



1.冷作模具的预备热处理
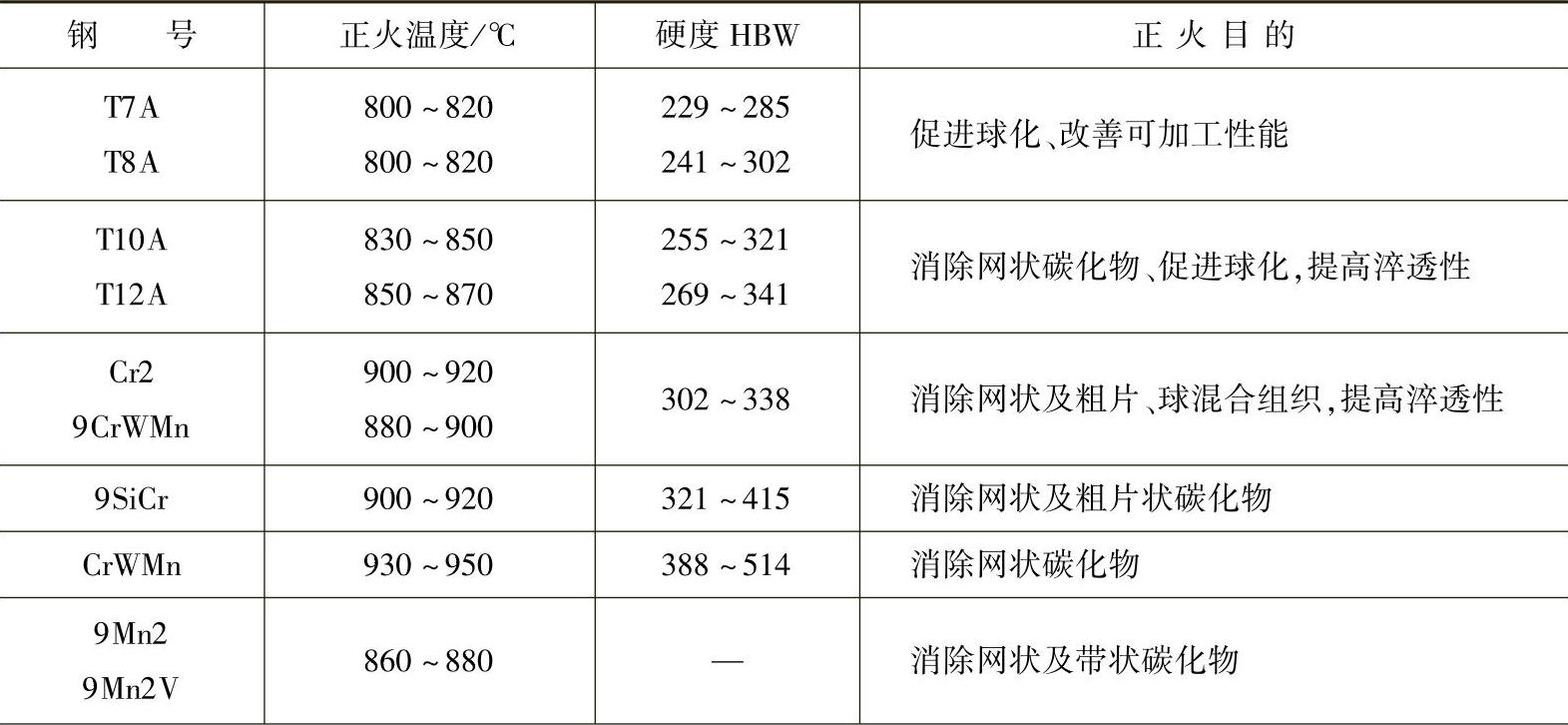
为消除锻坯的内应力及为淬火做好组织准备,冷作模具用钢必须进行预备热处理,以使锻坯具有良好的机械加工性能。预备热处理工艺有球化退火和正火工艺,其球化退火工艺见表2-64。当钢在锻后出现晶粒粗大或网状碳化物时,在球化退火之前还应进行一次正火加以消除,其正火工艺可参照表2-65。
表2-64 模具用钢的等温球化退火

(续)

表2-65 中、高碳模具用钢的正火工艺
(续)

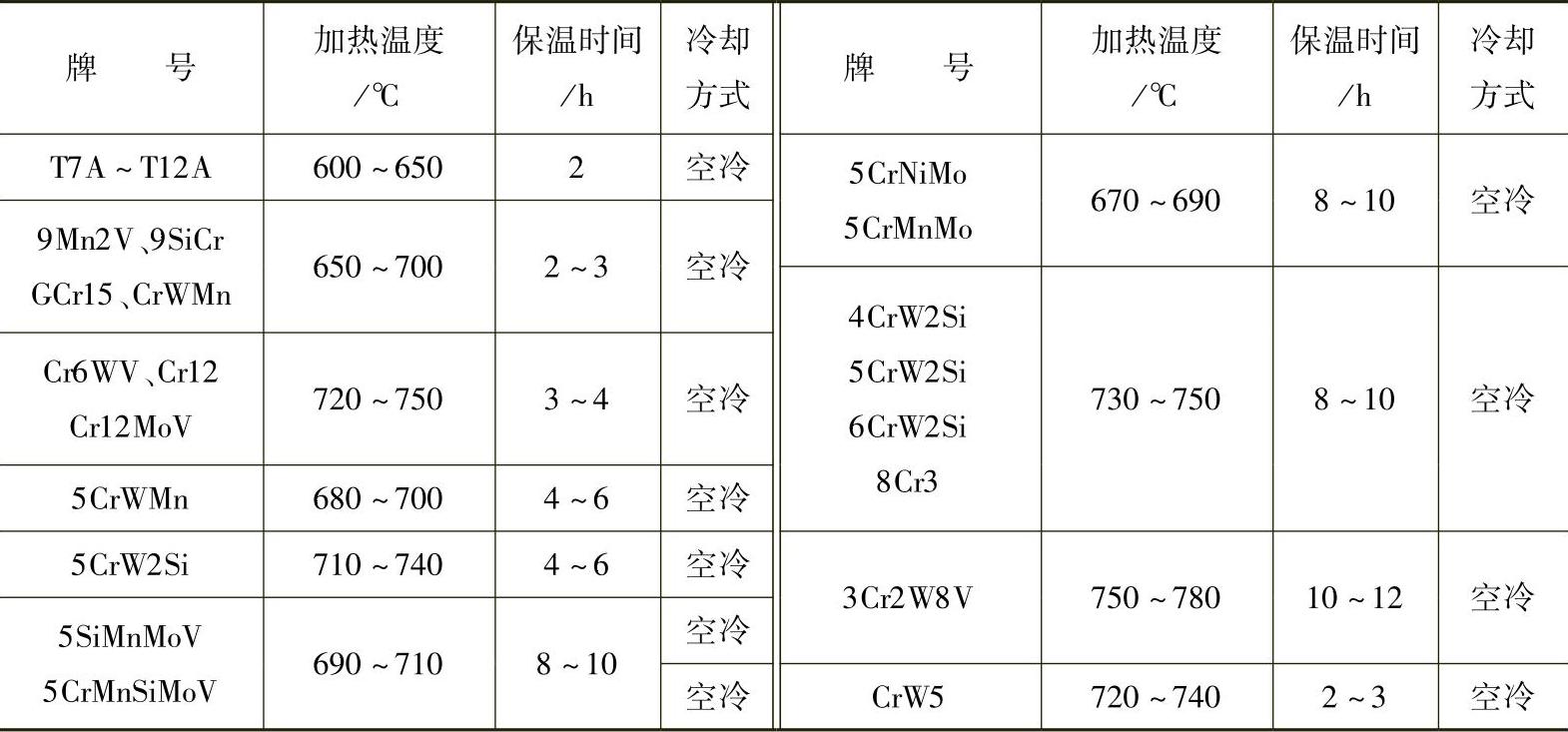
含钨模具钢的毛坯及小型模具以旧翻新时的软化处理,以及降低电火花加工层的硬度需要修模时,都可采用高温回火工艺。为防止回火时产生氧化和脱碳,可采用保护气体、木炭屑或铸铁屑保护,其工艺见表2-66。
表2-66 常用模具钢高温回火工艺
2.冷作模具的淬火和回火
淬火是冷作模具钢的最终热处理中最重要的工序之一,它对模具的使用性能影响极大。其主要的工艺问题有以下几个方面:
(1)合理选择淬火加热温度 既要使奥氏体中固溶一定的碳和合金元素,以保证淬透性、淬硬性、强度和热硬性,又要有适当的过剩碳化物,以细化晶粒,提高模具的耐磨性和保证模具具有一定的韧性。
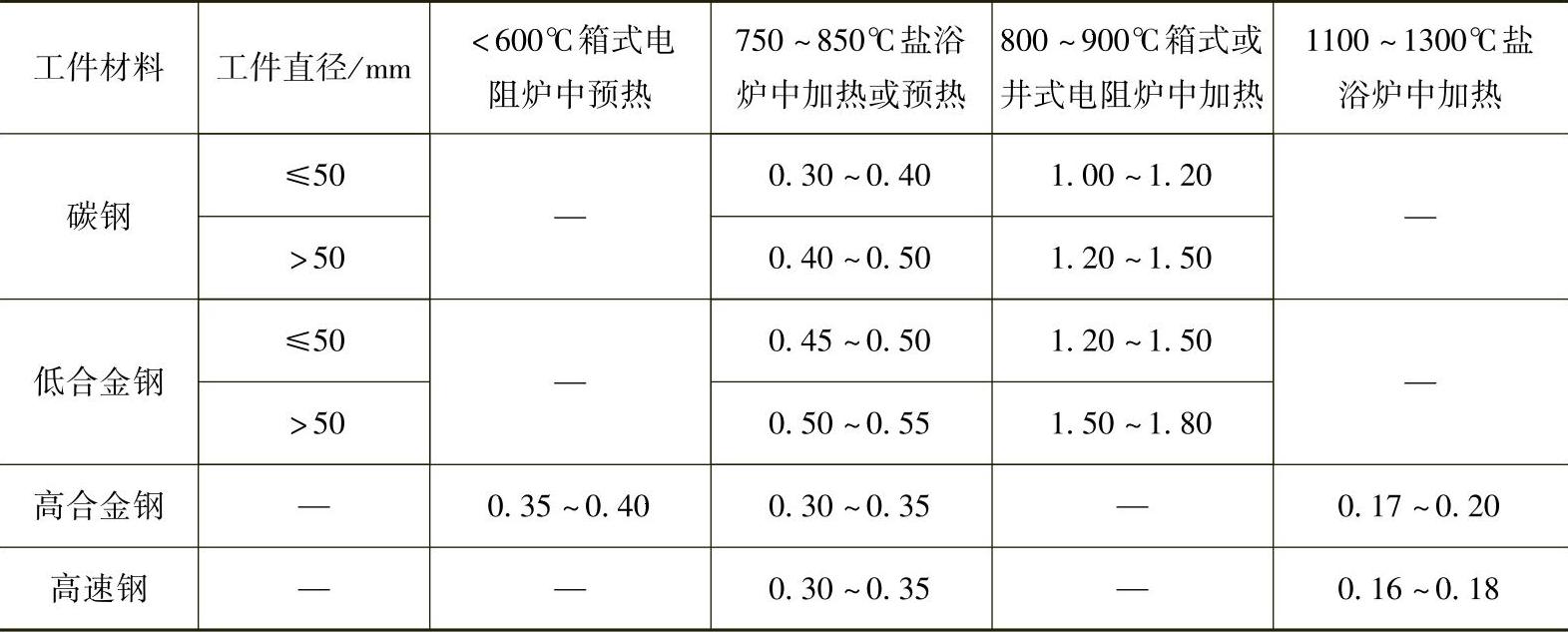
(2)合理选择淬火保温时间 生产中通常采用到温入炉的方式加热,其淬火保温时间是指仪表指示到给定的淬火温度算起,到工件出炉为止所需时间。常用以下经验公式确定:
T=αD
式中 T——淬火加热时间(min或s);
α——加热系数(min/mm或s/mm),表2-67为常用钢的加热系数;
D——工件有效厚度(mm)。
表2-67 常用钢的加热系数α (单位:min/mm)
 (https://www.xing528.com)
(https://www.xing528.com)
在实际热处理时,必须根据具体情况分析。例如,有些模具零件要快速加热,短时保温;有些需充分加热与保温。特别是复杂模具,更应该综合考虑各种因素,并通过实验来确定其保温时间。
(3)合理选择淬火冷却介质 高合金冷作模具钢因淬透性好,可采用较缓慢的冷却介质淬火,如气冷、油冷、盐浴分级淬火等;碳素工具钢和低合金工具钢制的模具,为了保证有足够的淬硬层深度,同时减少淬火变形和防止开裂,常采用双介质淬火,如水-油淬火、盐水-油淬火、油-空冷淬火、硝盐-空冷淬火等。还可以采用一些新型的淬火介质,如三硝水溶液、氯化锌-碱溶液、氯化钙水溶液等,以简化淬火操作,提高淬火质量。
(4)采用合适的淬火加热保护措施 氧化与脱碳现象会严重地降低模具的使用性能,因此,一般在淬火加热时必须采用保护措施。通常预防氧化、脱碳的方法有:
1)装箱保护法。在不锈钢箱内或沿箱四周填充保护剂,常用的保护剂有木炭、旧的固体渗碳剂、铸铁屑等。
2)涂料保护法。采用刷涂、浸涂和喷涂等方法,把保护涂料涂敷在模具表面,形成致密、均匀、完整的涂层。涂料配比(质量分数)一般为:耐火粘土10%~30%;玻璃粉70%~90%,再在每公斤涂料的混合体中加水50~100g,拌匀后使用。使用时,涂层厚0.1~1mm即可。涂料有商品供应,应用时应注意它们的使用温度和钢种。
3)包装保护法。国内现用两种方法:一是将模具放入厚度约为0.1mm的不锈钢箔内,并加入一小包专门的保护剂,然后将袋口像信封口一样封好即可加热,淬火时将模具零件由袋内取出淬火;另一种是采用防氧化脱碳薄膜,它的成分是硼酸、玻璃料和橡胶粘结剂,可以折叠,使用时只要将像纸一样的薄膜将工件包住,即可加热。这种薄膜在300℃左右就开始熔化变成一层粘稠状的保护膜,淬火时自动脱落,工件淬火后表面呈银亮色,保护效果良好。
4)盐浴加热法。它是模具淬火加热的主要方式之一。具有加热速度快而均匀,不易氧化、脱碳的特点。
5)保护气氛加热法。很多热处理炉所需的保护气氛都使用吸热式或放热式发生器,或两者联合使用。也有使用液氮和甲醇现场储存法,还有一种成本较低的直接注入保护气氛法。
6)真空气氛加热法。具有无污染、处理后的零件光洁如新等特点。整个工艺过程控制由可编程序控制器(PLC)完成,全部动作均采用联锁保护,可选择手动或自动两种工作方式,并配有可靠的报警及保护措施。该设备采用外循环强冷系统,结构紧凑、性能可靠、自动化程度高。
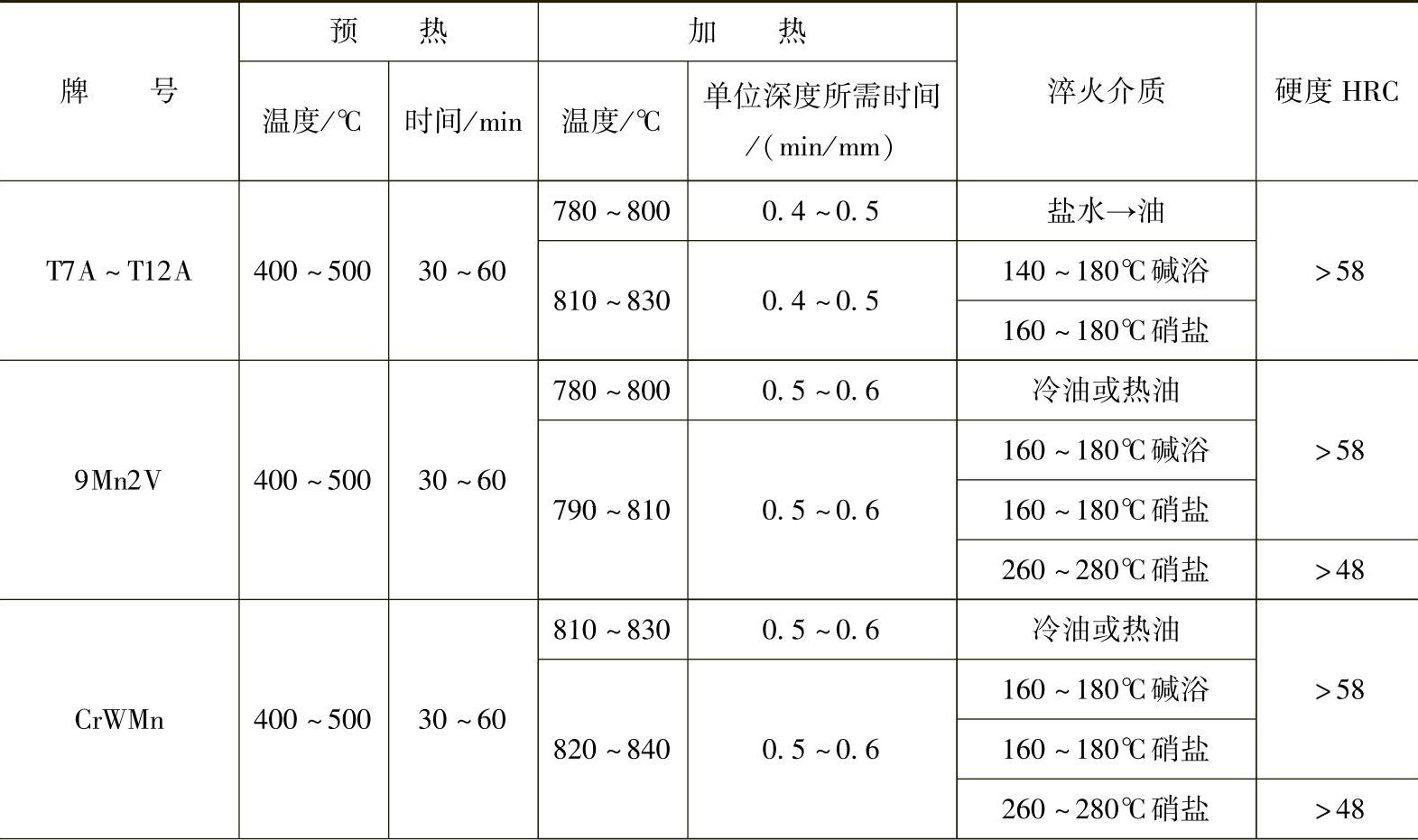
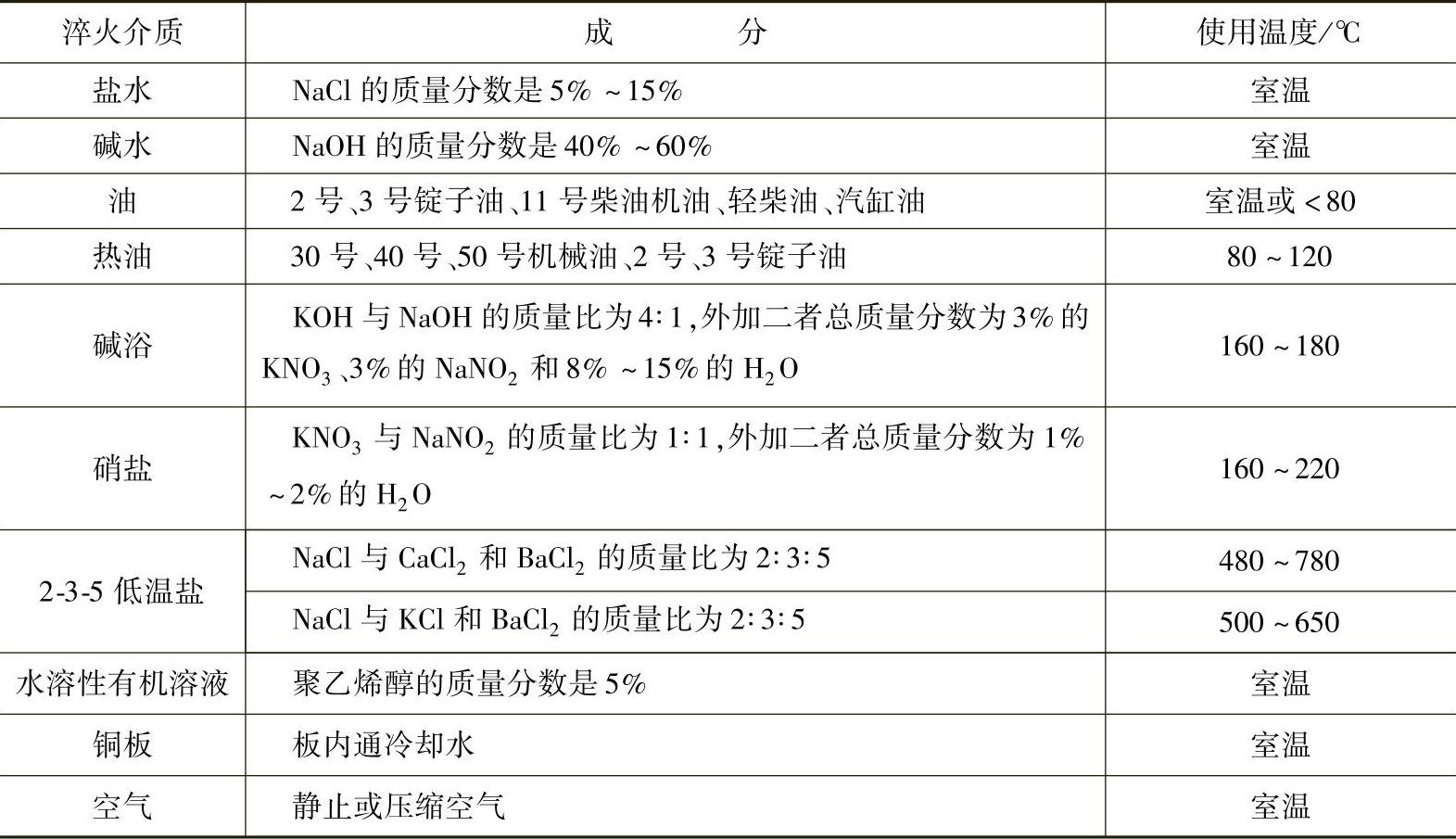
表2-68所示为冷作模具在盐浴炉中的淬火加热及冷却工艺。根据此表,在选择淬火工艺参数时应注意淬火温度:对模具截面大的取上限,截面小的取下限;碳素工具钢淬盐水或合金钢淬油时取下限,淬碱浴或硝盐浴取上限;碱浴、硝盐浴的温度,模具截面大时取下限,截面小时取上限。表2-69所示为淬火介质的种类、成分及使用温度。
表2-68 冷作模具在盐浴中的加热及淬火工艺
(续)
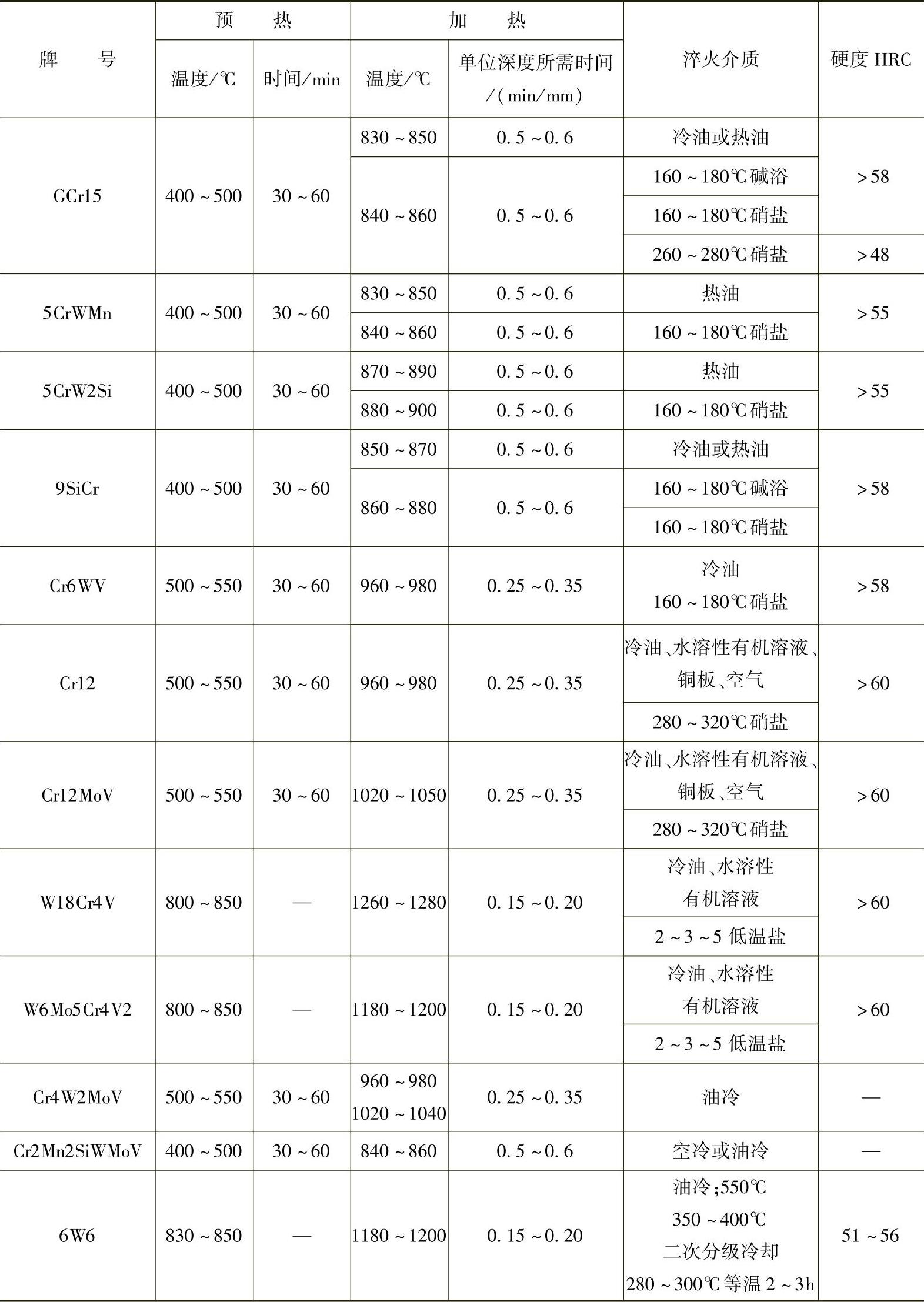
表2-69 淬火介质种类、成分及使用温度
模具在淬火或电火花放电后应及时进行回火处理,回火温度可根据模具的硬度要求进行选择,见表2-70。回火保温时间,当模具厚度≤30mm时,在硝盐槽保温40~80min,在箱式炉保温60~120min。当模具厚度>30mm时,在硝盐槽保温60~120min,在箱式炉保温80~90min。碳素钢一般采用一次回火,低合金钢、高合金钢采用二次或多次回火。
表2-70 常用模具钢的回火温度
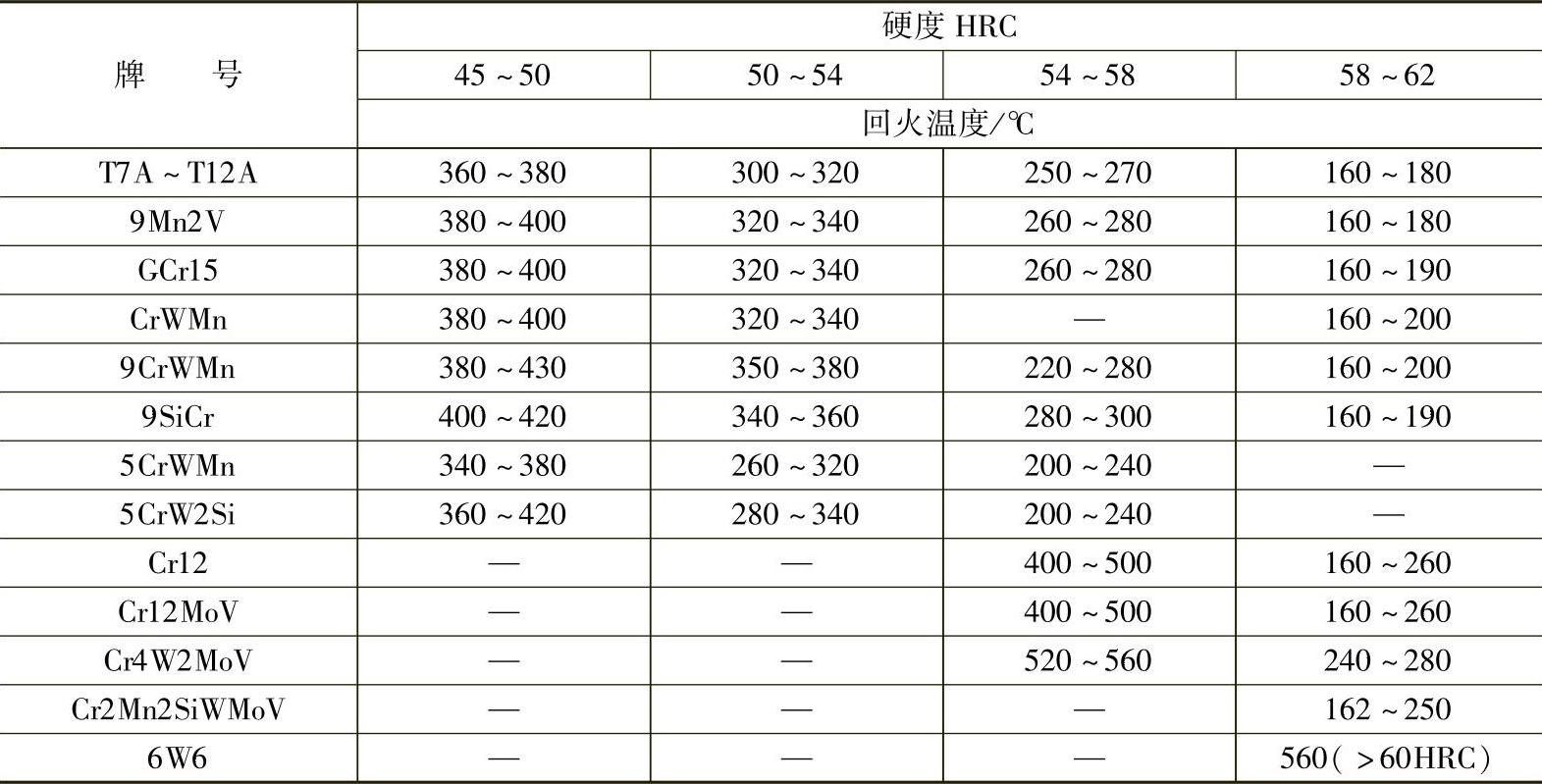
注:高速钢采用550~570℃多次回火,硬度可达63~65HRC。
在回火中,应避开回火脆性温度范围。GCr15的回火脆性温度为200~240℃;9SiCr为200~250℃;CrWMn为250~300℃;Cr12与Cr12MoV为290~330℃;碳素工具钢为200~300℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。