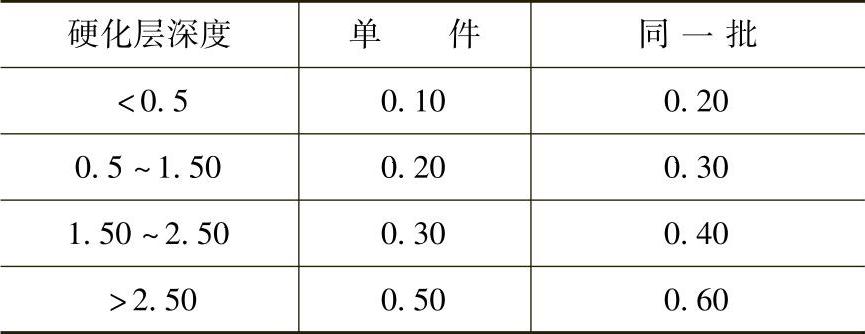
(3)用金相法或断口法测得的渗层深度仅能作为产品中间检验指标,而渗碳或碳氮共渗后淬火、回火的最终质量指标只能采用硬度法所测得的有效硬化层深度来判断。
有效硬化层深度的检验方法按GB/T 9450—2005《钢件渗碳淬火硬化层深度的测定和校核》中的规定进行。有效硬化层深度的偏差不得超过表2-46的规定。
表2-45 渗碳和碳氮共渗表面硬度偏差 (HRC)
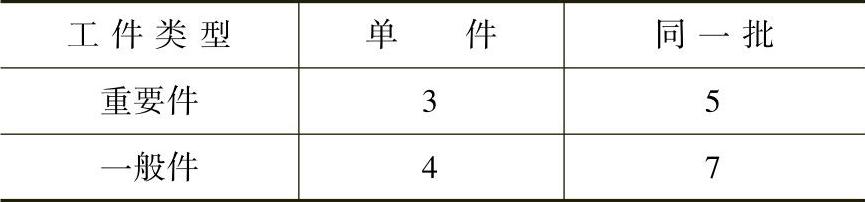
表2-46 渗碳和碳氮共渗有效硬化层深度偏差 (单位:mm)
(4)金相组织。
1)渗碳和碳氮共渗缓冷后金相组织中的过共析层+共析层应为总层深的50%~70%(渗碳)或40%~70%(碳氮共渗),以保证缓和的碳氮浓度梯度。
2)渗碳和碳氮共渗淬火、回火后,表面金相组织应为细小的回火马氏体+适量残留奥氏体+细小颗粒状的碳(氮)化合物。对于以疲劳破坏为主要失效形式的工件,根据技术要求,不允许出现下列异常组织:
①粗大马氏体和多量残留奥氏体。
②块状或网状碳化物。
③心部有较多的块状或条状铁素体。
④表面存在严重的黑色组织。
2.6.1.7 渗碳和碳氮共渗质量缺陷及其控制
1.渗层不均 形成原因有炉温不均、固体渗碳时装箱体积过大、工件表面局部有炭黑或结焦及排气不充分等。
2.渗层过浅 主要是工艺控制不当所造成,如炉温偏低、渗碳或碳氮共渗时间不足、渗剂供给量不足或炉气碳势低及排气不充分等。
3.网状或块状碳化物 形成原因是炉气碳势过高或预冷温度过低。控制措施是减少渗碳剂供给量,延长扩散时间或提高预冷温度。
4.心部铁素体量过多 形成原因是预冷温度过低或一次加热淬火温度远低于心部的Ac1。
5.渗层残留奥氏体量过多 一般认为渗层残留奥氏体含量应小于15%(体积分数)。适量的残留奥氏体[如25%~30%(体积分数)]有利于提高接触疲劳强度,但过多则成为缺陷。其形成原因是:炉气碳势高,工件表面碳氮浓度高,且预冷温度不够低。控制措施是:减少渗碳剂供给量,延长扩散时间,降低预冷温度,采用较低的温度进行重新加热淬火或冷处理。
6.黑色组织 渗碳和碳氮共渗淬火工件的表面(如齿轮的齿根)经常观察到黑色组织,其形态有点状、网状和层状。黑色组织由托氏体、贝氏体等非马氏体构成,它使表面硬度降低,耐磨性下降,降低疲劳强度。其形成原因是钢中的合金元素Cr、Mn等发生内氧化而导致贫化,且氧化物质点又可作为非马氏体相变的核心,从而引起渗层淬透性下降。
主要控制措施是:
(1)减少炉内O2、CO2、H2O等氧化性气氛含量。
(2)改善炉子密封,防止空气进入炉内。
(3)排气要充分,尽快使炉气呈还原性。
(4)提高淬火冷却速度。
(5)采用对内氧化敏感性小的钢(包括含Mo、W、Ei的渗碳钢)。
对已形成黑色组织的渗碳或碳氮共渗件可采用喷丸强化,使表面形成残余压应力,以减轻黑色组织对疲劳强度的不利影响。
碳氮共渗时,由于Cr、Mn等合金元素大量溶入表面的碳氮化合物中,使合金元素进一步贫化,因此碳氮共渗比渗碳更易出现黑色组织,这是含有Cr、Mn等元素的合金钢进行碳氮共渗的致命弱点。
7.黑色孔洞 黑色孔洞只有在碳氮共渗(或氮碳共渗)件中出现。与黑色组织不同,试样经磨制、抛光不腐蚀便在渗层的边缘观察到黑点或黑网,其实质是孔洞。它强烈降低共渗件的弯曲疲劳和接触疲劳强度,使其耐磨性也有所下降。
控制共渗层氮含量,使w(E)小于0.5%是避免黑色孔洞的唯一途径,为此应减少含氮介质的供给量和提高共渗温度。
8.畸变 渗碳和碳氮共渗件常以热应力引起的畸变为主,且随表面碳、氮浓度和渗层深度的增加,这种畸变趋势更加严重。
减少渗碳和碳氮共渗件(如齿轮)的畸变,可采取以下措施:
(1)装料方法要合理,所用的渗碳吊具、料盘的形状、结构等应避免工件因加热和冷却不均引起的畸变。
(2)重新加热淬火的渗碳件,降低淬火加热温度。
(3)采用热油淬火。
(4)金属锻造流线应与渗碳工件外廓相似。严格控制正火后的带状组织和魏氏组织。
(5)对渗碳钢的淬透性进行控制,以减少淬透层深度波动对畸变的影响。
(6)为减少大型盘齿轮和齿圈的畸变,采用淬火压床淬火。
9.渗碳开裂 淬透性好的工件渗碳缓冷或空冷时会产生表面裂纹,其形成原因是合金元素在渗碳时发生内氧化,使渗层淬透性降低,空冷时表层托氏体下面有一层发生了马氏体转变,导致表层托氏体区出现拉应力,引起开裂。控制措施是降低缓冷速度,使渗层全部完成共析转变,不出现马氏体;或加快冷却速度,使渗层转变为马氏体+残留奥氏体,不出现非马氏体组织。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。