



双丝型像质计是一种特殊的像质计,它只用于测定射线检测的不清晰度(也就是测定检测图像的空间分辨率)。
1.双丝型像质计的样式和结构
双丝型像质计的样式如图2-22所示。图2-23是双丝型像质计的实物图片,它的基本结构是以一定间距平行放置的一系列丝对。像质计中的丝对由直径相等、丝的间距等于丝的直径的两根丝组成。这样的一系列不同直径的丝对,按一定间距封装起来,并加上适当的标记构成了双丝型像质计。丝的材料应是铂、钨等对射线具有高吸收特性的物质,丝径的值和允许的偏差都有严格的规定。表2-8列出的是有关标准关于双丝型像质计的尺寸和对应的不清晰度值的规定。
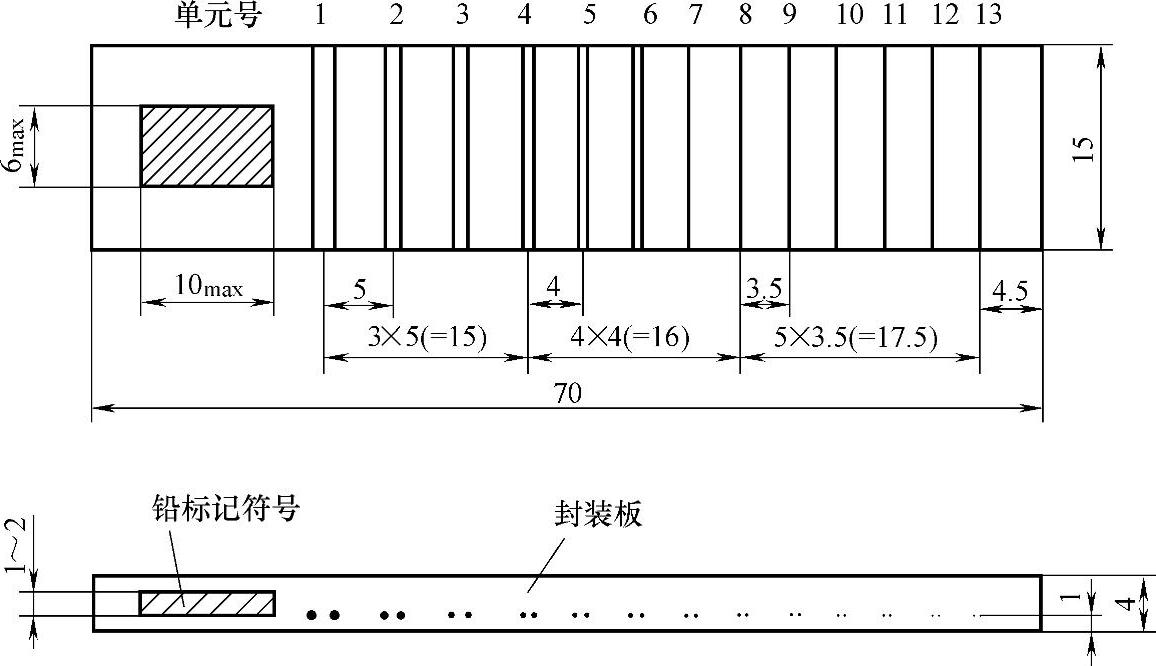
图2-22 双丝型像质计的样式(圆形断面)
图2-23 双丝型像质计的实物图片
表2-8 双丝型像质计的不清晰度 (单位:mm)
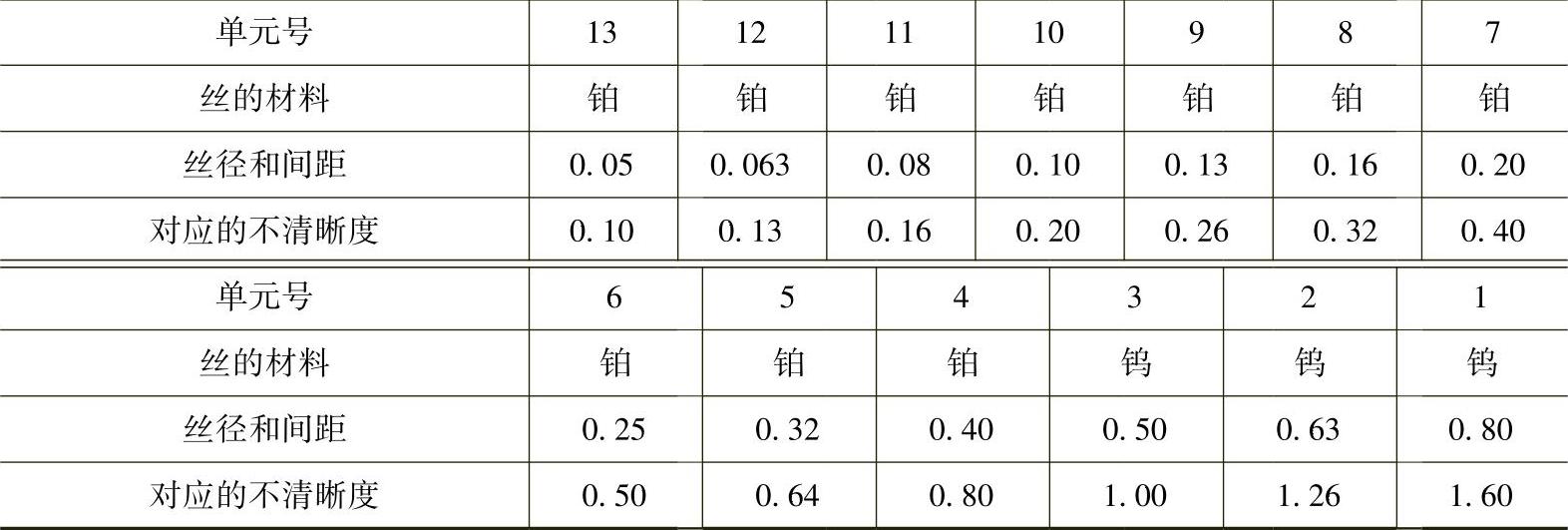
注:在不同的标准中,关于丝径、间距、对应的不清晰度的值等规定与表中相同,但对单元号的规定可能不同。
2.双丝型像质计的使用
采用双丝型像质计测定射线检测的不清晰度时,双丝型像质计应按采用的透照布置放置在被检验工件源侧表面或探测器侧表面,与工件同时透照。由于在不同方向不清晰度可能不同(特别是数字射线检测技术中),因此应考虑双丝型像质计的放置方向。(https://www.xing528.com)
采用双丝型像质计测定射线检测的不清晰度时规定:采用目视直接观察时,以不能区分成丝对的各对丝中直径最大的组判定不清晰度(准确的测定,应从调制传递函数确定)。这时有
U=2d (2-8)
式中 d——该丝对中丝的直径。
从不清晰度值可按下面关系给出对应的空间频率值(单位为“线对/毫米”,记作“Lp/mm”):

即,测定的线对值R与测定的不清晰度值U(单位用mm)的关系如下:

比较准确时,以获得的双丝像质计灰度轮廓图确定。这时,通过软件可得到如图2-24所示的双丝型像质计灰度轮廓图,从图中找到第一个双丝轮廓中间幅度降低不超过20%的丝对,按它同上确定射线检测的不清晰度(准确时以双丝轮廓中间幅度降低恰为20%的丝对确定)。例如,图2-24中为D8(见右图)。不同标准规定了更准确的确定不清晰度的方法。
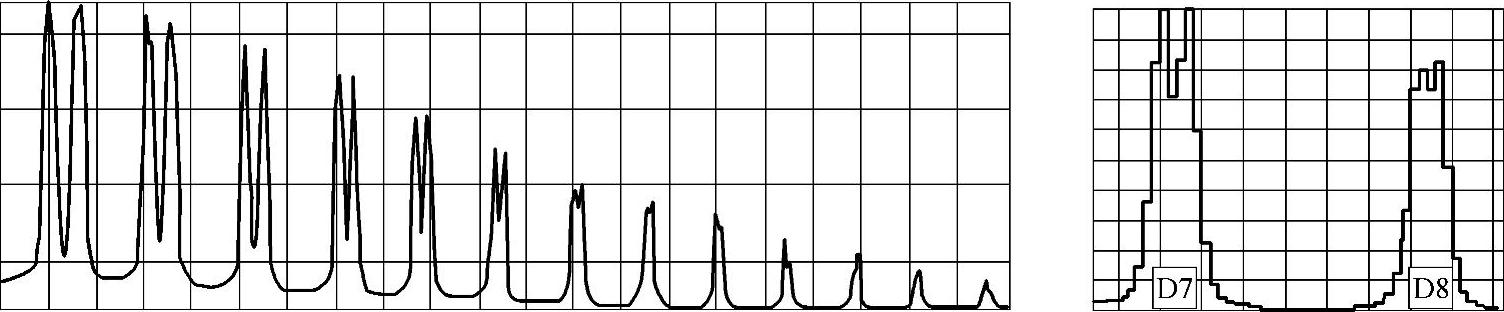
图2-24 双丝型像质计灰度轮廓图
使用中应注意的是,目前设计的双丝型像质计只适用于X射线管电压不高于400kV检测情况的测定(ASTM E2007标准认为,满意结果只能是不超过250kV),这主要是因为吸收对比度的降低将影响给出判据的准确性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。