



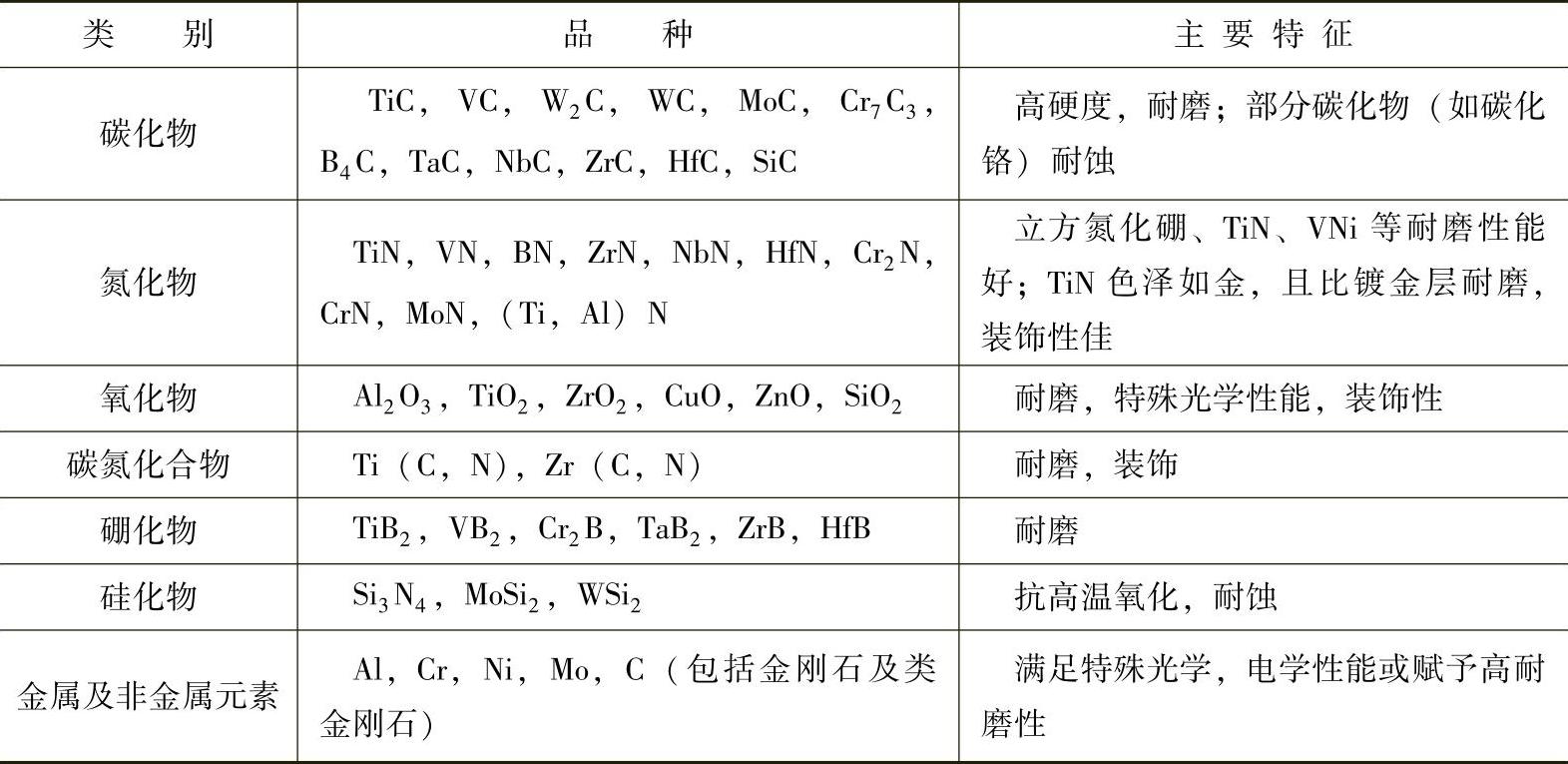
气相沉积是通过气相中发生的物理、化学过程,改变表面成分,在工件表面形成功能性(例如超硬耐磨层或具有特殊的光学、电学性能)或装饰性的化合物涂层的新技术。气相沉积通常是在工件表面覆盖厚约0.5~10μm的一层过渡族元素(钛、钒、铬、锆、钨、钼、钽、铌等)与碳、氮、氧和硼的化合物。按气相沉积过程的主要属性可将气相沉积分为化学气相沉积(CVD)和物理气相沉积(PVD)两大类。沉积层主要类别及特性见表5-8。
气相沉积已广泛应用于各类模具的表面硬化处理,主要应用的沉积层为TiC、TiN、Ti(C,N)。
表5-8 沉积层主要类别及特性
TiC、TiN涂层具有以下特点:
1)涂层具有很高的硬度(TiC:2980~3800HV,TiN:2400HV),低的摩擦系数和自润滑性能,所以抗磨粒磨损性能良好。
2)涂层具有很高的熔点(TiC:3800℃,TiN:2930℃)、化学稳定性好,基体金属在涂层中的溶解度小,以及较低的摩擦系数,因而具有很好的抗粘着磨损能力。使用中发生冷焊和咬合的倾向也很小,而且TiN比TiC更好。
3)涂层具有较强的耐蚀性。TiC涂层在硫酸、盐酸、氯化钠水溶液中的耐蚀性良好,例如TiC层在质量浓度为70g/L H2SO4和沸腾的100g/L HCl中的耐蚀性优于1Cr18Ni19Ti不锈钢,只有在热的王水及氢氟酸中才会被腐蚀,而TiN的耐蚀性一般都比TiC更好一些。
4)涂层在高温下也具有良好的抗大气氧化能力:TiC大约可达400℃,TiN大约可达500℃。高于以上温度,在空气中的TiC、TiN将被氧化成TiO2而失去其原来的性能。
1.物理气相沉积(PVD)
物理气相沉积技术是指在真空条件下,用物理的方法,将材料汽化成原子、分子或使其电离成离子,并通过气相过程,在材料或工件表面沉积一层具有某些特殊性能的薄膜技术。
(1)工艺过程 物理气相沉积技术所有方法的工艺过程均可以分为三步:
1)成膜材料的汽化,即成膜材料的蒸发、升华、被溅射、分解,也就是成膜材料的源。
2)成膜原子、分子或离子从源到基片的迁移过程,在这一过程中粒子间可能发生碰撞,产生离化、复合、反应、能量的变化和运动方向的改变等一系列复杂过程。
3)成膜原子在基片表面的吸附、堆集、形核和长大成膜。
PVD法的特点之一是沉积温度低于600℃,它可在工具钢和模具钢的高温回火温度以下进行表面处理,故变形小,最适合尺寸形状精密的模具。可不改变传统的制造工艺,仅仅在最终加工后进行一次处理,但处理温度一旦低于360℃,沉积层性能就恶化,所以不能用于低温回火材料。
PVD技术的主要方法有真空蒸镀、溅射镀膜和离子镀膜。目前,在模具的强化方面,阴极溅射法和离子镀方法应用较多。
(2)真空蒸镀 真空蒸镀是在真空条件下,加热成膜材料,使其蒸发汽化成原子或分子,并沉积到工件表面形成薄膜的方法。真空蒸发镀膜技术,相对于后来发展起来的溅射镀膜、离子镀膜技术,其设备简单可靠、价格便宜,工艺容易掌握,可进行大规模生产。
蒸发源一般由被蒸发材料的载体、发热体或能量输入装置构成。根据能量输入方式将蒸发源分为:电阻蒸发加热源、电子束蒸发源、高频感应加热蒸发源及辐射加热蒸发源等。
电阻蒸发加热源真空蒸镀设备如图5-6所示。被沉积的材料置于装有加热系统的蒸发源坩埚中,被镀工件位于蒸发源前面。当真空度达到0.13MPa时,加热坩埚使材料蒸发,所产生的蒸汽以凝聚形式沉积在物体上,形成一层薄膜。
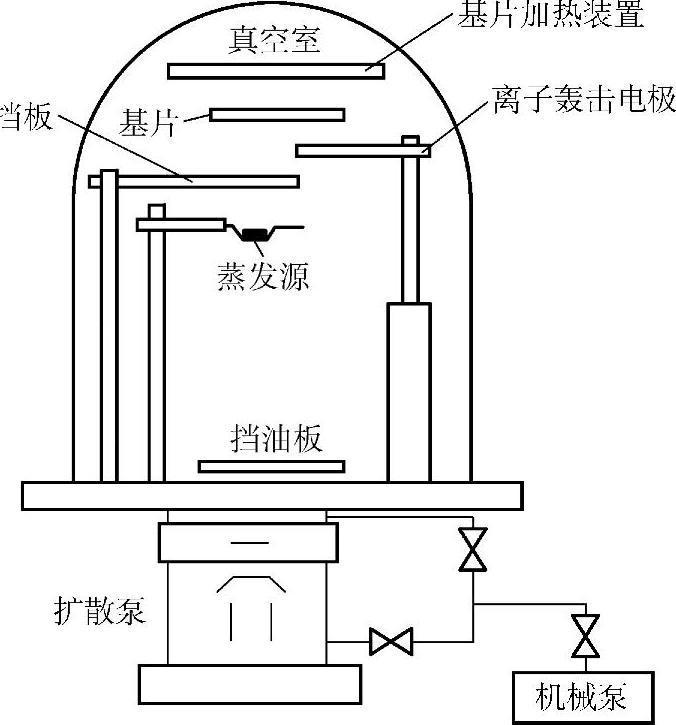
图5-6 真空蒸镀设备示意
一般来说,单位面积蒸发物质的质量符合Langmuir式,蒸发速度用下式表示:

式中,psT为温度T(K)时的饱和蒸气压;MD为物质的摩尔质量。
实际蒸镀当中,au的值必须在10-5~10-2g/(cm2·s)左右。
从晶体学角度观察,蒸发镀膜薄膜结构可以分为无定形结构、多晶结构和单晶结构。无定形结构原子排列近程有序,最小结构单元无规则排列在一起,其尺寸小于2μm。X射线衍射图呈弥散或严重弥散,无晶体材料特性。高熔点金属及其化合物材料薄膜在一定条件下形成无定形结构。多晶结构薄膜由无规则取向的微晶粒组成,晶粒尺寸大致为10~100mm。一般工艺条件下形成的薄膜为多晶结构。单晶结构薄膜通常采用外延技术或在较高温度下在单晶衬底上形成。
晶粒尺寸小,晶粒堆积密度高,结晶缺陷密度高,一般表现为膜硬度高,薄膜与衬底表面间的附着力好,化学性能稳定。
真空蒸镀基本工艺流程如图5-7所示。

图5-7 真空蒸镀基本工艺流程
当附着TiC时,是在1.33×10-4~1.33Pa低气压中,用电子束、高频等方法把要附着的金属熔解并蒸发,通入C2H2等气体,则发生以下反应:
2Ti+C2H2→2TiC+H2(气体)
蒸镀过程包括:
1)首先对真空装置及被镀模具进行处理,去掉污物、灰尘、油渍等。
2)把清洗过的零件装入键槽的支架上。
3)补足蒸发物质。
4)抽真空,先用回转泵抽至13.3MPa,再用扩散泵抽至133×10-6Pa。
5)在高真空下对零件加热(150~200℃),以去掉水分和增加结合力(300~400℃)。
6)对蒸镀物通电加热。先输入较低的功率使蒸发物脱水、脱气之后,增大到蒸镀所需要的功率,打开蒸发源上部的盖板,蒸镀即开始,膜厚可根据蒸发的功率大小及时间长短确定,但多用膜厚检测器控制。达到厚度后,关闭盖板并停电。
7)停镀后不要马上放入空气,需在真空条件下放置15~30min,使之冷却到100℃左右,以防镀层的蒸发源氧化破坏。
8)关闭真空阀,导入空气,取出镀件。
真空蒸镀的主要缺点就是膜-基结合力弱,镀膜不耐磨,并有方向性;但设备简单,工艺操作容易,可镀材料广,镀膜纯洁,广泛用于光学、电子器材和塑料制件的表面处理。
TiC覆盖于模具金属的表面,厚约5~25μm。可用于低合金工具钢CrWMn、高速钢W6Mo5Cr4V2以及硬质合金等。例如采用Cr12MoV制造录音磁头拉深冲头,寿命只有几千件,最长不超过3万件。采用YG20硬质合金制造拉深冲头,寿命可达10万件以上。上述对YG20硬质合金拉深冲头进行PVD涂覆TiC处理后,寿命可高达45万件以上。YG20硬质合金模具经TiN沉积处理后,模具寿命可提高3倍以上,但比日本进口的硬质合金模具的寿命还有一定的差距。
(3)阴极溅射 溅射镀膜是在一定的充满氩气的真空条件下,采用辉光放电技术,将氮气电离产生氩离子,氩离子在电场力的作用下加速轰击阴极,使阴极材料被溅射下来沉积到工件表面形成膜层的方法。溅射镀膜时薄膜生长基本过程与蒸发镀膜相同。因溅射离子能最大,在轰击衬底和薄膜时增加了成核密度,原子表面迁移率及体扩散增大,薄膜性能得到改善。具体的溅射工艺有很多,有阴极溅射、磁控溅射、射频溅射、反应溅射等。
溅射镀膜设备通常由镀膜室、真空抽气系统和电控系统等部分组成。镀膜室内设有溅射靶、工件架及转动机构、挡板和膜厚测量装置等。溅射镀膜设备的结构及镀膜室内部装置的设置和真空蒸发镀膜相似,只是用溅射源代替了蒸发源。由于溅射源与蒸发源不同,因而溅射镀膜设备在某些方面具有自己的特点。
溅射镀膜设备的真空抽气系统一般采用机械泵和扩散泵高真空抽气系统,采用这种真空抽气系统的主要目的是为了在溅射镀前将真空室抽至高真空,将真空室吸附的气体尽可能排除干净,减少残余气体对膜层的影响。
另有一部分溅射镀膜设备的真空抽气系统采用机械泵和机械增压泵,这种真空抽气系统主要用于真空室残余气体对膜层质量影响不大而又要求较高生产效率的设备中。
溅射镀膜设备,由于溅射靶可以在真空室的任意位置设置,如侧置或倒置,且其为大平面源,所以,工件架及转动机构的设置比较简单和灵活。溅射靶是溅射镀膜设备的核心,不同的溅射类型、不同的溅射靶结构,适用于不同的产品用途和要求。
用沉积的材料(如TiC)做阴极靶,并接1~3kV的直流负高压,在真空室内通入压力为0.133~13.3Pa的氩气作为工作气体。在电场的作用下,氩气电离后产生的氩粒子轰击阴极靶面,溅射后的靶材原子或分子以一定的速度落在工件表面产生沉积,并使工件受热。溅射时工件的温度可达500℃左右。
当接通高压电源时,阴极发出的电子在电场的作用下会跑向阳极,并且速度在电场中不断增加。刚离开阴极的电子能量很低,不足以引起气体原子的变化,所以附近为暗区。在稍远的位置,当电子的能量足以使气体原子激发时就产生辉光,形成阴极辉光区。越过这一区,电子能量进一步增加,就会引起气体原子电离,从而产生大量的离子和低速电子,此过程不发光,这一区域为阴极暗区。低速电子在此后向阳级的运动过程中,也会被加速激发气体原子而挥发,形成负辉光区。在负辉光区和阳极之间,还有几个明暗相间的区域,但它们与溅射粒子产生的关系不大,只起导电作用。
溅射下来的材料原子具有10~35eV的动能,比蒸镀时的原子动能大得多,因而溅射膜的附着力也比蒸镀膜大。
溅射性能取决于所用的气体、粒子的能量、轰击所用的材料等。粒子轰击所产生的投射作用可用于任何类型的材料,难熔材料W、TiC、Mo、WC、TiC、TiN也能像那些低熔点材料一样容易被沉积。溅射出的合金组成常常相当于靶的成分。(https://www.xing528.com)
入场用的磁控高速溅射方法,其工作原理为:用氩气作为工作气体,充氩气后反应室内压力为1.3~2.6Pa,以欲沉积的金属和化合物为靶(如Ti、TiC、TiN),在靶附近设置与靶表面平行的磁场,另在靶和工件之间设置阳极为防工件过热。磁场导致靶附近等离子密度、亦即金属离化率的提高,从而提高溅射与沉积速率。
磁控溅射率高,成膜速度高(可达2μm/min),而且基板温度低,因此,此法适用性广,可沉积金属、合金或化合物,例如以钛为靶,引入氮或碳氢化合物气体可分别沉积TiC、TiN等。
(4)离子镀(IP) 离子镀是蒸镀和溅射镀相结合的技术,离子镀膜具有粘着力强、均镀能力好、被镀基体材料和镀层材料可以广泛搭配等优点,因而获得较广泛的应用。目前在模具上应用较多的是离子镀TiN,这种膜硬度高、韧性好、结合力强、耐高温。在TiN基础上发展起来的多元膜,如(TiAl)N、(TiCr)N等,性能优于TiN,是一类更有前途的新型薄膜。
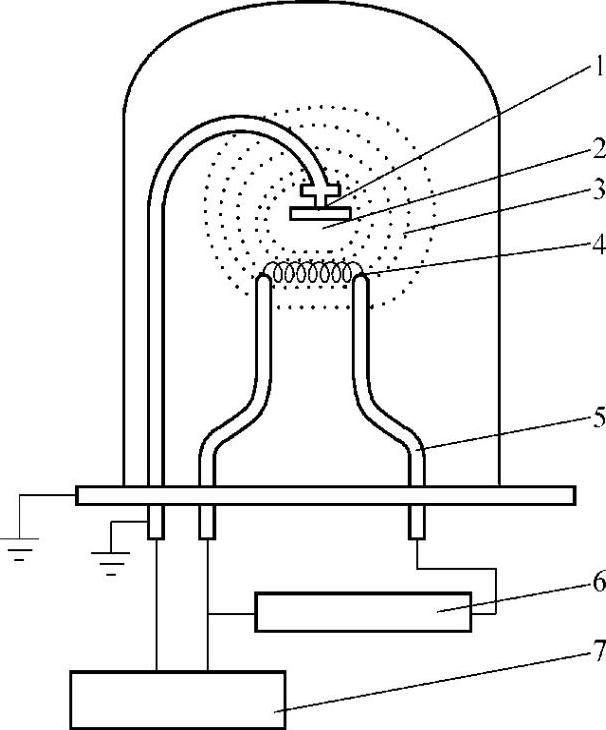
图5-8 离子镀原理示意图
1—基板(阴极) 2—阴极暗部 3—辉光放电区 4—蒸发灯丝(阳极) 5—绝缘管 6—灯丝电源 7—高压电源
图5-8是离子镀的原理示意图。
离子镀的基本原理是借助于一种气体的辉光放电使金属或合金蒸汽离子化。离子经电场加速而沉积在带负电荷的基体上。惰性气体一般采用氩气,压力为1.33×10-3~1.33×10-2Pa,两极电压在500~2000V之间。离子镀包括镀膜材料(如TiC、TiN)的受热、蒸发、沉积的过程。蒸发的镀膜材料原子在经过辉光区时,一小部分发生电离,并在电场的作用下飞向工件,以几千电子伏特的能量射到模具上,可以打入基体约几纳米的深度,从而大大提高涂层的结合力。而未经电离的蒸发材料原子直接在工件上沉积成膜。惰性气体原子与镀膜材料离子在基板表面上发生的溅射,还可以清除工件表面的污染物,从而改善结合力。
如果提高金属蒸汽原子的离子化程度,显然可以增加镀层的结合力,为此,发展了一系列的离子镀设备和方法,如高频离子镀、空心阴极放电离子镀、热阴极离子镀、感应加热离子镀、活性化蒸发离子镀、低压等离子镀等。
近年来,多弧放电型离子镀法受到人们的重视。其工作原理和特点是:
1)将被蒸发膜材制成阴极靶,即弧蒸发源,该蒸发源为固态,可在真空室内任意方位布置,也可多源联合工作,有利大件镀膜。
2)弧蒸发源接电源负极,真空室外壳接正极,调整工作电流,靶材表面进行弧光放电,同时蒸发出大量阴极金属蒸汽,其中部分发生电离并在基板负偏压的吸引下轰击工件表面,从而起到洁净工件表面作用和使工件的温度升高达到沉积所需温度。此后,逐渐降低基板负压,汽化了的靶离子飞向基板形成镀膜。如同时通入适当流量反应气体,即可在工件表面沉积得到化合物膜层。从以上镀膜过程看,弧蒸电源既是蒸发器又是离子源,不需增加辅助离子源,也不需通入惰性气体轰击清洗工件和不需要烘烤装置,设备简单,工艺稳定。
3)多弧离子镀离化率高达60%~90%,有利于改善膜层的质量,特别适用于活性反应沉积化合物膜层。
4)多弧蒸发源在蒸发阴极材料时,往往有液滴沉积在工件表面,造成工件表面具有较高的表面粗糙度。所以减少和细化蒸发材料液滴是当前多弧离子镀工艺的关键问题。
离子镀除了涂层结合力强之外,还具有如下优点:离子绕射能力强,没有明显的方向性沉积,工件的各个表面都能镀上;涂层均匀性较好;并且具有较高的致密度和细的晶粒度,即使经镜面研磨过的工件,进行离子镀后,表面依然光洁致密,无需再作研磨。
总之,采用PVD技术可以在各种材料上沉积致密、光滑、高精度的化合物(如TiC、TiN)涂层,所以十分适合模具的表面处理。目前,应用PVD法沉积TiC、TiN等涂层已在模具生产中获得应用。
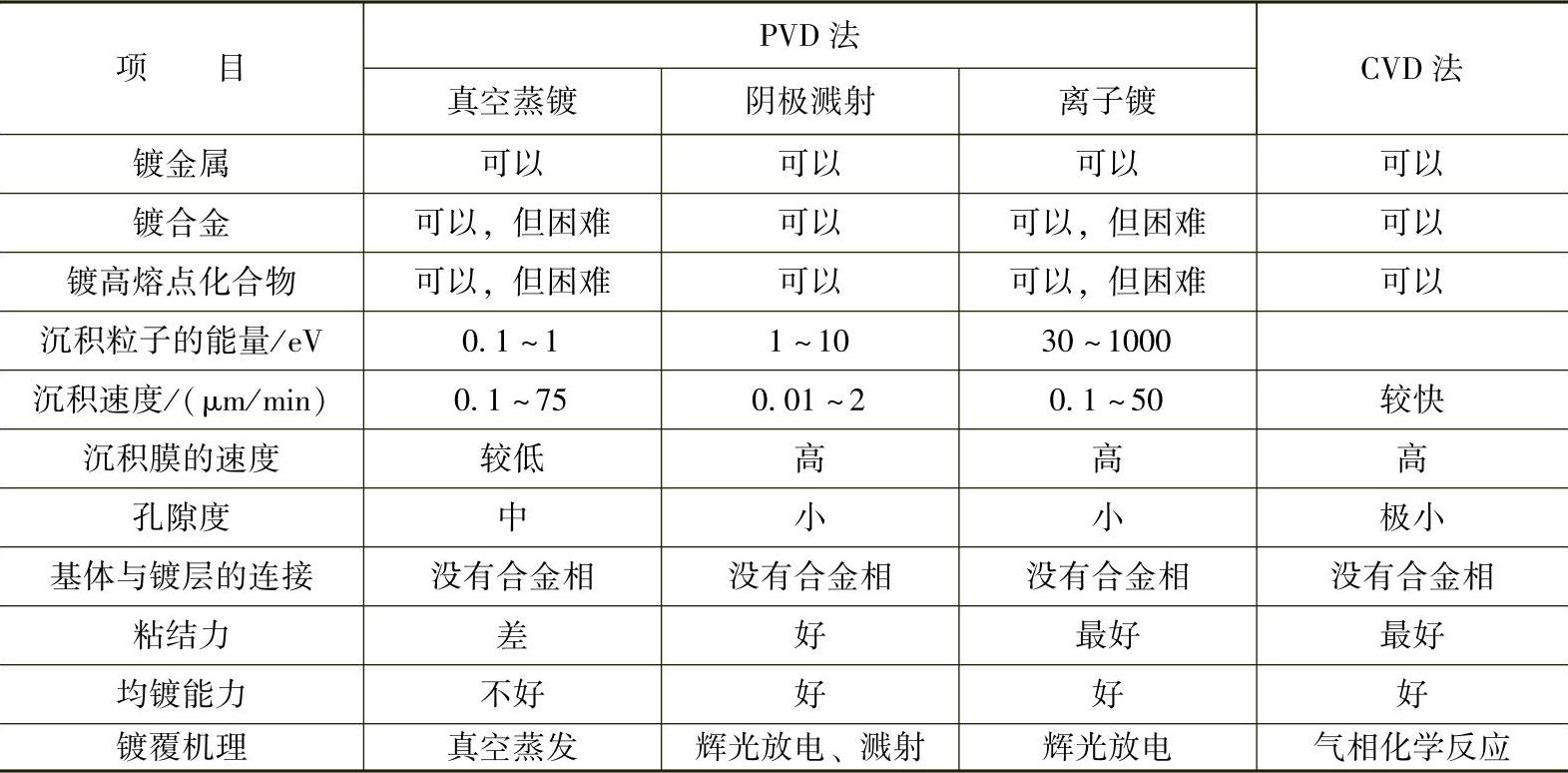
例如,Cr12MoV钢制油开关指形触头精冲模,经PVD法沉积TiN涂层后,表面硬度为2500~3000HV,摩擦系数减小,抗粘着和抗咬合性改善。模具原使用1万~3万次后即要刃磨,PVD法处理后,使用10万次不需刃磨,尺寸无变化,仍可使用。用于冲压和挤压粘性材料的冷作模具,采用PVD法处理后,其使用寿命大为提高,从发展趋势来看,PVD法处理后,将成为模具表面处理的主要技术方法之一。表5-9列出了三种PVD法与CVD法的特性比较,供选用参考。
表5-9 三种PVD法与CVD法的特性比较
2.化学气相沉积(CVD)
(1)化学全相沉积的特点
化学气相沉积工艺是将加热的模具暴露在发生反应的混合气氛(真空度≤1Pa)中,使气体与模具表面发生反应,在模具表面上生成一层薄的固相沉积物,如金属碳化物、氮化物、硼化物等。这里有两个关键因素。一是作为初始混合气体气相与基体固相界面的作用,也就是说各种初始气体之间在界面上的反应来产生沉积,或是通过气相的一个组分与基体表面之间的反应来产生沉积。二是沉积反应必须在一定的能量激活条件下进行。一般情况下产生气相沉积的化学反应必须有足够高的温度作为激活条件,在有些情况下,可以采用等离子体或激光辅助作为激活条件,降低沉积反应的温度。总之,化学气相沉积就是利用气态物质在固体表面上进行化学反应,生成固态沉积物的过程。其过程如下:
1)反应气体向工件表面扩散并吸附。
2)吸附于工件表面的各种物质发生表面化学反应。
3)生成物质点聚集成晶核并长大。
4)表面化学反应中产生的气体产物脱离工件表面返回气相。
5)沉积层与基体的界面发生元素的相互扩散,而形成镀层。
CVD法是将工件置于有氢气保护的炉内,加热到800℃以上高温,向炉内通入反应气体,使之在炉内热解,化合成新的化合物沉积在工件表面。在模具的应用中其覆膜厚度一般为6~10μm。
CVD法具有如下特点:可在大气或低于大气压下进行沉积金属、合金、陶瓷和化合物涂层,能在形状复杂的基体上或颗粒材料上沉积涂层。涂层的化学成分和结构较易准确控制,也可制备具有成分梯度的涂层。涂层与基体的结合力高,设备简单操作方便,但它的处理温度一般为900~1200℃,工件被加热到如此高的温度会产生以下问题:
1)工件易变形,心部组织恶化,性能下降。
2)有脱碳现象,晶粒长大,残留奥氏体增多。
3)形成ε相和复合碳化物。
4)处理后的母材必须进行淬火和回火。
5)不适用于低熔点的金属材料。
(2)化学气相沉积TiN
化学气相沉积TiN的设备原理如图5-9所示。将经清洗、脱脂和氨气还原处理后的模具工件置于充满H2(体积分数为99.99%)的反应器中,加热到900~1100℃,通入N2(体积分数为99.99%)的同时,并带入气态TiCl4(质量分数不低于99.0%)到反应器中,则在工件表面上发生如下化学反应:
2TiCl4(气)+N2(气)+4H2(气)→2TiN(固)+8HCl(气)
固态TiN沉积在模具表面上形成TiN涂层,厚度可达3~10μm,副产品HCl气体则被吸收器排出。工艺参数的控制如下:
1)氮氢比对TiN的影响。一般情况下,氮氢体积比VN2/VH2<1/2时,随着N2的增加,TiN沉积速率增大,涂层显微硬度增大;当VN2/VH2≈1/2时,沉积速率和硬度达到最大值;当VN2/VH2>1/2时,沉积速率和硬度逐渐下降。当VN2/VH2≈1/2时,所形成的TiN涂层均匀致密,晶粒细小,硬度最高,涂层成分接近于化学当量的TiN,而且与基体的结合牢固。因此VN2/VH2要控制在1/2左右。
2)温度对TiN的影响。随着温度的升高,TiN沉积速率呈指数关系增大;而硬度是逐渐增大,在975℃时达到最大值,然后又随温度的升高而下降。在975℃时所沉积的TiN接近于化学当量,其涂层细密,与基体粘接牢固。而温度升到1050℃时,其TiN涂层为明显的针状组织。
3)TiCl4含量对TiN的影响。随着TiCl4质量分数的增加,TiN沉积速率增大,在TiCl4质量分数为1.12%时,沉积速率达到最大值,而后随着TiCl4质量分数的增加,TiN沉积速率下降。一般情况下,随着TiCl4质量分数的增加,TiN的硬度逐步下降。
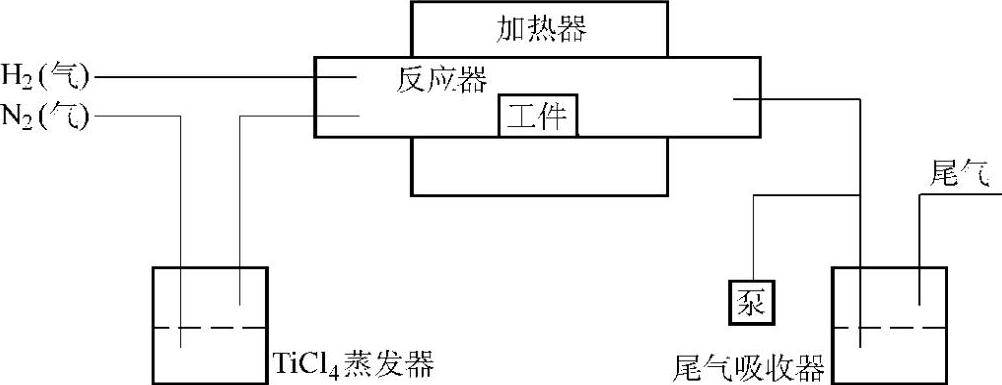
图5-9 化学气相沉积TiN的设备原理示意
采用化学气相沉积处理时应注意以下问题:
1)要考虑模具锐角部分的凸起变形。由于涂层与基体的线胀系数不同,模具棱角处容易产生应力集中,基材会被挤出形成凸起。可以采取的解决方法是:将锐角处加工成圆弧状,或是估计凸起变形量的大小,预先加工成锥形。
2)CVD沉积温度高而带来的尺寸和形状变形。其变形程度取决于所选用的材料、形状、沉积温度、涂层厚度以及预备热处理等。在CVD处理过程中,尺寸变形小的材料是硬质合金及含Cr高的不锈钢系合金;冲压加工领域使用的模具材料主要限于合金工具钢、冷作模具钢(Cr12MoV)、硬质合金等。其中快冷淬透钢,由于快冷时容易产生翘曲、扭曲等变形,所以不宜进行CVD处理;而高速钢是热处理膨胀较大的钢种,使用时必须充分估计其膨胀变形量。
3)模具形状和尺寸变化。圆形模具材料可以不必仔细考虑。而对于平板状模具,其尺寸变形随材料的种类而不同。Cr12MoV钢的尺寸变形量很小,完全可以适用于精密模具,但其尺寸变形量还依赖于压延方向,因此为了减少尺寸变形,必须注意材料的取向。模具越小,尺寸变形越小,而且不易产生变形。最佳模具尺寸因材料而异。为了使材料组织均匀化,采用预先热处理(调质处理),可以减少CVD处理过程中的变形。
化学气相沉积技术可以在模具表面涂覆厚度为10μm左右的超硬陶瓷材料,如TiN、TiC、TiB2、Ti(CB)等,使模具表面具有硬度高、摩擦系数小、抗粘接性能好、耐磨性、耐蚀性以及耐氧化性好等优点。CVD处理的模具形状不受任何限制。CVD可以在碳质量分数>0.8%的工具钢、渗碳钢、高速钢、轴承钢、铸铁以及硬质合金等表面上进行。气相沉积TiC、TiN能应用于挤压模、落料模和弯曲模,也适用于粉末成形模和塑料模等。
在Cr12、W18Cr4V等钢制的20多种冷作模具上用CVD法沉积一层TiC,寿命可提高2.7倍,沉积TiN层的模具寿命则可提高1.2倍。YG类硬质合金模具上涂覆TiC、Ti(CN)-TiN涂层,寿命提高10多倍。但是,由于CVD处理的温度高,基体硬度降低,同时处理后还需进行淬火处理,会产生较大变形,因此,不适用于高精度模具。
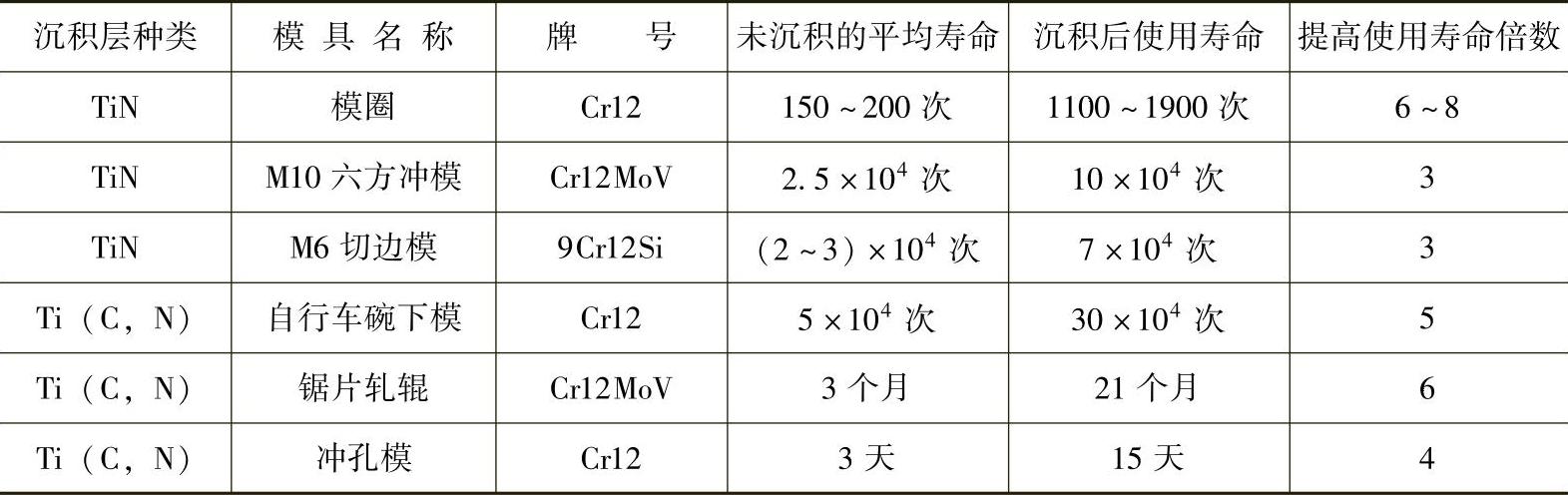
用CVD技术可以在各种模具材料上沉积TiC、TiN、Ti(C,N)薄膜。表5-10所示为化学气相沉积覆层模具的寿命对比。
表5-10 沉积TiN或Ti(C,N)模具的使用寿命
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。