



1.两卷具
两卷具是折边类附件最基础的附件,主要用于布料的折边,能提高工效,保证质量。两卷具折边形式见图16-1a,卷具立体示意图如图16-1b所示。
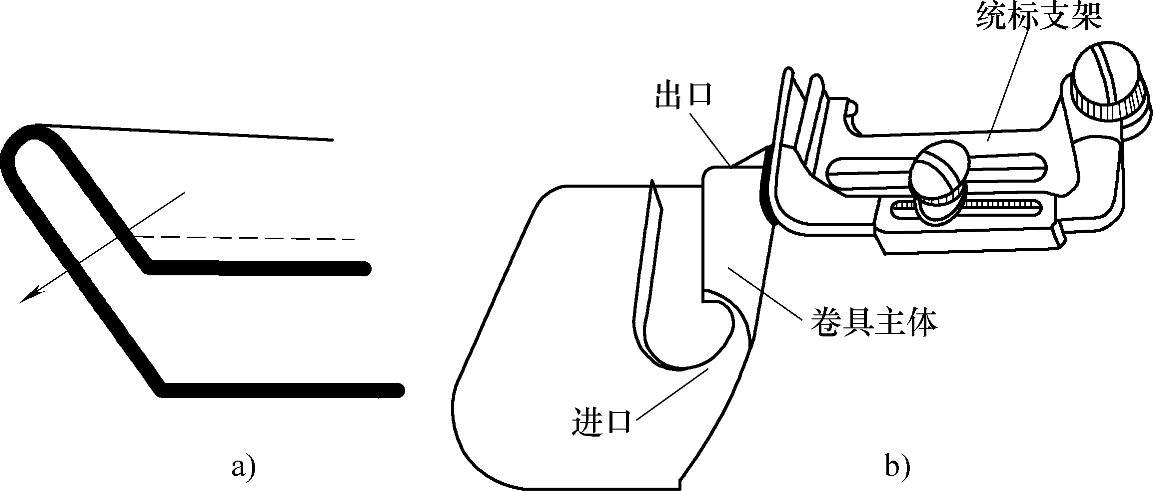
图16-1 两卷具
制作两卷具的材料为0.5~1.2mm厚的铁皮或铜皮,成形后镀铬,具体尺寸可根据折边宽度F而定,卷具主体展开图如图16-2所示。设E=6(δ为布料厚度),则

B为任意数,一般缝直边时可大些,缝拐弯折边时宜小些。
两卷具主体加工顺序,对应参见图16-3:
1)按钣金展开图下料。
2)按图中虚线折边,第一次折边线必须紧贴尖角根部,以保证卷具出口尺寸。
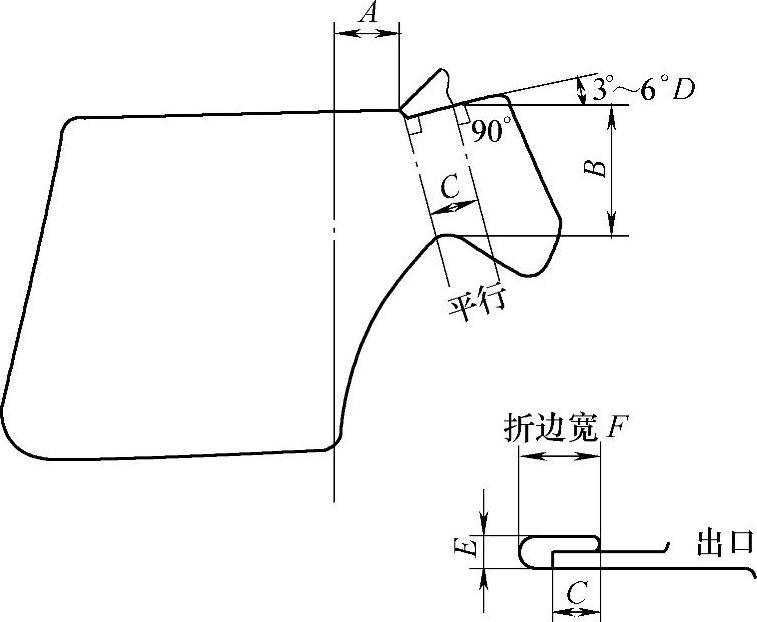
图16-2 卷具主体展开图
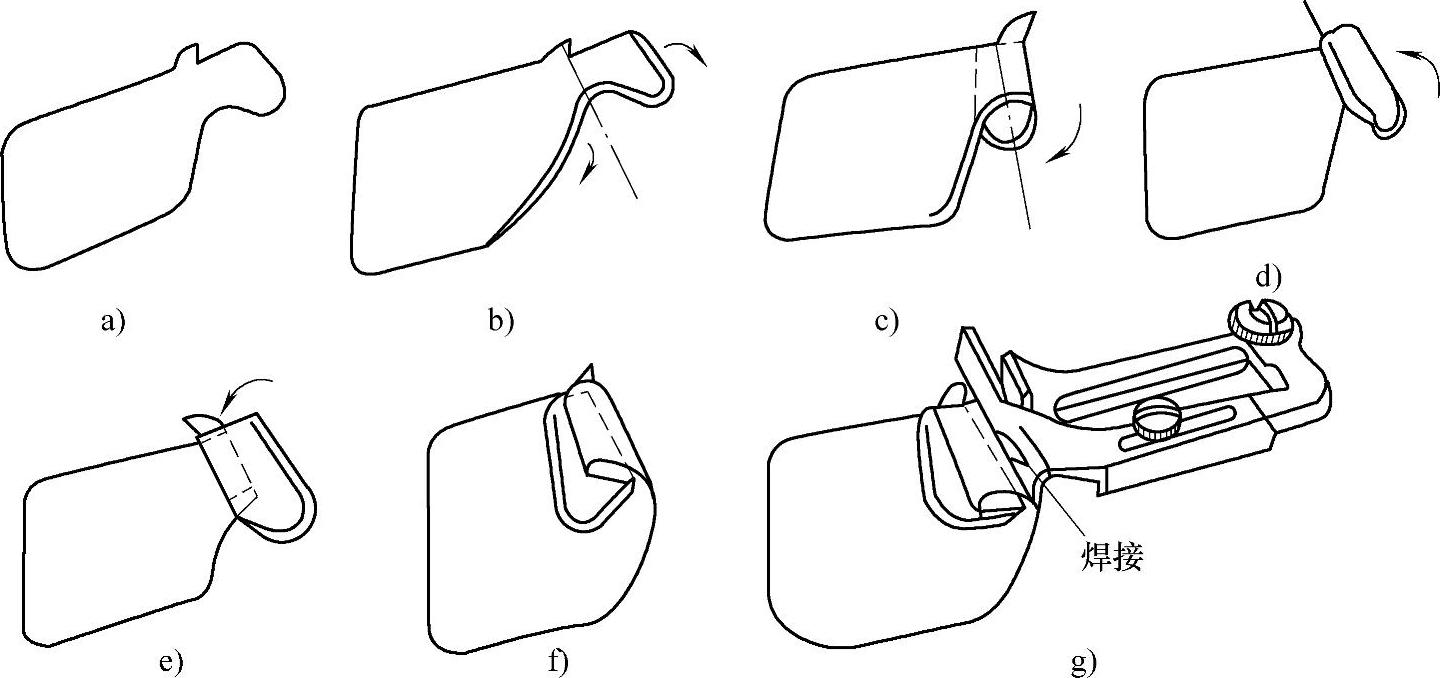
图16-3 两卷具主体加工
3)按图示箭头方向卷折。
4)按图示箭头指向继续卷折。
5)按图示箭头指向完成卷折。
6)左手持钳,手向上转动钳子,右手托板大拇指,配合左手转动,顺边勒出一圆滑弧度。
7)按图示位置焊接。
各部弯曲处均应圆滑,最后进行整体抛光。
2.装饰条卷具(双线)
装饰条卷具是在各种衣裤上缝制装饰性布条的专用工具,其存条卷边形式见图16-4a,卷具外形示意图见图16-4b。
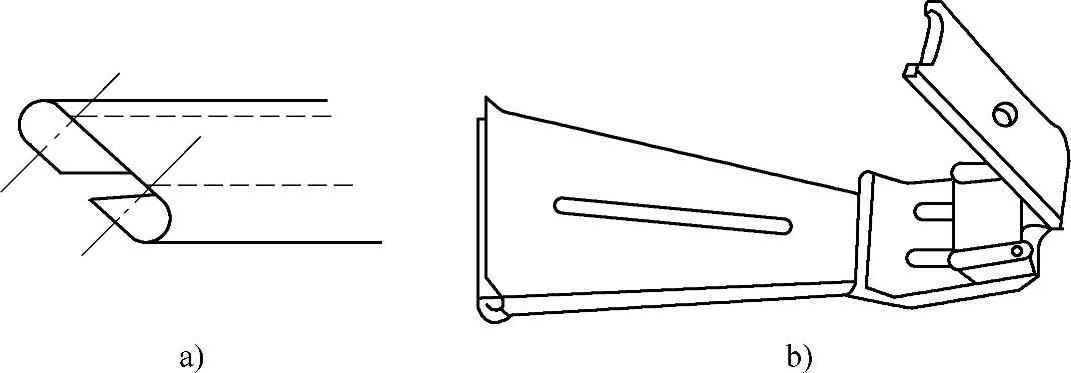
图16-4 装饰条卷具
这种卷具可根据产品工艺要求,设计不同宽度的装饰条,其主板和压片的尺寸,可参照表16-2所列数据。
表16-2 装饰条卷具的主板和压片尺寸数据(参见图16-5) (单位:mm)

该卷具钣金展开图如图16-5所示,其材料可用0.8mm左右的铜皮。
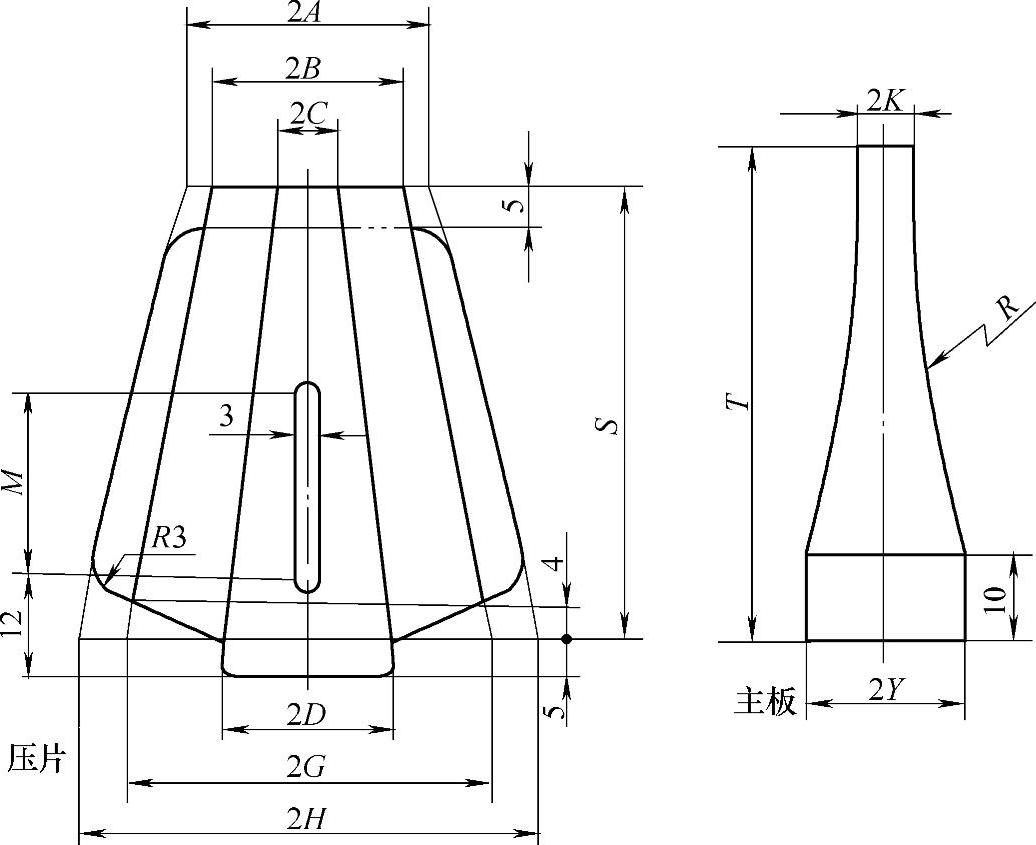
图16-5 卷具钣金展开图
主板加工是该卷具制作的关键。该卷具尺寸较小,弯折各部位置一定要用模板夹持敲曲。夹持时,模板边缘要与板材画线平齐。模板尺寸:厚2mm;宽(小头)=2B-1,宽(大头)=2G-1,长度应适当。加工顺序如下:
1)按钣金展开图下料。
2)按图16-6a、b所示箭头方向弯折虚线外部分。
3)用木鎯头轻轻敲打(见图16-6c)使主板略呈扁形,出入口尺寸应符合要求。
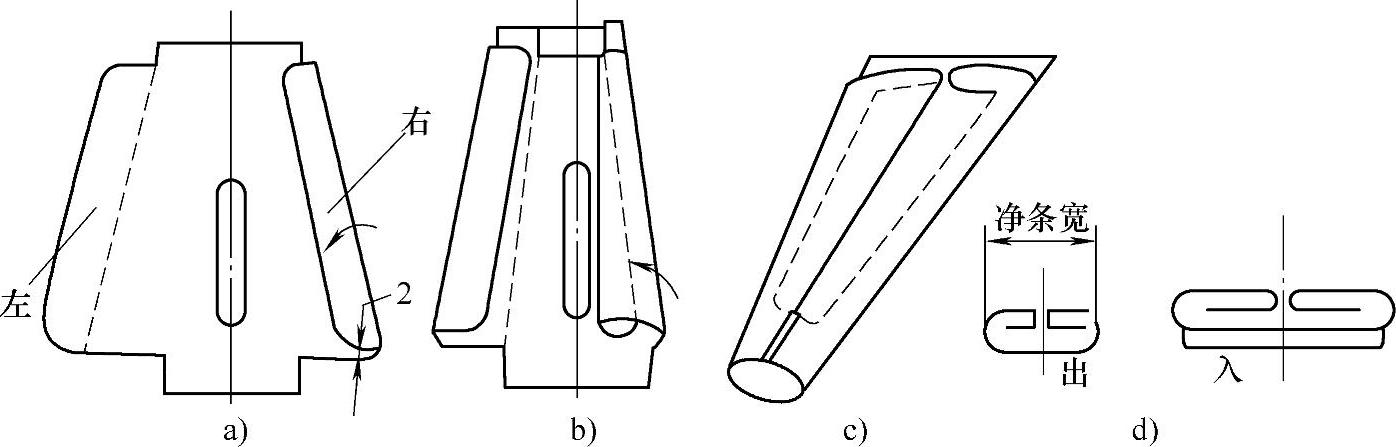
图16-6 主板弯折
4)按图16-7制作压片。
5)将压片套入主板筒(见图16-4b),进行焊接。
6)将卷筒和压脚焊接在一起(见图16-8),要求卷筒出口端距压脚底面0.5mm,该出口与压脚准确对称。
3.三卷具
三卷具是指在缝制上衣下摆时,用来将布料卷成图16-9a所示形状的附件,其外形示意图见图16-9b。(https://www.xing528.com)
三卷具一般用0.8mm厚的铜皮制作,其主、副板钣金展开图如图16-10所示。
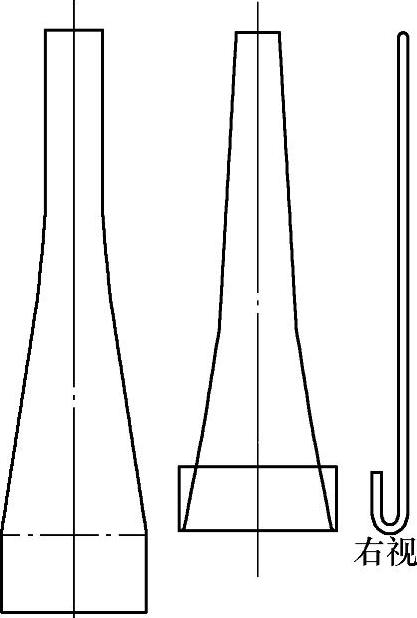
图16-7 制作压片
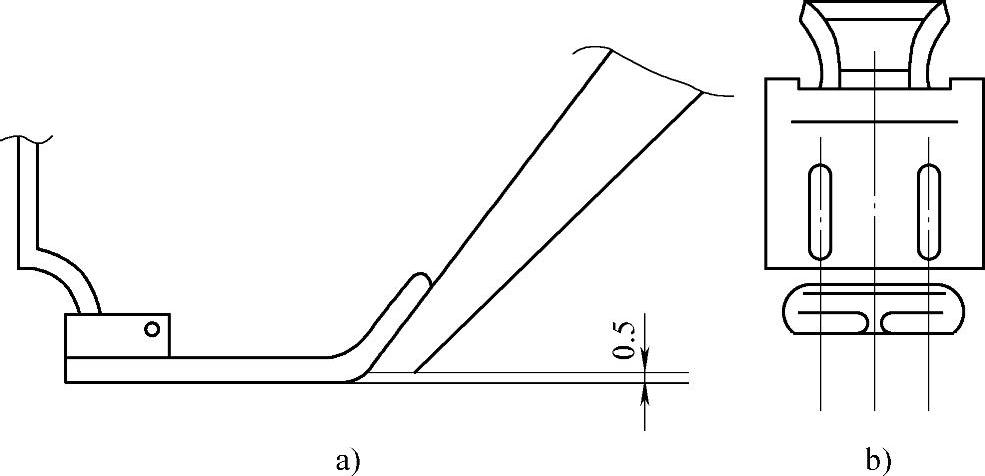
图16-8 卷筒和压脚焊接
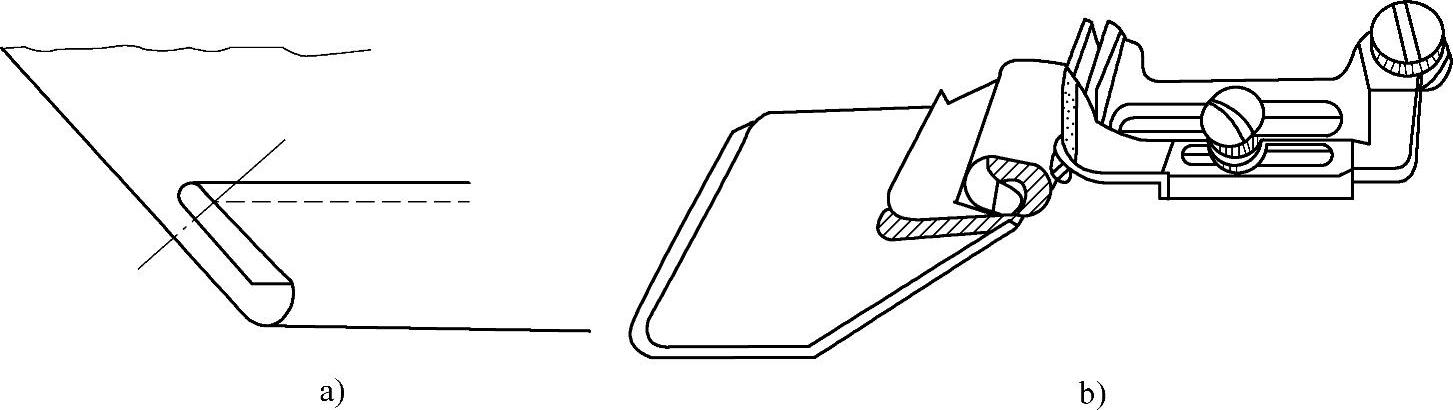
图16-9 三卷具
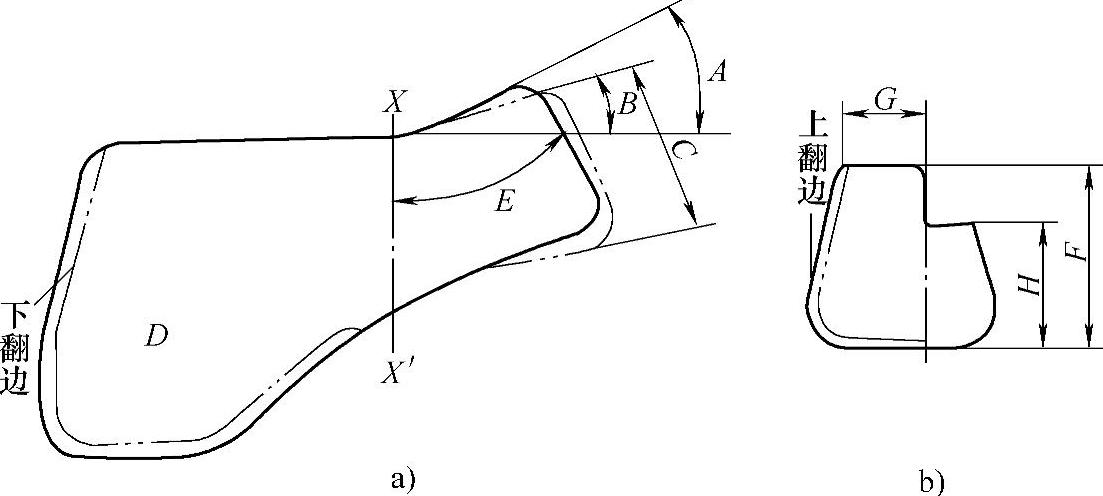
图16-10 主、副板钣金展开图
图中A角是缝中、厚料用尺寸,B角是缝薄料的尺寸。当缝料需拐弯时,应尽量缩短C,D部起托住布料的作用,可根据卷具主要尺寸决定其大小,H=2F/3,G=2E/3。
三卷具制作程序如下:
1)按主、副板钣金展开图下料。
2)弯曲主板头部,如图16-11所示。先将头部在ϕ4金属棍上敲曲,如图16-11a虚线以右部位;再将头部在ϕ8mm的金属棒上敲曲,如图16-11b虚线以右部位;在图16-11b形状的基础上将头部进一步弯曲成图16-11c的形状。此时,主板头部前口尺寸如图16-11d所示。
3)副板弯曲。在ϕ4mm金属棒上按副板展开图中心线部位进行弯曲作业,成形如图16-12所示。
4)将主、副板焊接。如图16-13所示,先在图示部位垫上三倍于布料厚的平面物,然后照图示部位堆焊成卷边主件。焊接后,主、副板内空间隙两边应相等。
5)将卷边主件焊在支架上(见图16-9),也可以用1mm左右的铜片做支架。
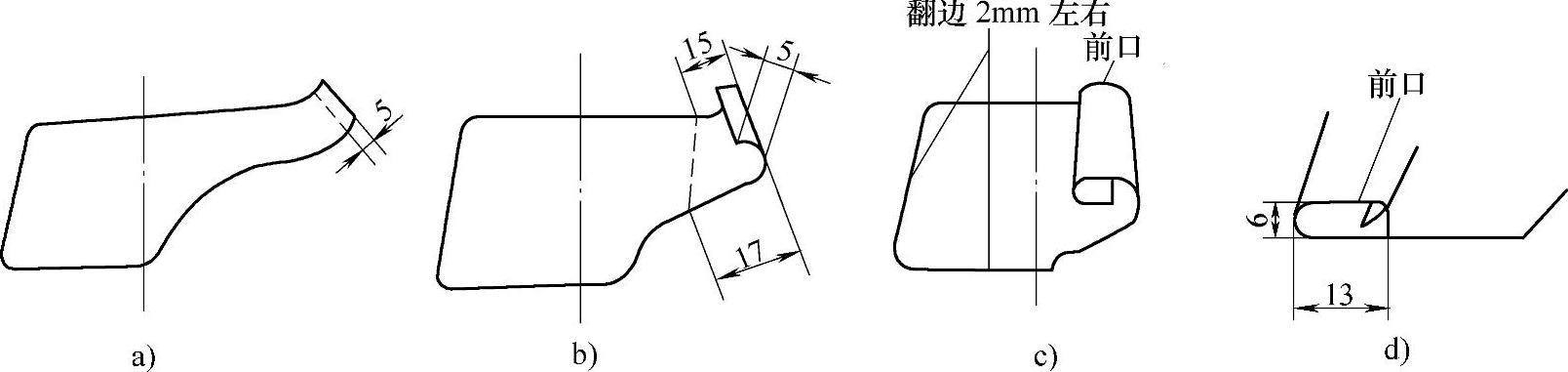
图16-11 弯曲主板头部
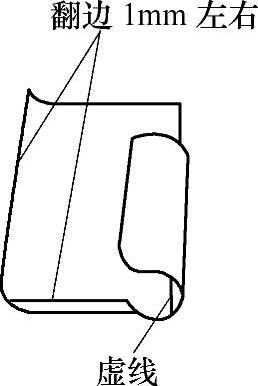
图16-12 副板弯曲
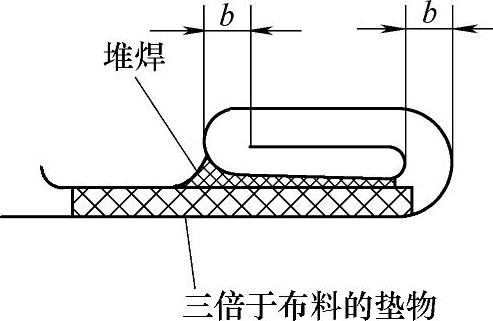
图16-13 主、副板焊接
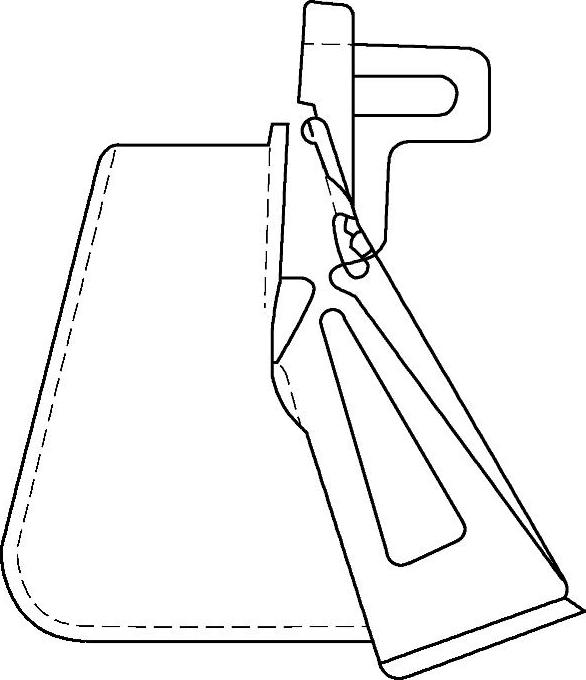
图16-14 四层卷具
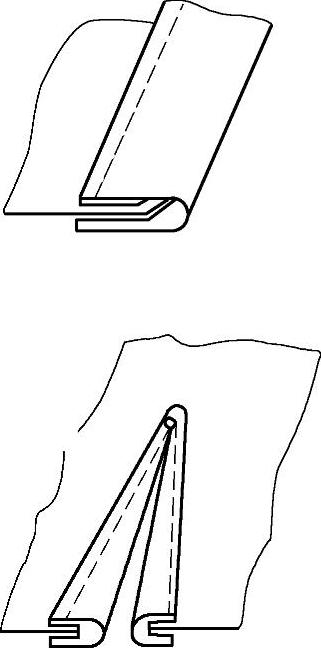
图16-15 布料缝制后的形状
4.四层卷具
该卷具适用于衬衫的袖叉成形、睡衣领口成形、外套及裙子下摆等有关缝制附带条的缝纫工序。其外形示意图见图16-14,布料缝制后的形状见图16-15。
四层卷具钣金展开图如图16-16所示,常用0.4mm不锈钢皮或铜皮制作。
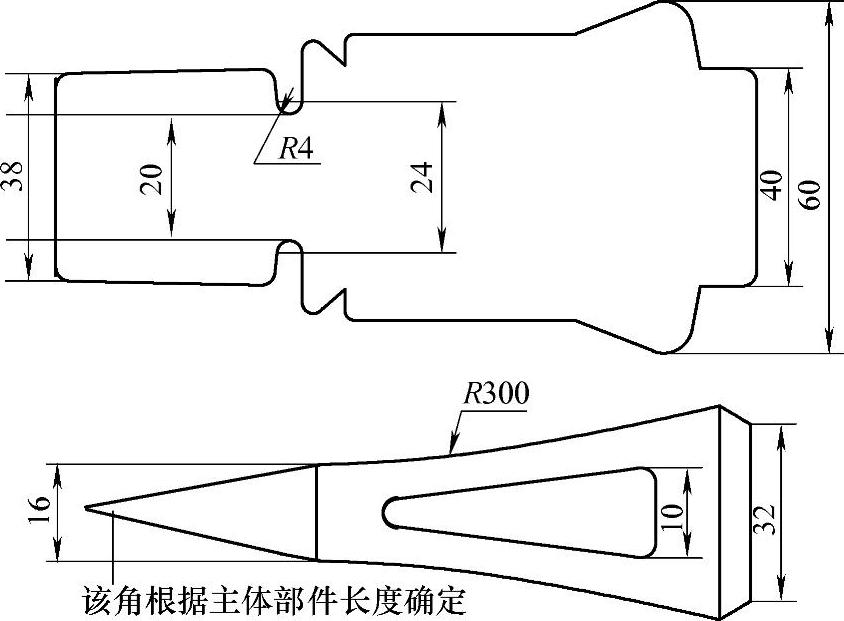
图16-16 四层卷具钣金展开图
制作程序如下(见图16-17):
1)在板材上划线,在裁剪有弧度处时剪刀不应停,以保证弧度光滑。
2)各部位卷曲,应保持表面光滑,不出现凸凹形状。
3)在进行图16-17b顺序弯曲时,应垫入一层帆布,以保证卷曲后钢皮之间的间隙。
4)将插板制好后,放入立体内部时,其尖部应位于主体出口处的中心。
5)附件成形后焊接时,焊锡不应流入附件内部。
6)主体与布料托板、安装架焊接时,应注意主板的布条出口处与机板面平行。
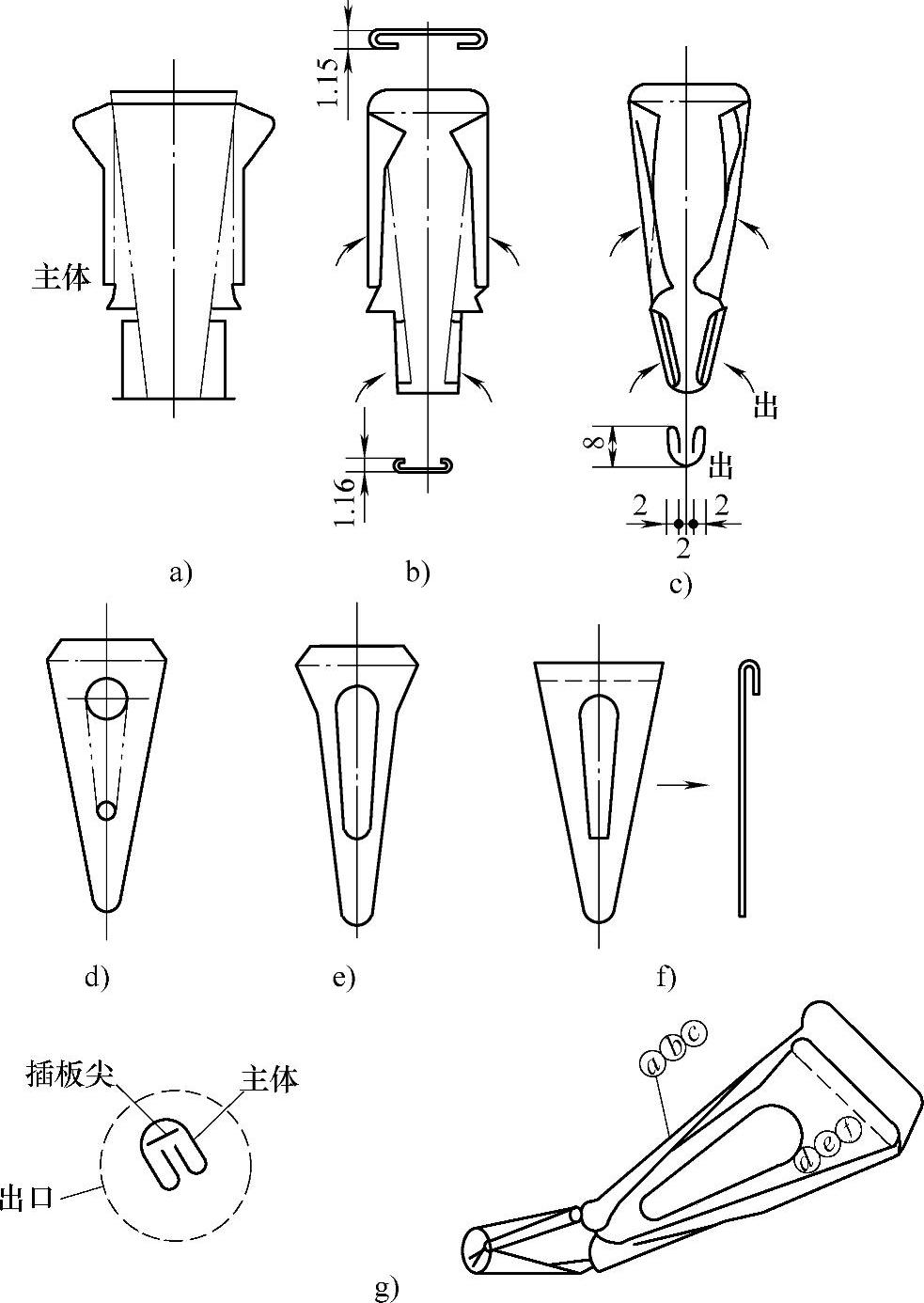
图16-17 四层卷具制作
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。