



1.校正面的选择
消除转子的不平衡,使其处于平衡状态的操作,称为平衡校正。平衡校正是在垂直于转子轴线的平面上进行的,该平面称为校正平面。
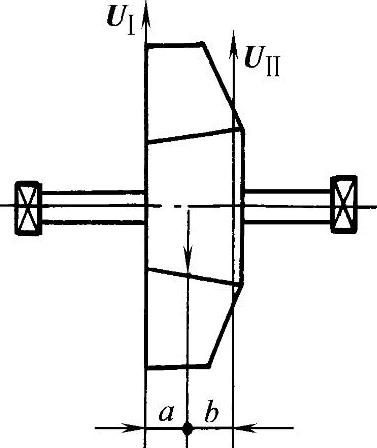
图9-11 单向平衡
(1)单面平衡 校正面最好是在重心所在平面内进行,以减少偶不平衡。若在这个平面上不能校正,一般应在位于重心所在平面两侧的两个平面上进行。如图9-11所示,设被测不平衡量为U,换算在校正平面Ⅰ、Ⅱ的校正分量为UⅠ、UⅡ,则

(2)双面平衡 可选择叶轮外侧与轴线相垂直的两个校正平面内校正其不平衡。
为了减少在平衡操作中所花费的时间和劳力,应设法减少校正量,在可能的条件下,尽量增加校正面的距离和校正半径。
2.校正方式(https://www.xing528.com)
校正方式有两种,一是用焊接、铆接、螺纹连接等方式加配质量;另是用砂轮磨削等方式去除质量。
对不同的转子结构,可按下述方式及要求进行校正。
1)对焊接结构叶轮,采用焊接方式配重,配重块材质应与被焊母材相同,其厚度不得超过被焊母材的厚度。用与焊接叶片相同的方法满焊在叶轮轮盘(盖)外侧面上,配重块四周应倒角,外形要美观,施焊之后不得有裂纹存在。
2)对铆接结构叶轮,采用铆接方式配重。将配重块边缘倒角后,用铆接方法固定在叶轮轮盘(盖)外侧面上。铆钉的材质、直径及数量(数量不可少于两个,并留有一定间距)应通过强度计算加以确定。
3)对铸造结构的叶轮和带轮,当使用螺钉固定钢板作为配重时,螺钉的材质、直径及数量(数量不可少于两个,并留有一定间距)应通过强度计算加以确定。螺钉紧固之后必须采取防松装置,以防止配重块的松动和脱落。
4)当叶轮所需加配质量很少时,允许在不平衡质量的位置上,用砂轮磨削去重,当遇有影响焊缝或铆钉强度时,应避开焊缝及铆钉头部位置。磨削深度不得使轮盘(盖)厚度小于图样中的允许值,被磨削表面不得出现局部退火现象,磨削表面与原始表面应光滑过渡,不应出现突棱。
5)校正质量(配重)块的数量在同一校正平面不得超过两块,两块相互间的相位差不得大于90°,配重块的外缘离叶轮盘(盖)外边缘的最小距离不得小于10mm。
6)校正质量不得采用其他浮着物(如涂厚油漆)进行补偿而影响工件的自身平衡精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。