



1.外观 正火、退火后,工件表面不能有裂纹及伤痕等缺陷。
2.硬度 正火、退火后若硬度不均(组织不均)将影响切削加工性能和最终热处理质量,因此表面硬度的误差范围应符合表2-15的规定。
3.畸变 畸变量应控制在不影响后续的机械加工和使用的范围内,弯曲畸变量不应超过表2-16的规定。
4.金相检验
表2-15 正火、退火后硬度偏差的允许值(GB/T 16923—2008)

注:1.HBW、HV、HRB及HS等数值是使用不同硬度试验机的实测值,表中各种硬度值之间没有直接换算关系。
2.“同批”系指采用同炉号材料,用周期式炉一炉处理的一批工件;用连续炉在同一工艺条件下同作业班次处理的一批工件。
3.硬度测量部位应在工件上处理条件大致相同的范围内选取。
(1)结构钢正火后的金相组织一般应为均匀分布的铁素体+片状珠光体。晶粒度为5~8级,大型铸锻件为4~8级。(https://www.xing528.com)
(2)碳素工具钢退火后的组织应为球化体,根据球化率分为10级。其中4~6级合格,组织中多为球径在1μm以上的球化体(球状及小球状珠光体);1~3级是细片状和点状珠光体;7~10级组织中有粗片状珠光体(详见GB/T 1298—2008《碳素工具钢》)。
表2-16 正火、退火弯曲畸变量允许最大值 (单位:mm)
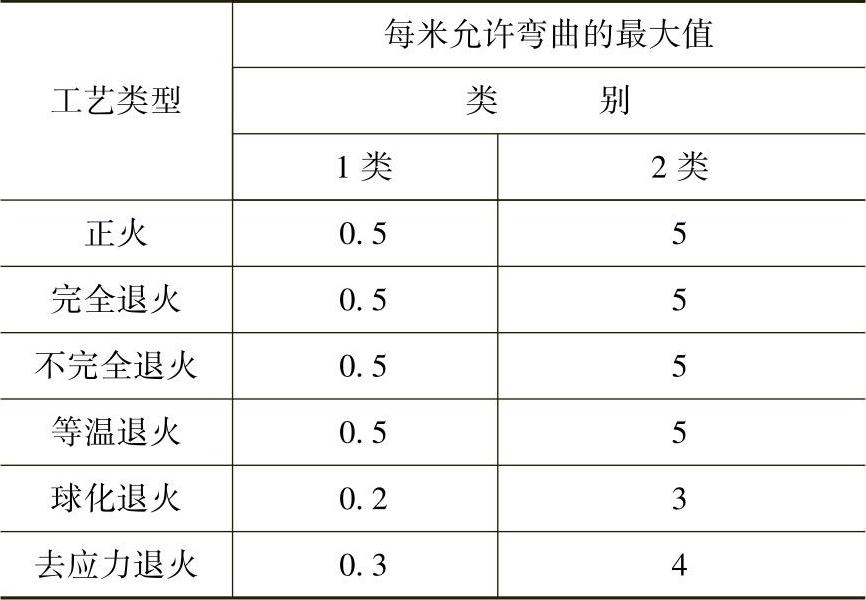
注:1.1类为工件原样使用,或者只进行磨削或部分磨
削加工;2类为难以矫正的或随后进行切削或部分进行切削加工的工件。
2.表中允许弯曲的最大值系工件经校正后的值。
(3)低合金工具钢和轴承钢球化退火后正常组织为均匀分布的球化体,若组织中有点状和细片状珠光体或分布不均的粗大球化体及粗片状珠光体,都是不正常组织(详见GB/T 1299—2000《合金工具钢》)。
(4)低、中碳钢的球化体根据球化率分为6级,1级球化率为零,6级球化率是100%。对于冷镦、冷挤压及冷弯加工的中碳钢和中碳合金结构钢,形变量≤80%时4~6级合格;形变量>80%时5~6级合格。组织中的球化体使钢材塑性变好,冷镦时不易开裂。相反,用于自动机床加工的钢材,塑性太好,切削时易粘刀,不易断屑,对切削加工性能不利。因此易切削结构钢组织为1~4级合格,低、中碳结构钢及低、中碳合金结构钢组织为1~3级合格(JB/T5074—2007《低、中碳钢球化体评级》)。
(5)脱碳层的深度一般不超过毛坯或工件单面加工余量的1/3或2/3。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。