



【摘要】:同径管的对接常用于电冰箱、空调器的制冷循环系统维修中对压缩机工艺管(纯铜管)加长,以及大型制冷设备的驳管。即使用油手和脏手套触摸焊接部位也会影响焊接质量。焊接前先把需对接的两根管道的其中一根用打喇叭口胀管器按要求胀管,将另一根管道插入已胀管的管道内,要插到尽头。焊接前要做好清理工作,特别是管接头的清理。严禁在制冷系统内有制冷剂时进行气焊操作,以免造成爆炸等不良后果。
曲折缝机是在普通梭缝缝纫机的基础上增加针杆摆动机构组成的,这里仅介绍包括针杆摆动的针机构。
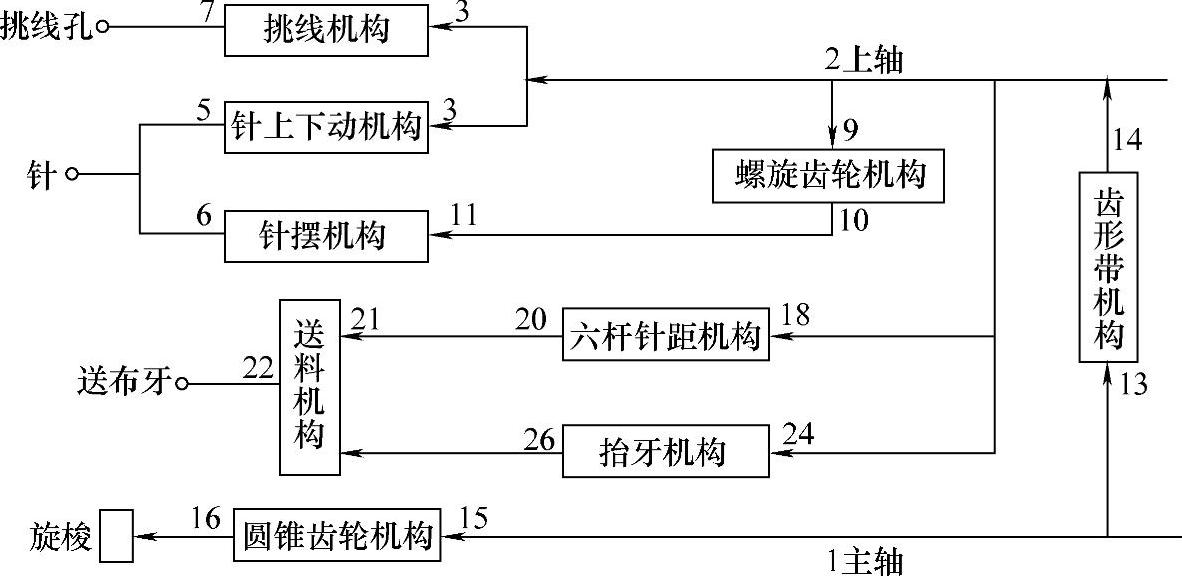
图15-3 曲折缝机传动路线
注:件号同图15-2。
日本DP-3型曲折缝缝纫机为针杆摆幅可调的机型。图15-2为该机的结构简图,图中1为主轴,通过同步带传动使上轴2减速一半转动。针杆机构如图15-4所示,缝纫机的上轴一方面通过曲柄1、连杆2使针杆在摆动杆3的滑槽中往复移动,另一方面经一对交错斜轴齿轮使轴4转动,5为长度可调曲柄,再经针杆传动连杆6,使带有针杆的摆动杆3绕轴7作与送料方向垂直的摆动。这样缝纫时与其他机构配合就可形成曲折形的锁式线迹。
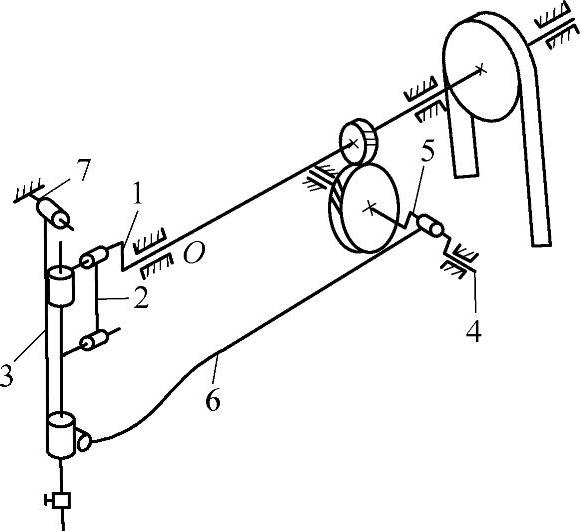
图15-4 曲折缝机的针杆机构(https://www.xing528.com)
1—曲柄 2—连杆 3—摆动杆 4、7—轴 5—长度可调曲柄 6—针杆传动连杆
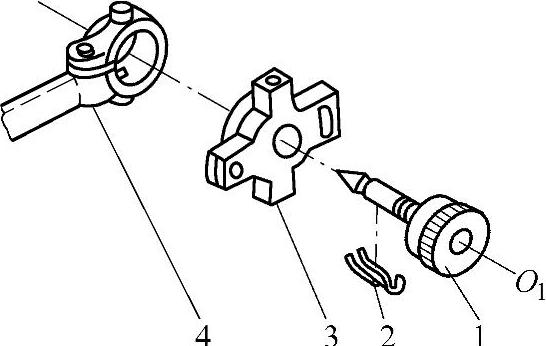
图15-5 针杆摆幅调节件
1—芯轴 2—卡簧 3—偏心件 4—传动连杆
针杆摆幅的调节是通过旋转针杆摆动器的调节芯轴1进行的(见图15-5),芯轴的轴心线O1始终不变,轴上带有卡簧2,随轴一起插在偏心件3的孔中,使孔的中心线偏向卡簧一侧,而偏心件的偏心外圆又插在传动连杆4的孔中。传动连杆4与偏心件3的相对转动中心线是偏心圆的圆心线,偏距值与卡簧造成的偏距值大小相等,长度可调曲柄5(见图15-4)的长为两偏距的几何和。当卡簧与偏心距都位于芯轴线的同侧共线时,长度可调曲柄5最长,针杆摆动幅度最大;当旋动芯轴1使卡簧与偏心距位于芯轴线的两侧共线时,长度可调曲柄5长度为零,针杆不再摆动,这时就与普通梭式机没有区别了。所以可调摆幅的曲折缝纫机用途更广一些。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。