



2.2.1.1 热处理炉有效加热区的测定
由于炉膛各处的温度不均匀,为了保证在热处理过程中所有的工件和工件的所有部位均处于工艺要求的温度范围,热处理炉有效加热区内的所有区域的保温精度均应满足被处理工件的加热要求;此外,热处理操作时还要保证热处理工件均应摆放在热处理炉的有效加热区内。
1.保温精度与有效加热区 保温精度是实际加热温度相对于工艺规定温度的精确程度。它以各检测点的温度真实值减去设定温度,用所得到的最大温度偏差表示。
有效加热区是经温度检测后所确定的满足热处理工艺温度及其保温精度的工作空间尺寸,是热处理炉膛内满足热处理工艺要求的允许装料区域。为判断热处理炉的有效加热区,在进行测定之前,根据热处理炉的结构、控制方式及其他条件,先假定一个测温空间,称为假设有效加热区。也可用热处理炉制造厂或有关标准规定的工作空间尺寸作为假设有效加热区。
箱式电炉的假设有效加热区一般距搁砖顶端或发热元件50mm,距后炉墙50mm,根据炉子大小,距炉门的距离可为炉膛长度的20%~25%。井式电炉的假设有效加热区一般为炉罐内容积尺寸范围。对于无炉罐的井式电炉,假设有效加热区一般距搁砖顶端或发热元件50mm,距风扇下端50mm,距底部50~100mm。
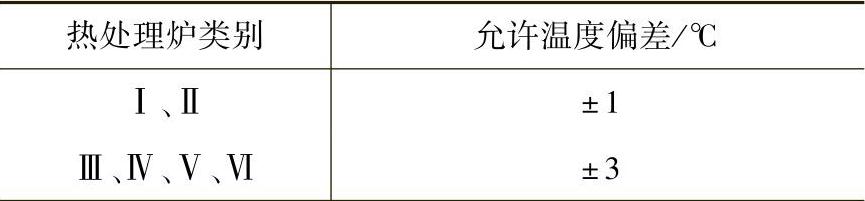
热处理炉按有效加热区的保温精度要求分为六类(见表2-2)。
表2-2 加热炉分类及技术要求(JB/T 10175—2008)
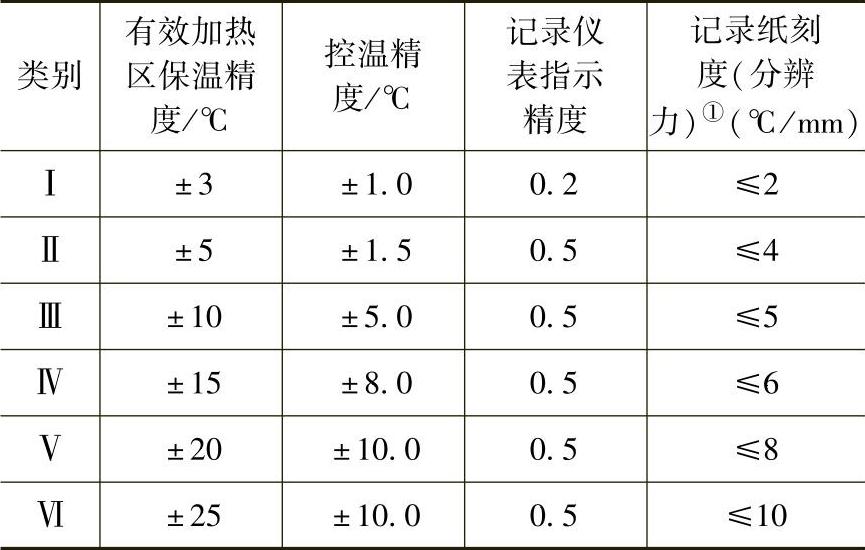
①允许用修改量程的方法提高分辨力。
为了保证一定的保温精度,及时掌握保温精度的变化情况,凡具有如下条件之一者,均要测定有效加热区的保温精度:
(1)新炉投产前或闲置半年重新使用的炉子。
(2)大修或技术改造的炉子。
(3)加热炉的热处理对象或工艺变更,需要改变保温精度或有效加热区尺寸的炉子。
(4)控温热电偶位置变更时。
在正常情况下推荐的检定周期见表2-3。
表2-3 热处理炉有效加热区定期检定周期(JB/T 10175—2008) (单位:月)

2.检测方法
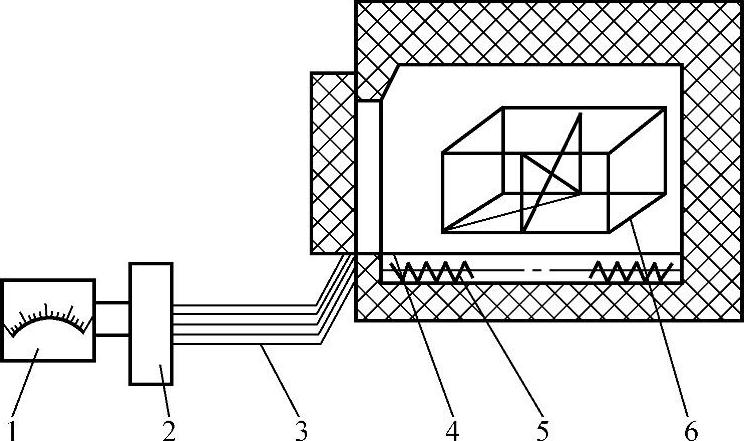
(1)测温装置。井式热处理炉有效加热区的测温装置如图2-1所示。箱式热处理炉有效加热区的测温装置如图2-2所示。
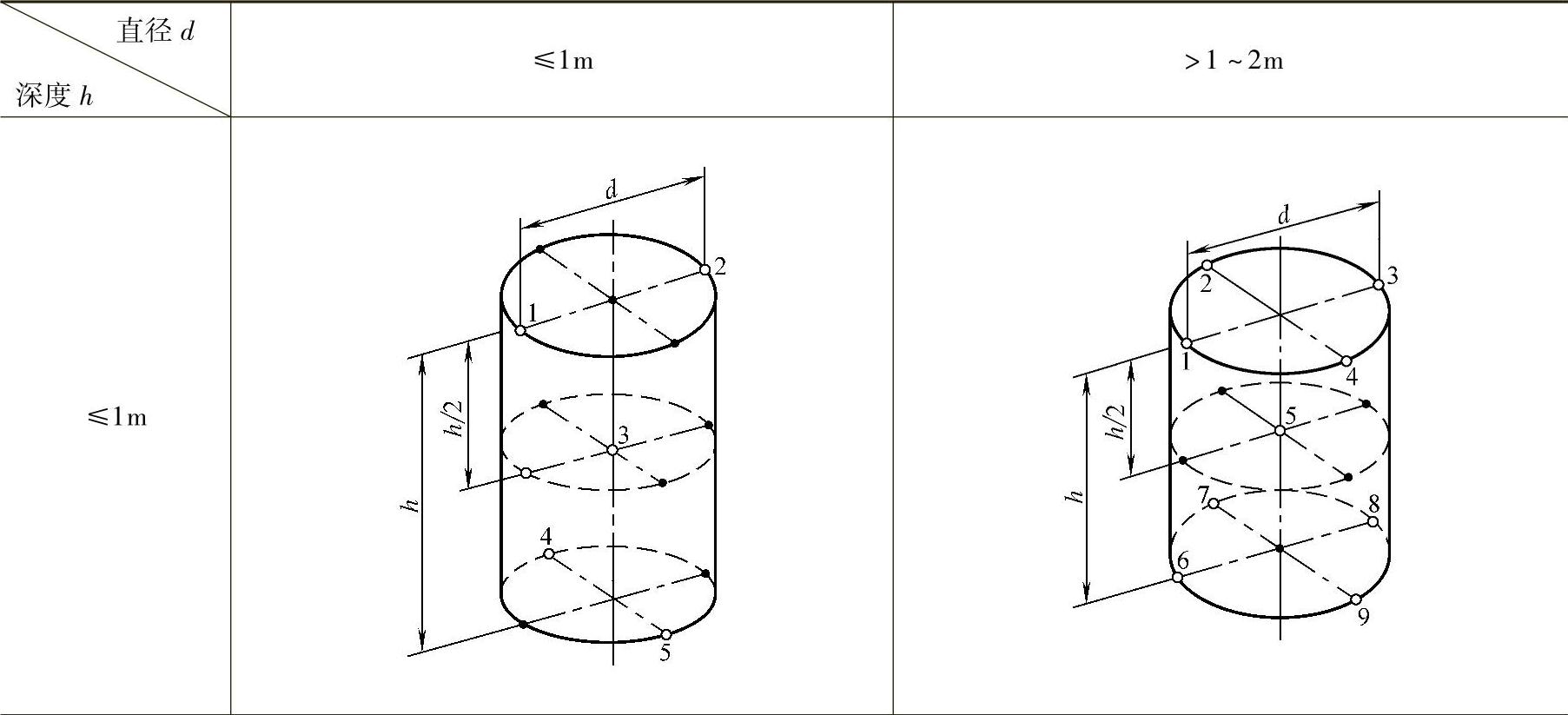
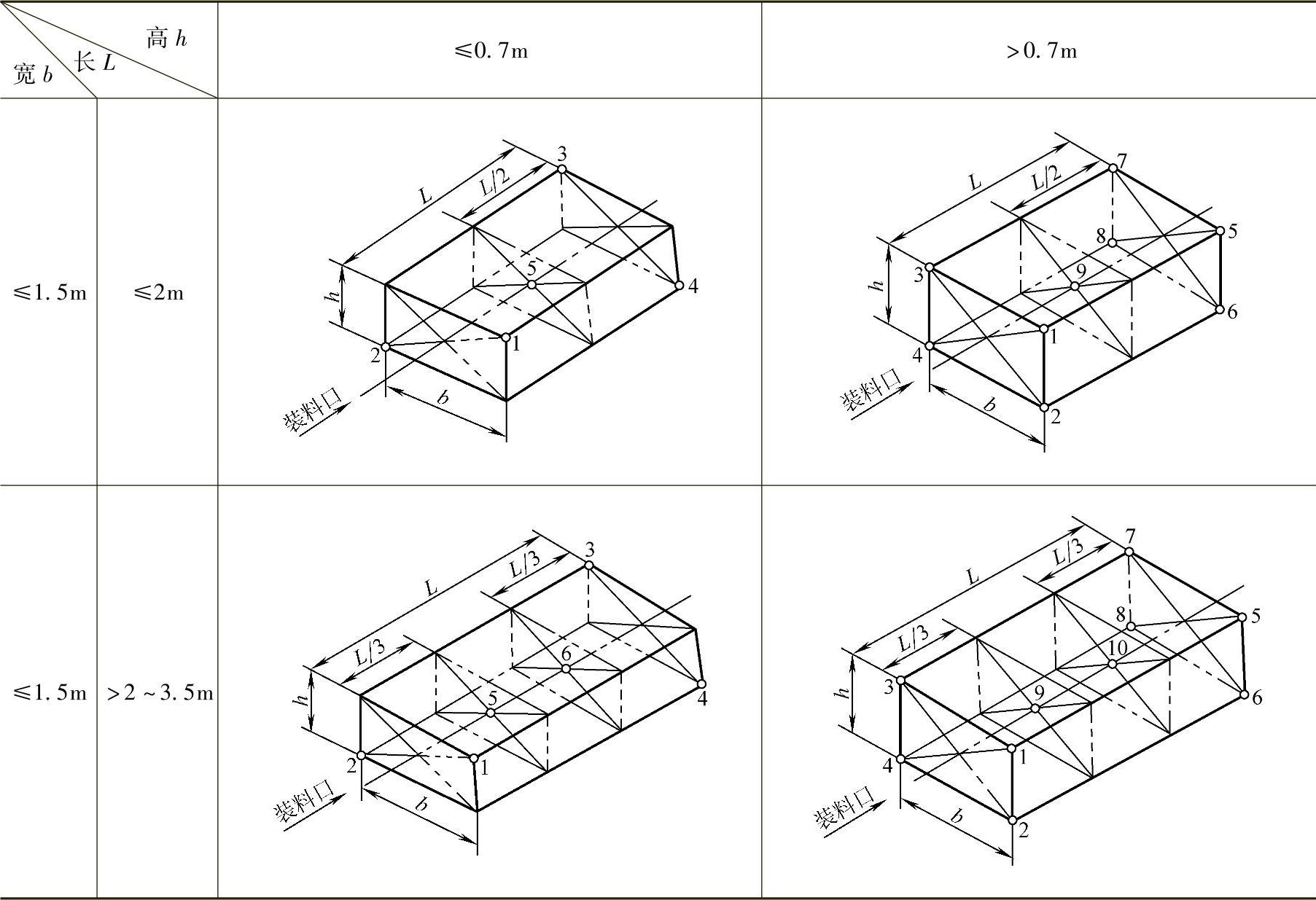
(2)检测点的数量和位置。无论是空载试验还是装载试验,温度检测点的位置均按照热处理炉的形式和假设有效加热区的尺寸来确定。周期井式炉检测点的数量和位置见表2-4。周期箱式炉检测点的数量和位置按表2-5规定。
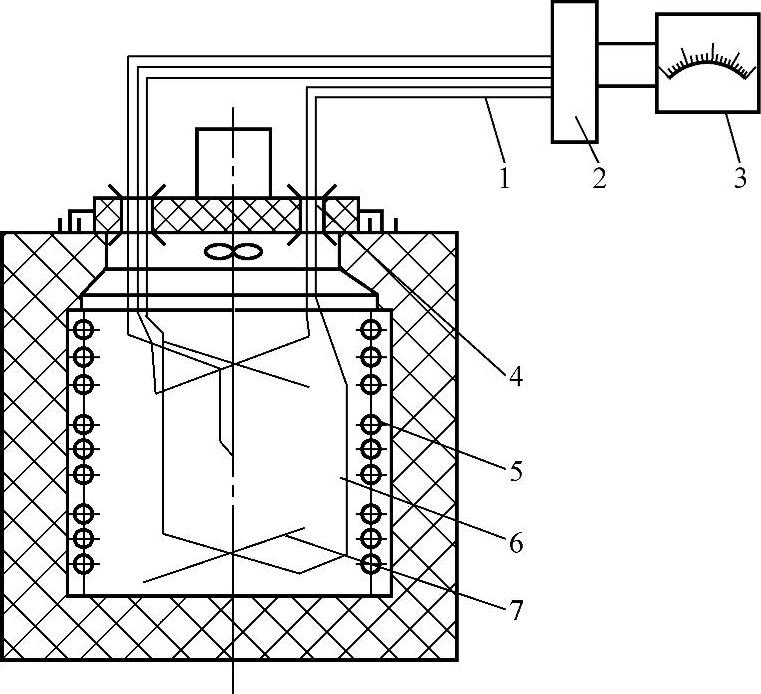
图2-1 井式炉有效加热区测温装置示意图
1—补偿导线 2—转换开关 3—检测仪表 4—测温孔 5—电阻丝 6—热电偶 7—测温架
 (https://www.xing528.com)
(https://www.xing528.com)
图2-2 箱式炉有效加热区测温装置示意图
1—检测仪表 2—转换开关 3—补偿导线 4—热电偶 5—电阻丝 6—测温架
检测步骤和检测时的注意事项可参看GB/T 9452—2003《热处理炉有效加热区测定方法》。
表2-4 周期井式热处理炉检测点数量和位置
(续)
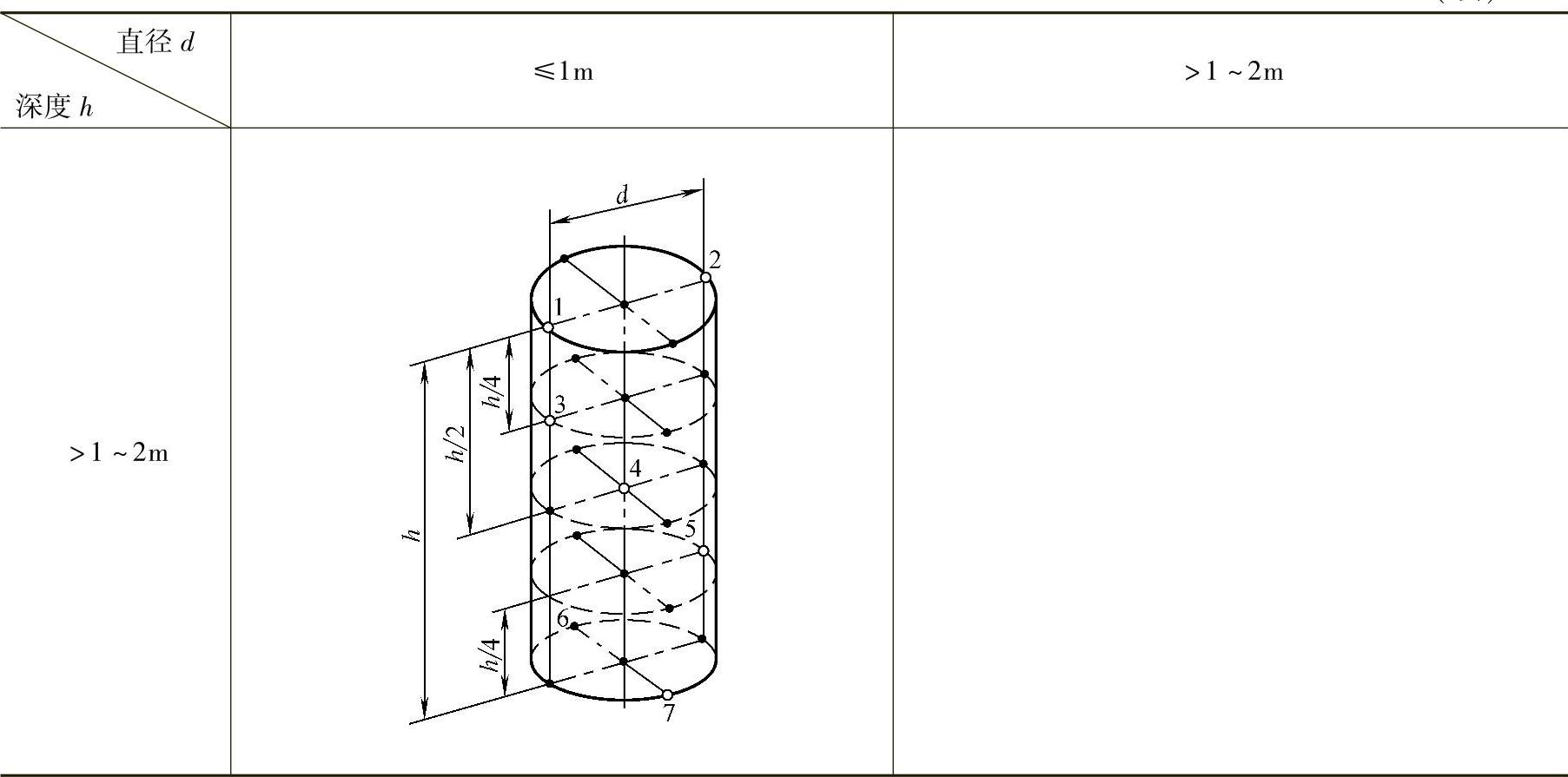
表2-5 周期箱式热处理炉检测点数量和位置
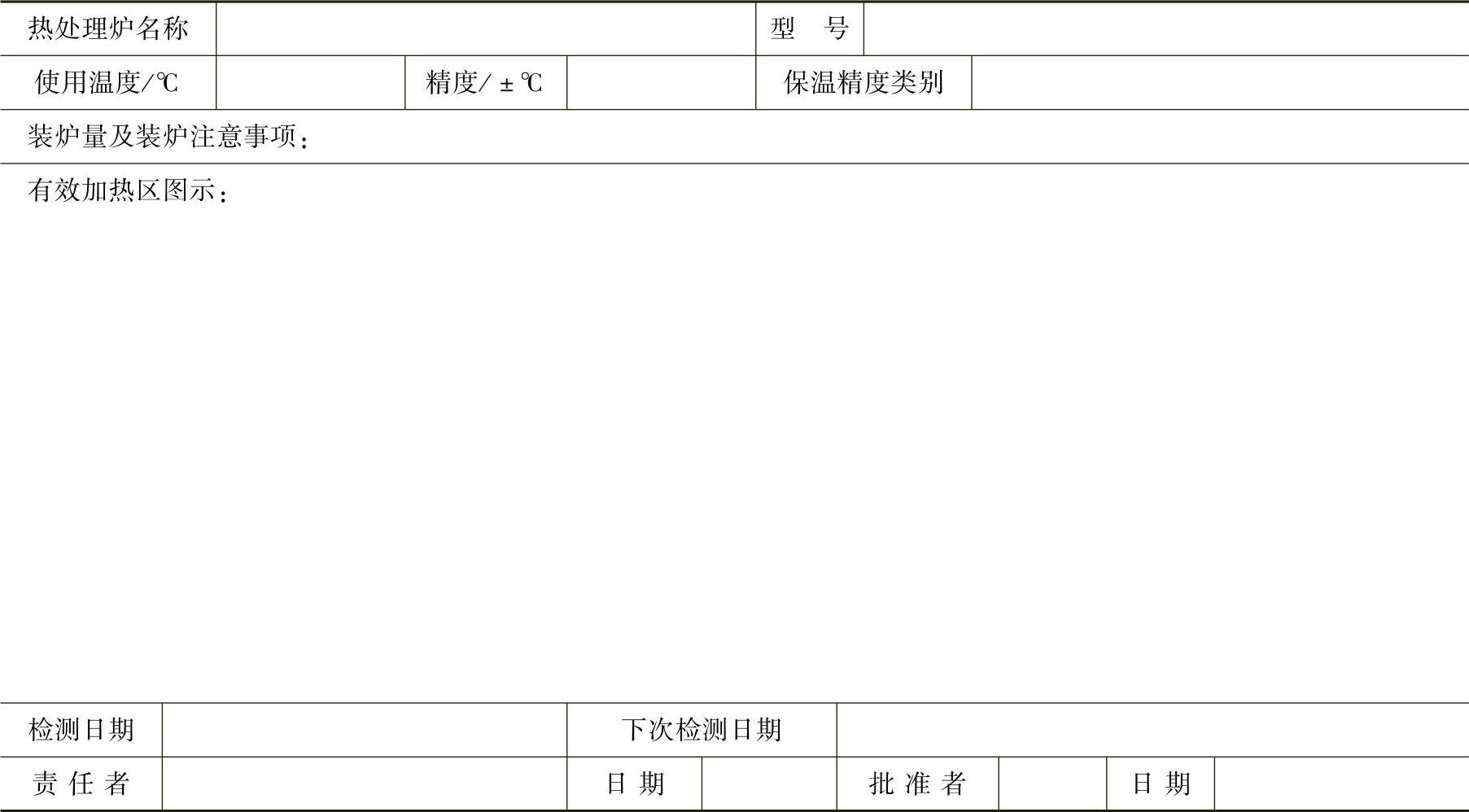
3.有效加热区的评定 各检测点的温度真实值减去设定温度,得到各检测点的温度偏差,其最大偏差就是该热处理炉的保温精度。如果假设有效加热区各检测点的最大温度偏差均在工艺规定的保温精度范围内,则该空间即为所检测炉子的有效加热区。有效加热区检测合格后,用表2-6的形式悬挂于该炉的明显处。
2.2.1.2 温度测量与控温仪表
热处理使用的测量与控制仪表应能准确地反映出炉子的真实温度,应具有足够的精度、可靠性和稳定性。
表2-6 有效加热区检测合格卡
(1)各类热处理炉的温度指示记录仪表的刻度应能准确地反映出温度的波动范围。现场使用的仪表精度等级和控制指示精度应符合表2-2的要求。
(2)重要工件热处理加热炉的每个加热区至少应有两支热电偶,一支接记录仪表,另一支接控温仪表,其中至少有一个仪表应具备报警功能,并接报警装置。
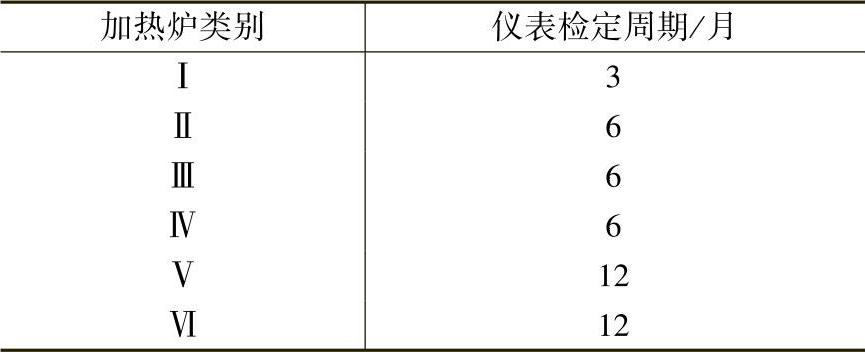
(3)现场使用的温度控制系统,在正常使用状态下定期作系统检定。检定周期按表2-7执行。现场系统检定用的标准电位差计,精度不低于0.05级,分辨力不低于1μV。检定时检测热电偶与记录仪表热电偶的热端应靠近,检定应在加热炉处于热稳定状态下进行。当测试值(经误差修正后)与加热炉记录仪表的指示值之差,超过系统检定允许温度偏差(表2-8)时,应查明原因、排除故障或进行修正。
表2-7 仪表检定周期(JB/T 10175—2008)
(4)现场常用的热电偶技术要求见表2-9。热电偶安装位置与插入深度应能反映炉膛真实温度,冷端要避免辐射热影响。
表2-8 系统检定允许温度偏差(JB/T 10175—2008)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。