



近年来企业内CAD(Computer Aided Design,计算机辅助设计)、CAM(Computer Aided Manufactur-ing,计算机辅助制造)、PDM(Product Data Manage,产品数据管理)和CAPP(Computer Aided Process Planning,计算机辅助工艺规程设计)不断推广普及,而且随着计算机网络化的发展,新的管理理念与计算机技术相融合,形成了一系列计算机信息集成化技术和管理软件。
1.13.5.1 企业资源计划ERP及其应用
1.企业资源计划ERP和制造资源计划MRPHH 企业资源计划ERP(Enterprise Resources Planning)一词是由Gartner Group.Hnc咨询顾问与研究机构于20世纪90年代初提出的。ERP管理思想主要体现了供应链管理SCM(Supply Chain Management)的思想,还吸纳了准时生产JHT(Just Hn Time)、精良生产、并行工程、敏捷制造AMS(Agile Manufacturing System)等先进管理思想。ERP既继承了MRPⅡ管理模式的精华,又在许多方面对MRPⅡ进行了扩充。
制造资源计划MRPⅡ(Manufacturing Resource Planning)是美国在20世纪70年代末、80年代初提出的一种现代企业生产管理模式和组织生产的方式。它是以物料需求计划(Material Requirement Planning,MRP)为核心的企业生产管理计划系统,实现了物流、信息流与资金流在企业管理方面的集成,并能够有效地对企业各种有限制造资源进行周密计划并合理利用,提高企业的竞争力。图1-8所示的MRPⅡ流程图给出了计划层次结构,可以看出它围绕企业经营目标和销售业绩,以生产计划为主线,组织各种资源,进行统一调配、控制。
企业资源计划ERP理论和系统不仅继承了制造资源计划MRPⅡ的制造、供销和财务管理理念,还将业务范围扩大到了质量、设备、销售、运输、多生产部门管理、数据采集接口等方面,涵盖了所有供需过程。图1-9所示为ERP的系统流程图。
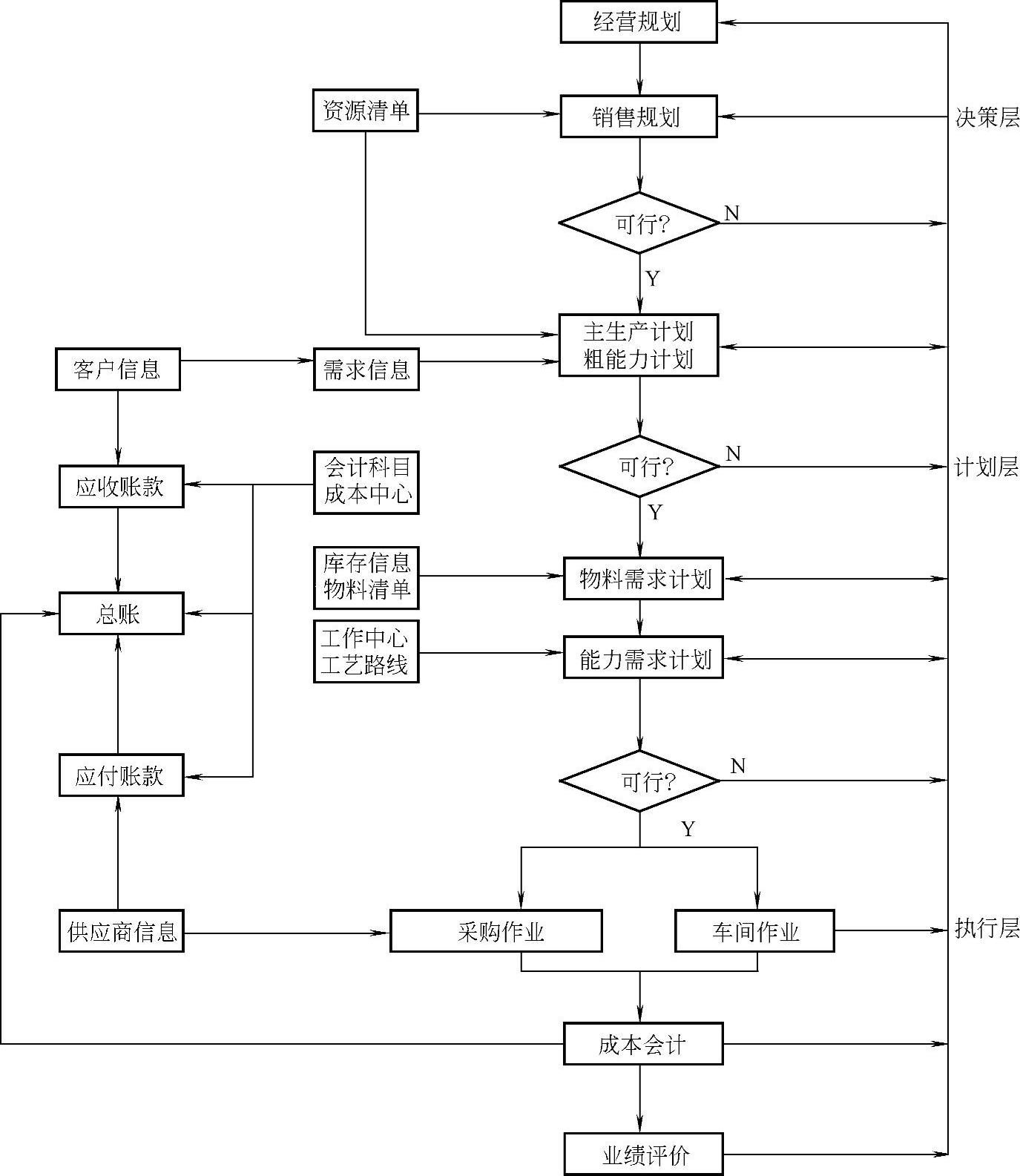
图1-8 制造资源计划MRPⅡ(Manufacturing Resource Planning)流程图
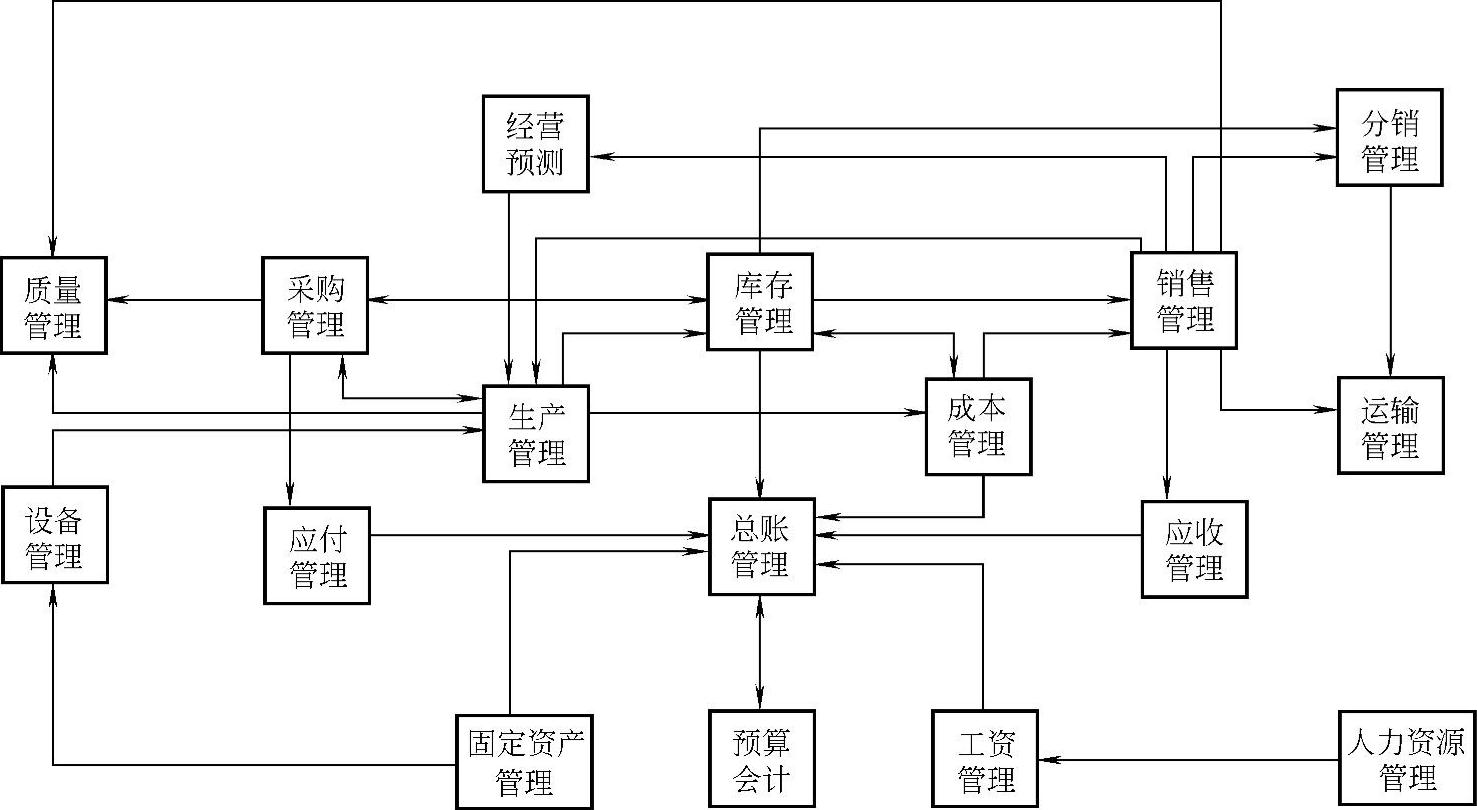
图1-9 企业资源计划ERP(Enterprise Resources Planning)系统流程图
2.企业资源计划ERP的质量管理系统ERP质量管理系统体现在数据集成化优势上,如提高质量数据的统计、分析速度,加快企业质量控制的响应速度,提升质量管理效率。图1-10所示为一种ERP质量管理系统的模块设计思路,它贯穿了基本数据维护、质量标准管理、质量检验、质量控制和质量分析等全过程。具体功能应结合工作中心WC(Working Center)或热处理车间具体生产特点进行进一步开发。
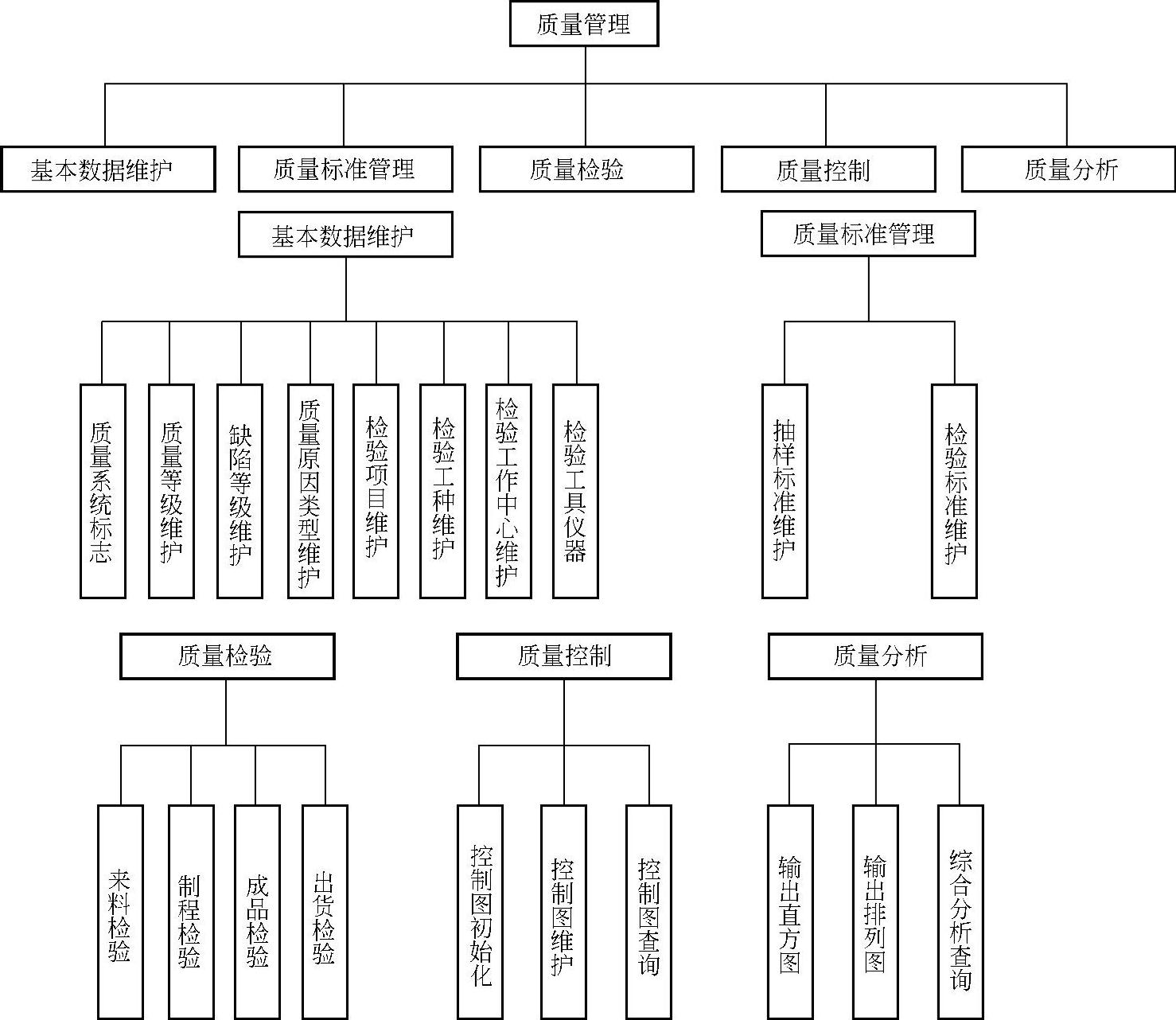
图1-10 一种ERP质量管理系统模块设计方案
1.13.5.2 产品数据管理PDM(Product Data Man-agement)及应用
PDM(Product Data Management)是基于计算机网络和数据库的应用系统,是管理产品数据的存储查询和生成过程的计算机软件,主要用于解决企业在产品设计过程中产生的大量数据问题,这些信息可由不同软件在不同的计算机硬件平台上产生。PDM可帮助企业组织产品设计,完善结构修改,跟踪设计过程,及时、方便地查询产品信息;可协调组织设计、审查、批准、变更工作流程优化及产品发布等过程,为并行设计提供基础。图1-11所示为产品设计时的一般业务逻辑图。
一种已投入实际应用的PDM应用系统采用浏览器/服务器(B/S)体系统结构,面向产品设计和管理信息,以任务驱动和项目管理的方式将产品信息及过程统一起来,实现信息的高度集成。系统采用Windows技术,以图形界面和菜单方式提供直观简洁的人机界面;工程用前端子系统提供对工程图稿的自动生成;系统提供将任务细化到每个工程师的设计流程管理和以工程为项目的产品结构树和物料清单BOM(Bill Of Materials),并提供良好的权限管理和安全机制。
产品数据管理系统采用三库加两表的技术方案描述整个产品结构(产品工程部套目录在该PDM系统中的表现形式),系统结构如图1-12所示。系统还提供负责存储各类工程图档并与数据库中相应信息关联的图档管理库,便于用户在查看工程结构信息的同时浏览工程图档。
该系统可将每种零件的热处理信息在相应的数据库中进行表达,包括名称、图号、材料牌号和热处理要求、毛坯类型和尺寸、工艺路线等。由产品设计人员和工艺路线编制者首先在PDM系统中输入,热处理人员对上述内容进行会签确认。该系统对热处理的质量控制主要表现在原始要求和工艺方案的合理性方面,并作为生产中的基本信息指导整个零件制造过程。
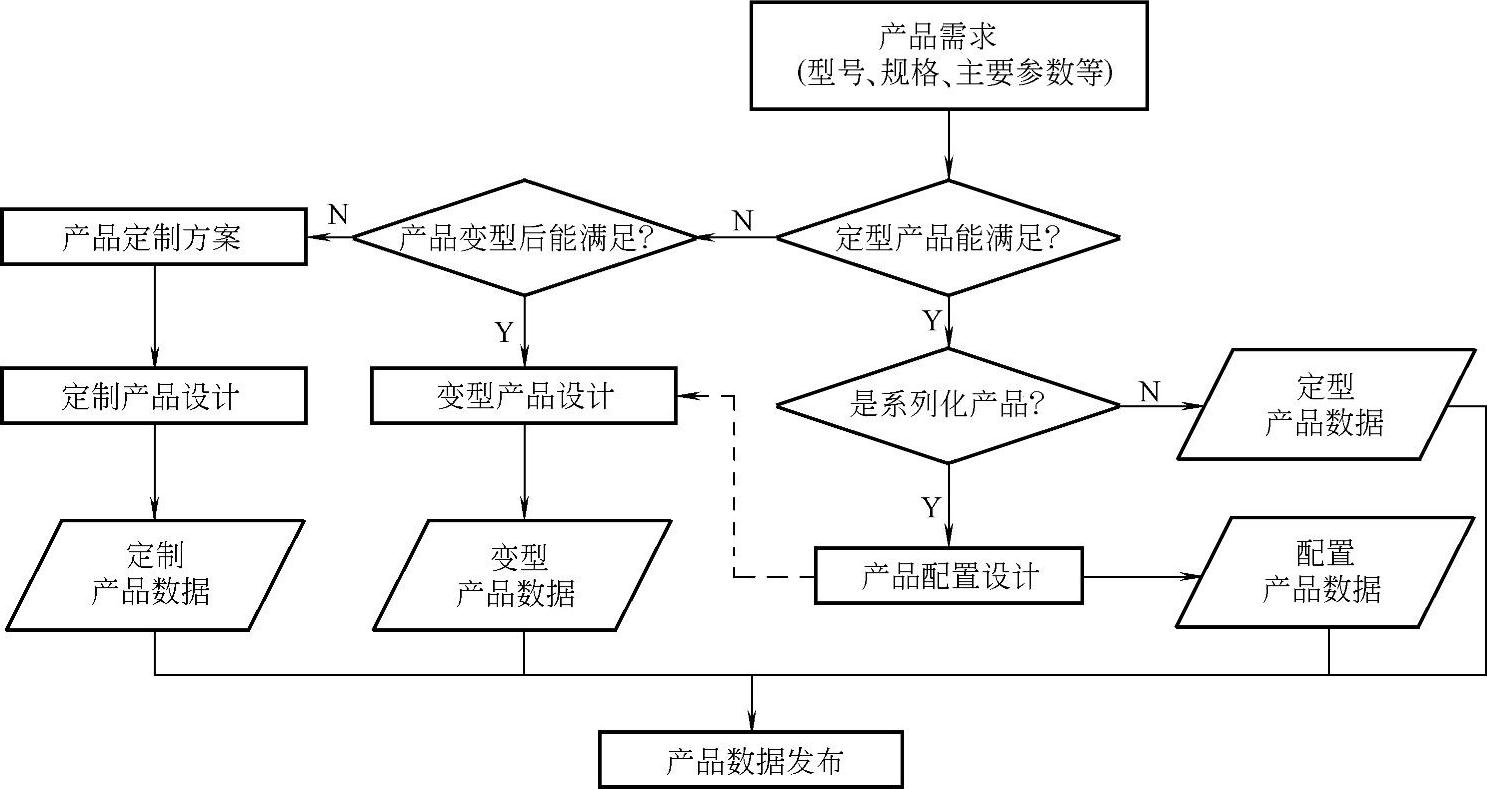
图1-11 产品设计业务逻辑图
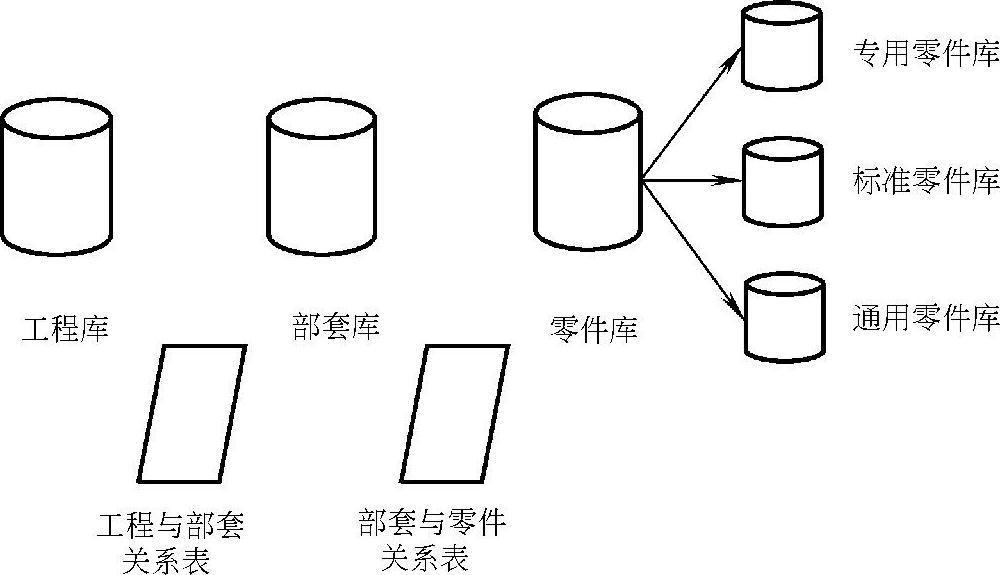
图1-12 产品结构信息简图
1.13.5.3 计算机辅助工艺设计CAPP(Computer-Aided Process Planning)及举例
自从1965年Eiebel首次提出CAPP思想,迄今40多年,CAPP领域的研究得到了极大的发展,期间经历了检索式、派生式、创成式、混合式、专家系统、工具系统等不同的发展阶段。国内自20世纪80年代初就开始CAPP的应用研究,经过了30多年的发展历程。近几年,CAPP的研究开始注重工艺基本数据结构及基本设计功能,开发重点从注重工艺过程的自动生成,转向从整个产品工艺设计的角度,为工艺设计人员提供辅助工具,同时为企业的信息化建设服务。这直接导致了CAPP软件产品的迅速发展,产生了人机交互为主的新一代CAPP工具系统,并在企业实际应用中取得了良好的成效。
下面对一种热处理CAPP进行介绍:
(1)方案设计原则如下:(https://www.xing528.com)
1)保留原工艺模式,使其符合工艺人员、工人的习惯。根据工艺基本信息数据,自动生成工艺文件,将工艺设计界面与工艺数据集成一体化,可实现工序图的绘制、插入和编辑。
2)针对产品工艺设计的需求,系统应可对产品结构数据进行管理并可实现与产品设计PDM、锻压CAPP等的集成,实现产品信息的高度共享。
3)设计界面友好直观,实现工艺编辑的“所见即所得”。
4)工艺信息可由键盘逐条输入,参照其他零件、产品设计PDM、锻压CAPP导入,减少工艺人员输入量,提高输入速度。
5)生成工艺可自由编辑,能使工艺人员的生产经验融入工艺设计中,使工艺准确客观。
6)可对工艺进行层次化组合查询和模糊查询,方便部套添加借用件、参照零件导入工艺。
(2)完善的材料手册数据库。该系统建立了完善的材料手册及热处理工艺规程数据库,用户可随技术标准的改变修改更新材料数据库,也可根据生产经验完善工艺规程,使工艺人员和工人的生产经验融入工艺的编制。
材料信息数据库为材料冶炼、锻造、热处理、焊接工艺性能说明和该材料针对产品的用途以及材料退火、高温回火、加工后去应力、焊接后去应力、淬硬、渗氮、渗碳的工艺参数。
(3)路线代码及工序。路线代码为各种工序的具体代码,不同的代码组合表示一定的工艺流程,同时,也决定热处理工序。
(4)工序图库。编制工艺时,从工序图库选择插入图形,修改零件尺寸参数等。
(5)建立完善的材料手册数据库。输入完整的工艺信息后,生成工艺由数据库输入材料技术条件。技术条件数据库中材料牌号、热处理状态、屈服强度等一一对应,如图1-13所示。
(6)热处理设备库。随着车间设备的变化,设备库可随之增删,如图1-14所示。
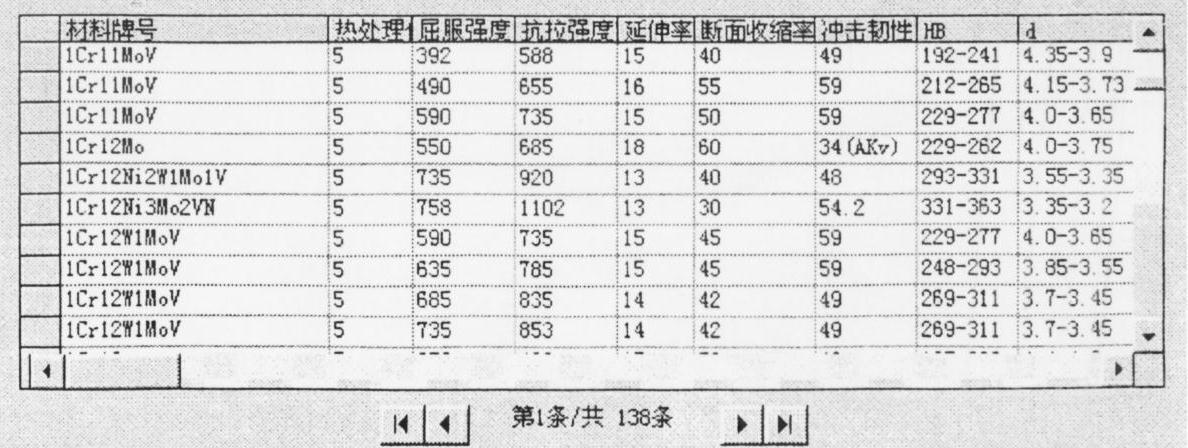
图1-13 力学性能数据库
注:按现行标准,图中“延伸率”应为“伸长率”,“冲击韧性”应为“冲击韧度”,“HB”应为“HBW”。
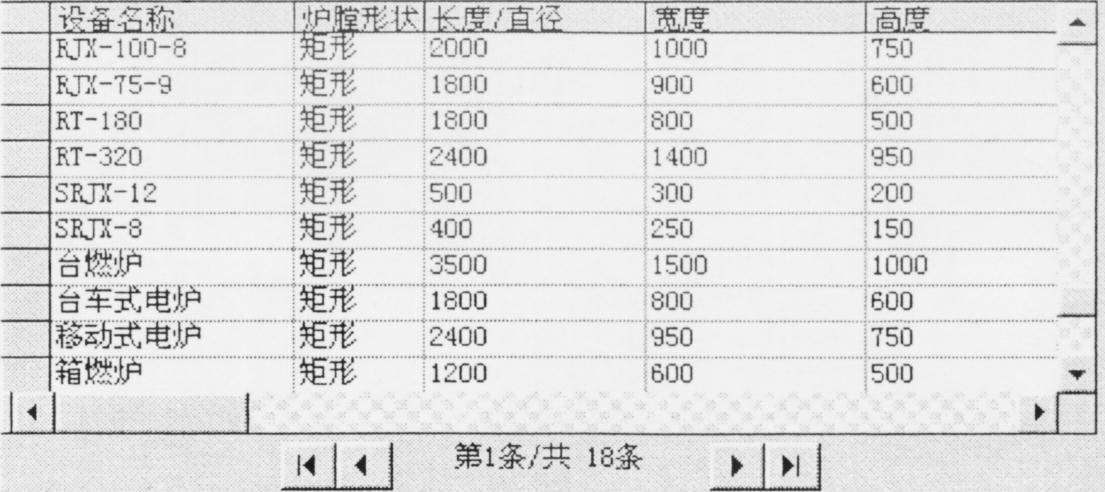
图1-14 设备信息库
(7)工艺的生成与编辑。导入或输入工艺基本信息后,单击“生成工艺”即可自动生成,单击“其他工艺导入”即可导入参照零件工艺信息。工艺生成后,对工艺内容可进行编辑,单击“修改图形”可由图形库中插入零件简图,选择设备后根据设备规格和零件尺寸生成装炉量;加热、保温时间可根据工艺人员经验适当调整;对工艺操作的特殊要求可在备注栏、技术条件备注栏、工艺卡片注释栏说明,如图1-15所示。
(8)打印输出。工艺打印按设定模式通过Auto-CAD显示工艺卡片后以正常的AutoCAD图形打印输出,或将工艺卡片生成可供打印的图形文件,不通过AutoCAD将工艺直接打印出来。
(9)工艺管理内容包括:
1)分类管理。按工程项目分类,按字母排序;非产品类分其他零件类和标准、通用件类,其中其他零件类包含代用件、备用件、工装。
2)工艺入库。工艺管理按习惯模式,当一份工艺编制完毕后,由CAPP其他授权人员单击“审核”、“会签”通过,审核、会签人员可将意见保存于会签意见中,工艺通过了审核和会签后应入库。
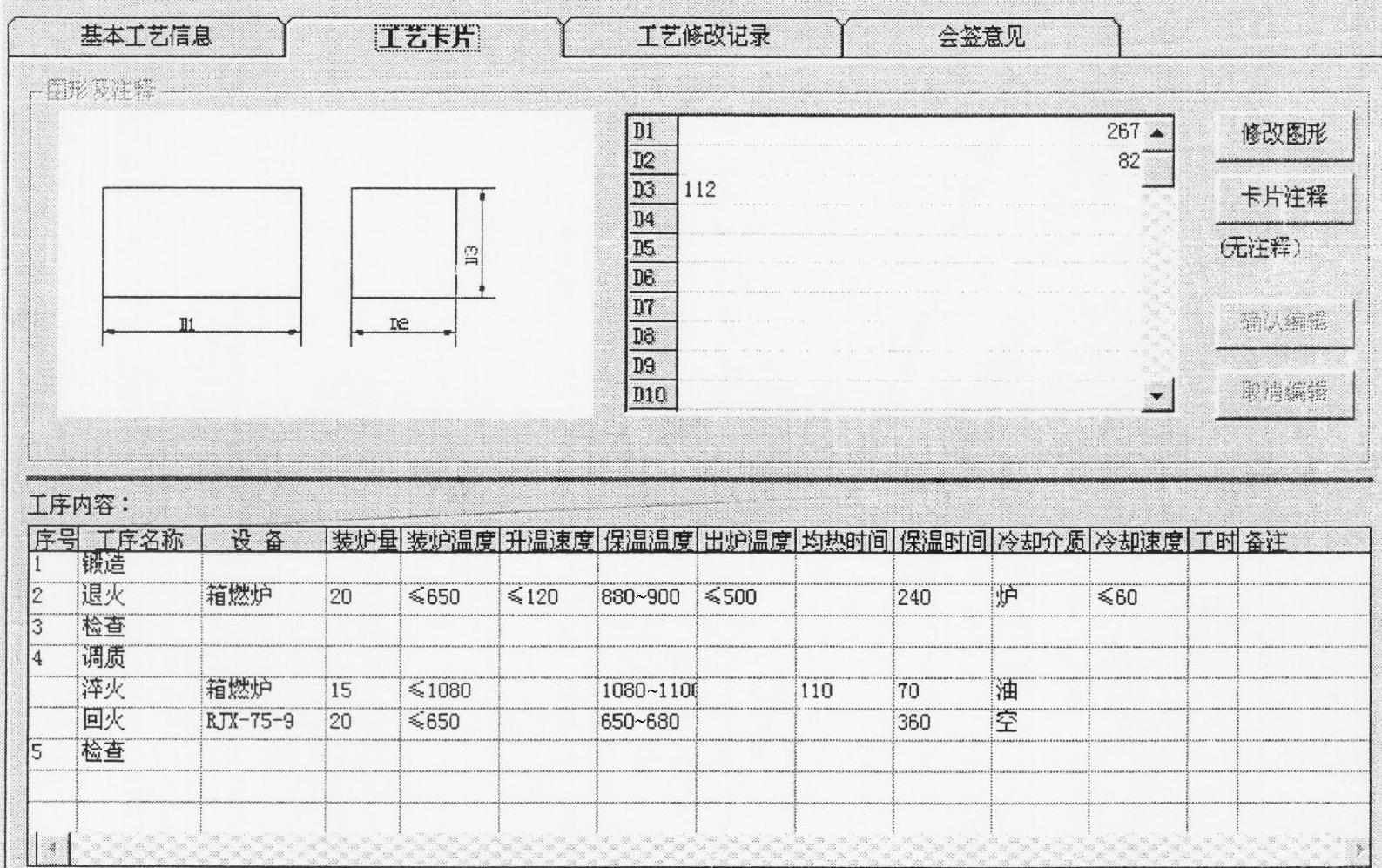
图1-15 编辑状态的热处理工艺卡片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。