



需要处理的实际问题可分为下面两种基本情况:
1)评定采用某一数字射线检测系统,可实现的采用胶片射线照相检测技术标准规定技术检验的厚度范围。
2)评定用数字射线检测技术标准规定技术替代胶片射线照相检测标准规定技术。
[例1]某钢的电弧熔焊平板对接接头,母材厚度范围为2~40mm,原采用JB/T 4730.2—2005标准AB级技术检验。评定是否可采用焦点尺寸为0.4mm射线机与像素尺寸为200μm平板探测器构成的数字射线检测系统替代原采用的JB/T4730.2—2005标准AB级技术检验。
解:按照前面给出的评定等价技术级别过程,对于钢的电弧熔焊接头,一般说缺陷特点形貌显示与不清晰度关系不密切;评定厚度不是很小区,缺陷尺寸限定不会很小。因此可采用一级补偿规则处理检测图像质量。本例题具体可通过下述步骤完成评定。
(1)平板对接接头的JB/T 4730.2—2005标准AB级技术数据准备 按前面的评定处理方法,以及JB/T 4730.2—2005标准AB级技术规定和相关关系式
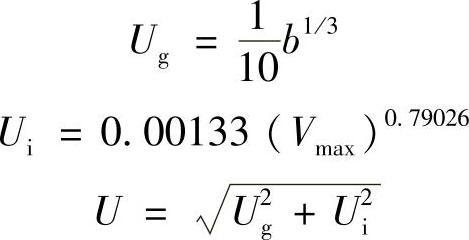
对本问题可形成表6-5的数据。
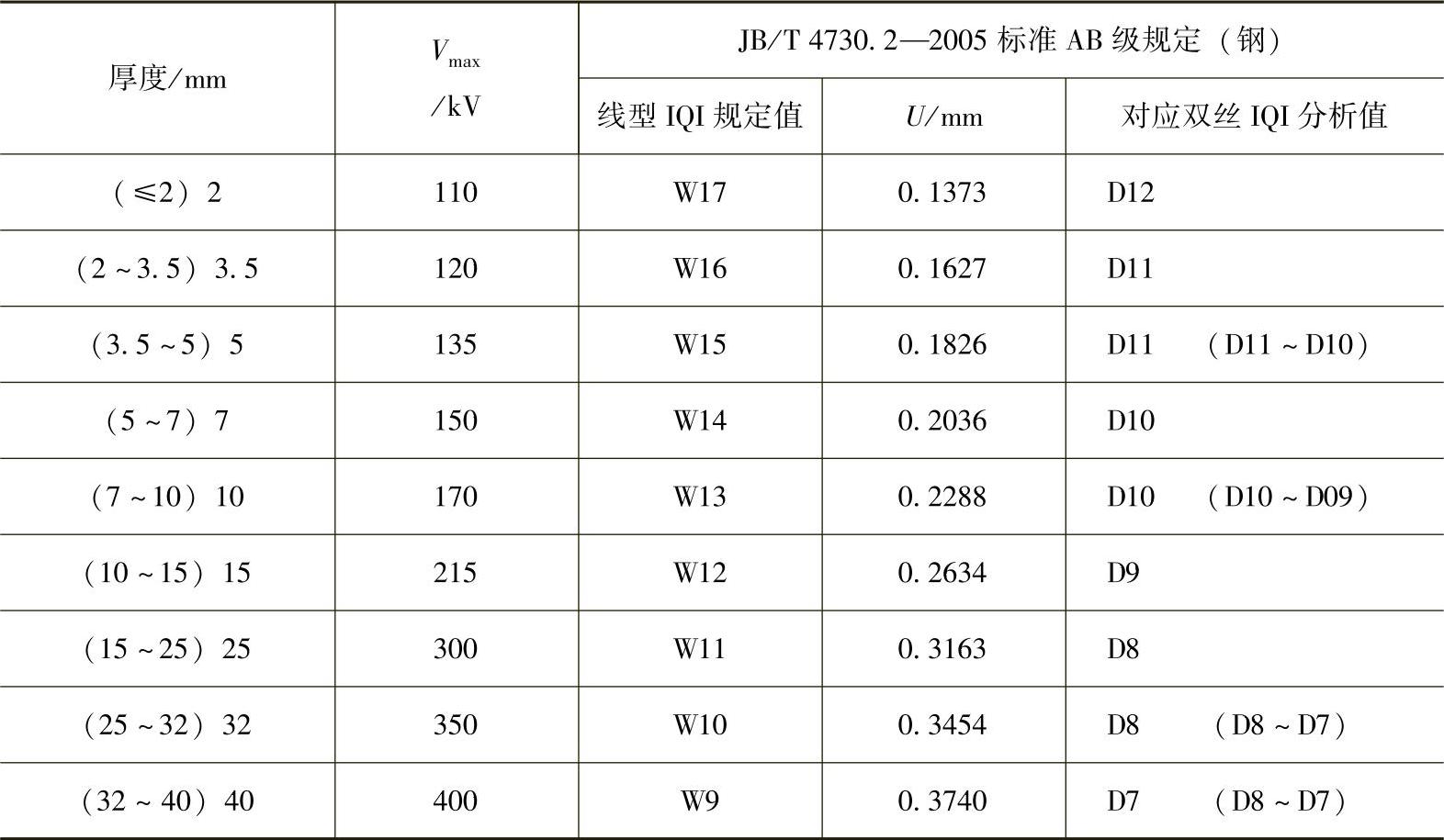
表6-5 胶片射线照相检测技术基本数据表
(2)数字射线检测系统检测图像不清晰度估计 依据数字射线检测技术理论,可对数字射线检测系统获得的检测图像不清晰度做出估计,以其为基础确定检验试验的典型厚度的中间厚度值。
X射线机型号:MXR-451;
射线源焦点尺寸:0.4mm;
探测器像素尺寸:200μm;
透照焦距:1200mm;
探测器与工件源表面距离:80mm(放大倍数近似为1.07)。
直接可确定的是探测器系统基本空间分辨率约为
SRb=0.2mm
对应的不清晰度为
UD=2SRb=0.4mm
双丝IQI测定值为D7。由于焦点尺寸小,实际试验得到的检测图像不清晰度(或双丝IQI测定值)将与采用的透照布置的放大倍数相关。最佳放大倍数应为
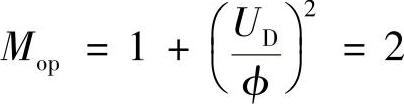
在不同放大倍数下,检测图像不清晰度(或双丝IQI测定值)可按下式计算做出估计

部分计算值见表6-6。
表6-6 数字射线检测系统检测图像不清晰度估计

从表6-6数据,可以做出的初步判断是:(https://www.xing528.com)
1)不采用放大技术、不采用补偿规则时,本数字射线检测系统可应用的厚度范围是25~40mm;采用1级补偿时,可应用的厚度范围是15~40mm。
2)采用最佳放大倍数、不采用补偿规则,本数字射线检测系统可应用的厚度是10~40mm;采用1级补偿时,可应用的厚度范围是7~40mm。
可判定,本数字射线检测系统不能应用于小于5mm的厚度。
表6-6的结果与表6-5的数据比较,试验时中间厚度10mm和15mm是必须出现的厚度。
(3)典型厚度数字射线检测技术检验试验 按上面分析确定典型厚度后,可进行数字射线检测技术检验试验。试测中,在检测技术条件下,同时测定检测图像的不清晰度(空间分辨率)和规格化信噪比。并通过测定的规格化信噪比调整曝光量,满足数字射线检测技术要求的规格化信噪比确定的曝光量作为检验技术的曝光量。
整理试验数据,得到表6-7数据。
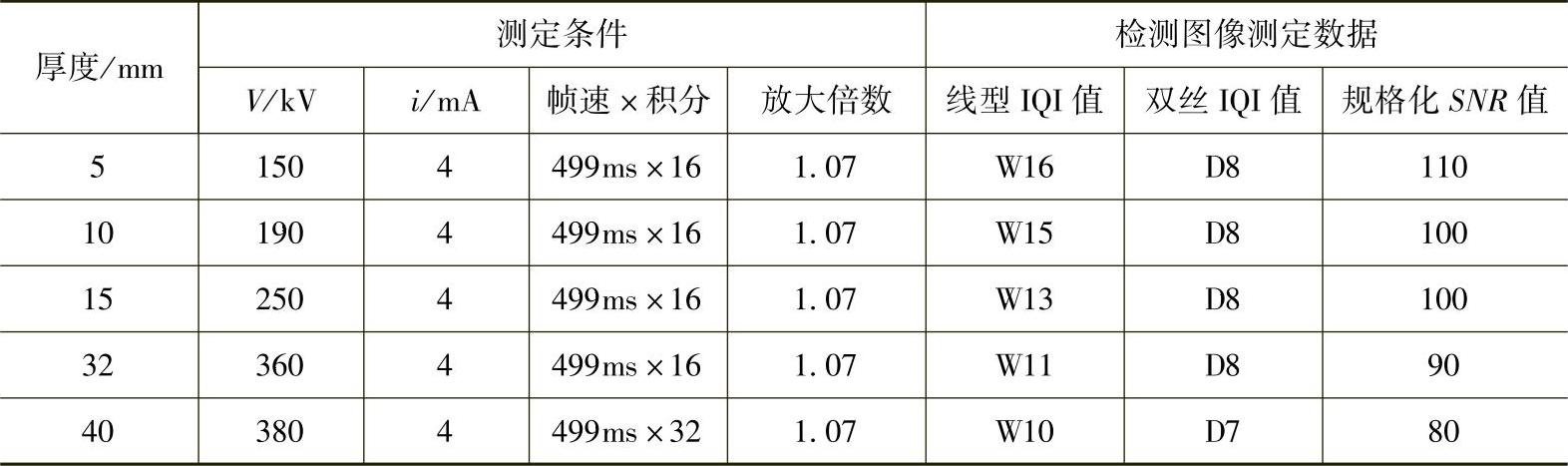
表6-7 数字射线检测系统工件典型厚度检验试验结果
(4)放大透照验证 按前面关于数字射线检测系统检测图像不清晰度估计,对放大透照进行验证试验。在最佳放大(放大倍数近似为2)条件下得到结果如图6-3所示。从图中可测定,在最佳放大(放大倍数近似为2)条件检测图像不清晰度双丝IQI值为D9。
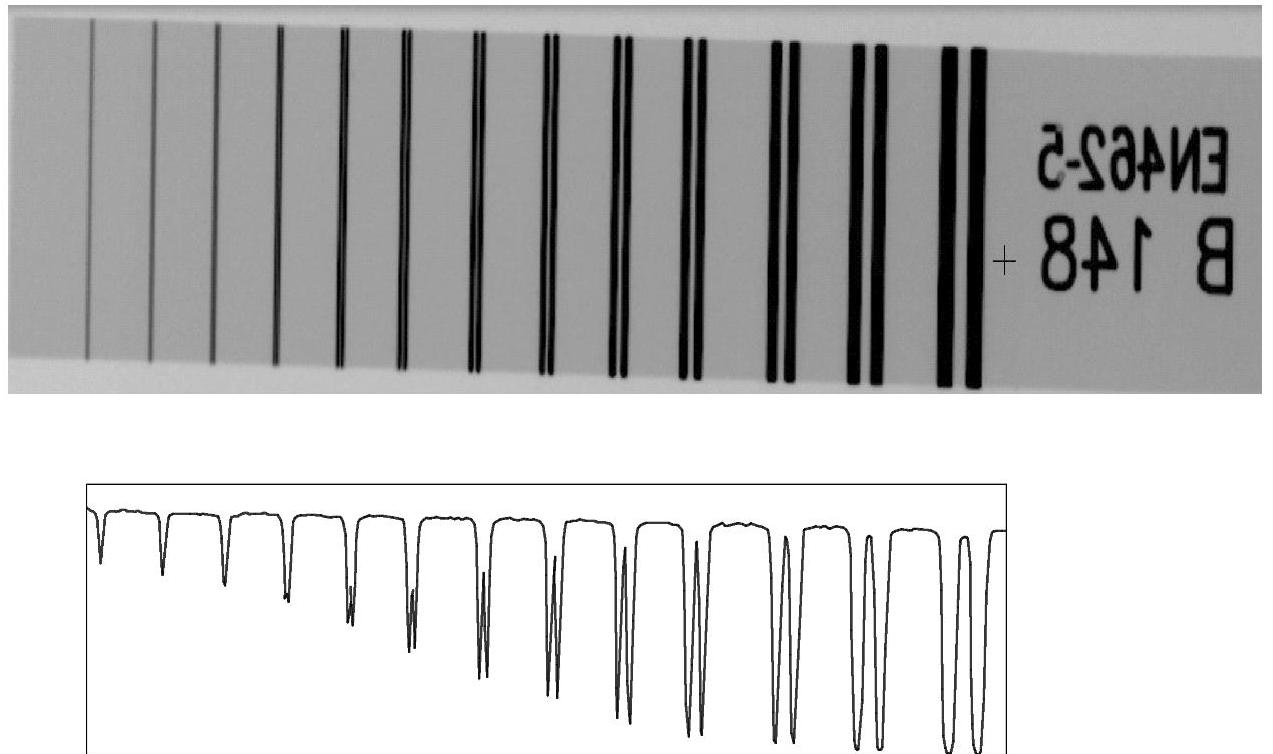
图6-3 系统基本空间分辨率最佳放大倍数下测定结果
(5)评定结论 对比表6-7与表6-6数据,综合上面放大透照和补偿处理可做出的判断是:
1)不采用放大技术、不采用补偿规则时,本数字射线检测系统可应用的厚度范围是15~40mm;采用1级补偿时,可应用的厚度范围是10~40mm。
2)采用最佳放大倍数、不采用补偿规则,本数字射线检测系统可应用的厚度是10~40mm;采用1级补偿时,可应用的厚度范围是7~40mm。
3)更好些,应补充7mm作为典型厚度,完成检验试验。
[例2]某钢的电弧熔焊平板对接接头,母材厚度范围为6~32mm,原采用GJB 1187A—2001标准A级技术检测,评定是否可采用ISO 17636-2:2013标准规定的A级技术检测。
解:
(1)基本分析判断 对本例,按照前面关于等价技术级别评定的讨论,只要分析数字射线检测技术标准技术级别的规定,是否达到原胶片射线照相检测技术标准技术级别规定的要求,就可以做出评定结论。
(2)胶片射线照相检测技术标准关于不清晰度控制分析 为做出等价技术级别评定结论,主要是给出胶片射线照相检测技术标准关于检测图像不清晰度的控制要求。
按照前面叙述,从胶片射线照相检测技术标准关于最小源到工件表面距离的规定、最高透照电压的规定,确定胶片射线照相检测技术标准关于几何不清晰度、胶片固有不清晰度的控制。然后按照一般理论确定总的不清晰度。
本例按
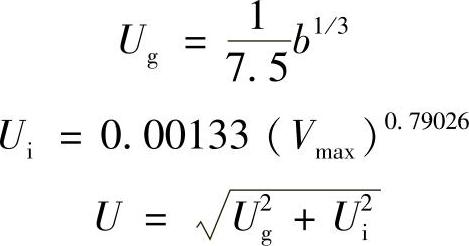
计算(因ISO 17636-2:2013标准关于总的不清晰度采用的是平方关系)。
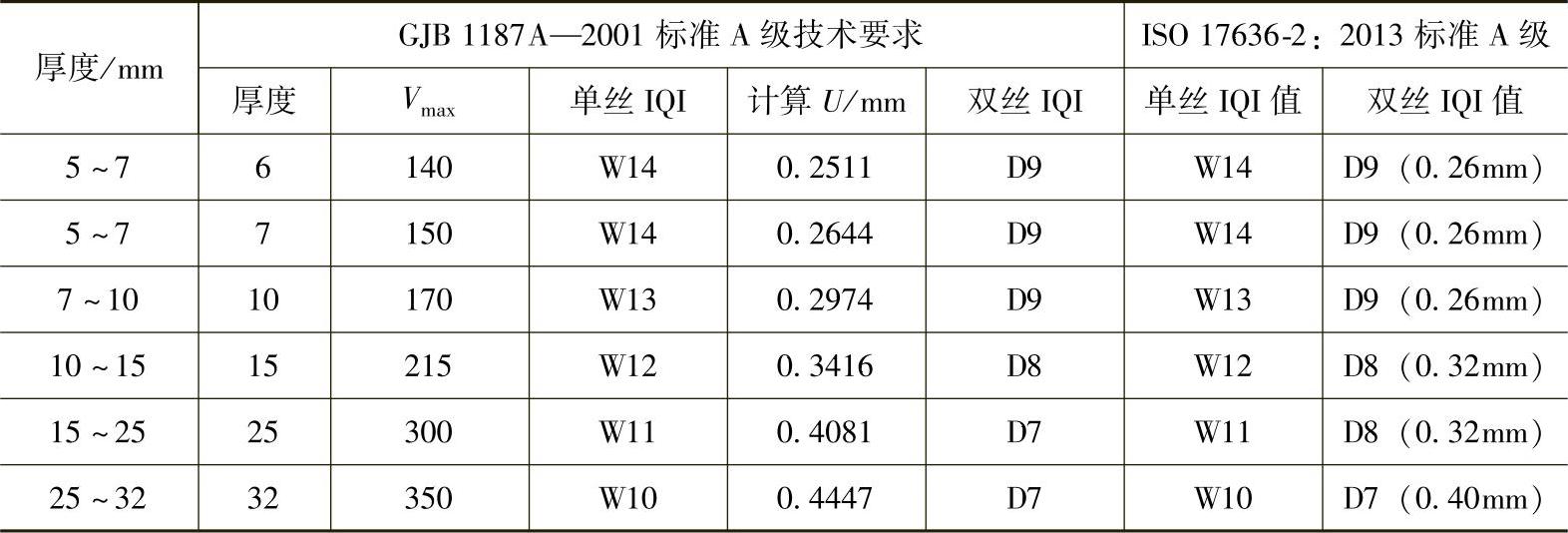
(3)标准规定比较 对比数字射线检测技术标准与胶片射线照相检测技术标准A级技术检测图像的常规IQI值和双丝IQI值的规定,按厚度形成规定比较见表6-8。
(4)分析评定 分析表6-8的各厚度段数据可见,数字射线检测技术标准A级技术检测图像的常规像质计值在整个厚度范围要求,与胶片射线照相检测技术标准的要求相同,关于双丝像质计值的规定,除在最小厚度6mm略低于胶片射线照相检测技术标准的控制值(0.26mm与0.25mm)外,其他厚度段均不低于胶片射线照相检测技术标准的控制值,因此可认为,可以采用数字射线检测技术标准ISO 17636-2:2013规定的A级技术替代原采用GJB 1187A—2001标准A级技术的检验。
表6-8 标准A级技术检测图像规定比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。