



【摘要】:由于实现了热处理过程自动化和集中监督,从而消除了因操作人员水平不同或其他人为因素引起的质量波动,有利于稳定热处理质量。图1-5 气体渗碳软件程序框图可以采用工控机PC和可编程序控制器PLC来实现燃气炉的自动控制,以提高设备运行品质和工件过程的合理、精准性。
利用计算机的存储功能,可将各类工件的最佳热处理工艺存入存储器,当输入热处理工件的参数后,计算机便能自动控制过程。我国有许多企业应用计算机控制气体渗氮、气体渗碳和感应淬火等工艺过程。图1-5所示为计算机控制滴注式气体渗碳软件程序框图。它能够准确控制气体渗碳时的加热温度、加热时间、炉内压力及气氛碳势等。使用计算机还可以对多台设备实行群控,既保证热处理质量,又能提高生产率。由于实现了热处理过程自动化和集中监督,从而消除了因操作人员水平不同或其他人为因素引起的质量波动,有利于稳定热处理质量。
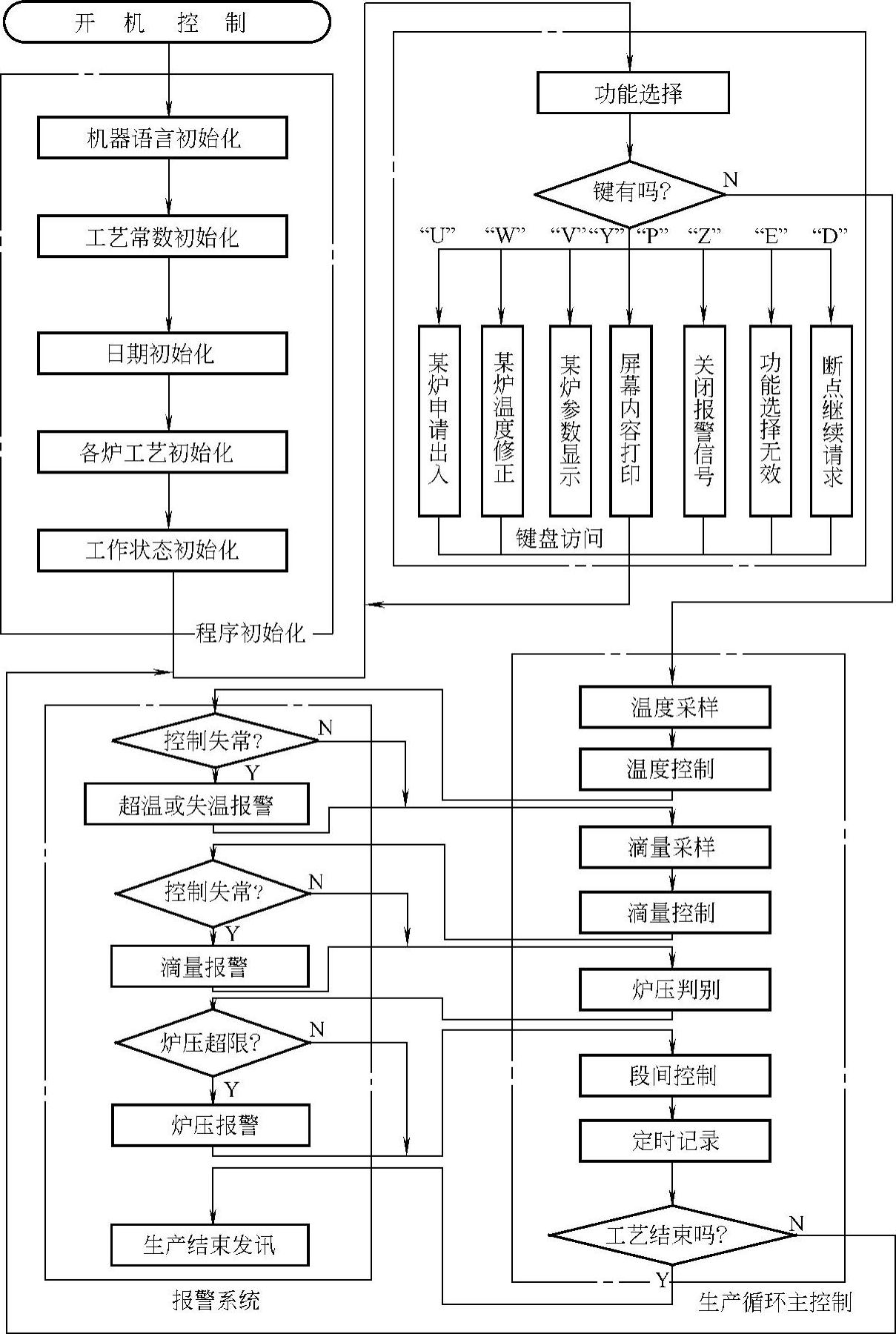
图1-5 气体渗碳软件程序框图
可以采用工控机PC和可编程序控制器PLC来实现燃气炉的自动控制,以提高设备运行品质和工件过程的合理、精准性。燃气炉运行自动控制应实现炉内压力、燃烧过程、预热系统和其他机械部分运动状态的自动调控。为了实现高精度炉温控制,宜采用温度信号单烧嘴控制,即每只烧嘴配制一只双芯热电偶,一支热电偶温度信号用于运行控制,另一支热电偶温度信号进行温度曲线记录,从而实现单区域烧嘴调控。采用工控机作为人机对话和管理层,信号处理及控制过程通过PLC实现,工控机和PLC通过组态软件包联接,控制信号经过放大后,驱动电动执行器中的两相伺服电动机或电磁阀,带动碟阀或调节阀实现燃烧系统自动控制。在自动控制系统出现故障时,还可以采用电动操作器将伺服机构转换为手动操作,充分保证加热炉安全运行。图1-6所示为一种可编程序控制器PLC燃气炉控制功能框图。(https://www.xing528.com)
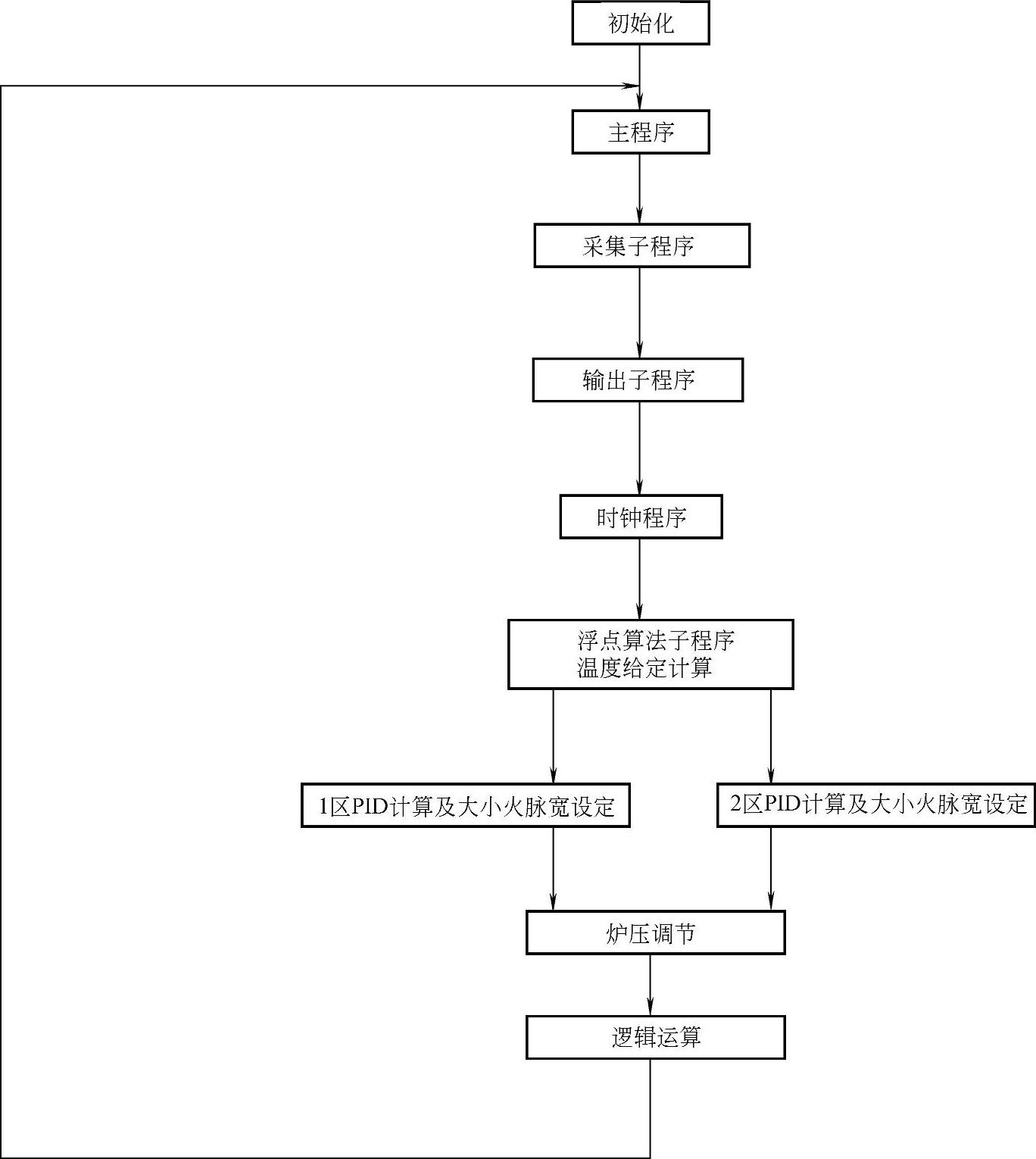
图1-6 可编程序控制器PLC燃气炉控制功能框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。