



1.数字化过程
图像增强器输出屏上给出的可见光图像,需要经过光学系统、视频摄像系统和后续的A/D转换,才能获得数字检测图像。
应用中的图像增强器与光学系统和视频摄像系统结合在一起。光学系统将图像增强器输出屏的可见光图像成像到视频摄像系统物镜上,视频摄像系统可将图像分解成一个个像素,(结合A/D转换)完成该图像的数字化,并把获得的数字检测图像传送给图像显示与处理部分。由于采用的光学系统具有很高的空间分辨率(例如,物镜中心在50Lp/mm的空间频率时,其MTF(调制传递函数)值不低于50%,目镜中心在60Lp/mm的空间频率时,其MTF值不低于50%),因此它不会降低图像增强器获得的图像的空间分辨率。但对于视频摄像系统,如果空间分辨率低,则可能降低图像增强器获得的图像的空间分辨率。
可见,所得到的数字化图像的空间分辨率将受到两方面因素的影响。一是在形成可见光图像过程中,输入屏不清晰度的影响。二是视频摄像系统数字化采样过程的影响(也就是它的像素尺寸或采样间隔的影响)。由于目前工业应用的图像增强器输入屏的不清晰度较大(一般认为在0.3mm左右),因此它成为控制图像增强器系统空间分辨率(不清晰度)的主要因素。也即,可近似认为图像增强器输入屏不清晰度为图像增强器系统的固有不清晰度

即对图像增强器系统可写为

相应地有
 (https://www.xing528.com)
(https://www.xing528.com)
这决定了用常规射线源构成图像增强器检测系统难于获得较高空间分辨率检测图像。
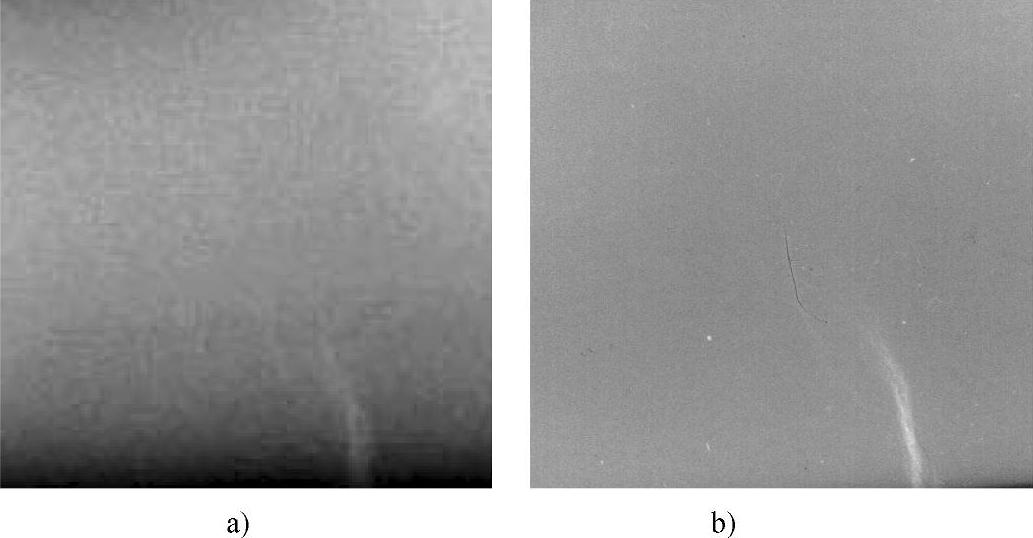
图5-13 铸造缺陷(收缩偏析)的检测图像对比
a)图像增强器技术 b)RT技术(AA400)
2.应用
目前工业应用的图像增强器输入屏的不清晰度一般认为在0.3mm左右,对于常规焦点的射线源,系统很难达到较高的空间分辨率。一套很好配置的工业图像增强器间接数字化射线检测系统,其系统的最高空间分辨率约为3.5Lp/mm(X射线机焦点尺寸为0.4mm,采用最佳放大透照布置),因此在检测缺陷时与胶片射线照相技术存在差距。这限制了它在要求较高空间分辨率方面的应用,但在不要求较高空间分辨率的检验中可以很好地应用。图5-13是同一铸造缺陷(收缩偏析)的检测图像对比。
为了获得高空间分辨率,主要的技术途径是采用小(微)焦点射线源、性能好的图像增强器和适当的放大倍数。另外,应用中重要的是严格控制散射线。如果采用微焦点射线源和很高的放大倍数,也可以获得很高的空间分辨率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。