



检测图像常规像质计灵敏度指标设计,可利用胶片射线照相检测技术建立的细节(缺陷)图像与常规像质计图像显示之间的关系进行。运用它们可完成一般缺陷检验的常规像质计指标设计。下面给出的是可使用的主要的关系式。
1.气孔与线型像质计可识别性关系式
式中 d——线型像质计可识别最细金属丝直径,单位为mm;
l——线型像质计金属丝有效长度(7.6mm);
dQ——球孔(或气孔)直径,单位为mm;
F——形状因子,F=0.79。
此关系式一直列在ASTM E747标准的附录中。当孔径与板厚相等时,转化为线型像质计与阶梯孔型像质计的可识别性换算关系。
2.未焊透、裂纹可检验性与线型像质计可识别性关系式
利用矩形缝细节的可识别性公式与丝形细节可识别性公式,可给出未焊透、裂纹缺陷可检验性与线型像质计灵敏度的关系。
对于未焊透缺陷,一般可假设θ=0,则有近似关系式
对于裂纹,常用的一种简单情况是:θ=0、W<<U,这时上式可进一步近似为(https://www.xing528.com)
式中 d——可识别的线型像质计金属丝最细直径;
U——射线照相技术总的不清晰度;
l——矩形缝深度方向的高度(未焊透深度);
W——矩形缝的宽度(未焊透间隙宽度)。
对裂纹应用时应注意的是:此式仅适用于延伸方向与射线透照方向相同的裂纹,式中的W应取为矩形缝的1/2,近似自然裂纹的开裂断面形状。矩形缝各参数的意义如图4-24所示。
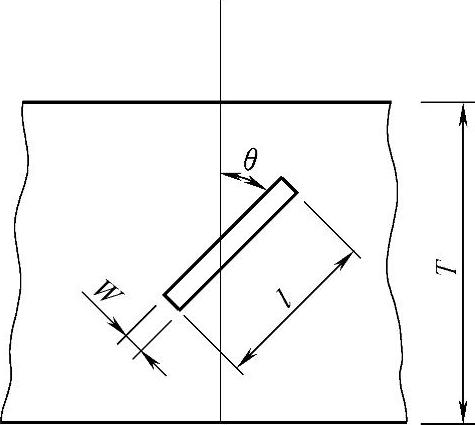
图4-24 矩形缝各参数的意义
3.线型像质计与平板孔型像质计的可识别性关系式
这里所用的T、H分别代表平板孔型像质计的板厚度和孔直径。
设计时,首先选定需要使用的缺陷显示与常规像质计显示的关系式,然后依据缺陷尺寸计算出应识别的常规像质计细节尺寸。对计算得到的常规像质计细节尺寸,一般需要进行数据的规范处理,即将计算得到的数据转换为技术标准规定的数据。从保证缺陷检验角度,一般都是转换为最接近、更严格要求的数据,以这个数据作为缺陷检验技术要求的数据。这样,就确定了需要的检测图像常规像质计指标。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。