



1.机针的定位
华南牌GL-6101型、重机GB641型撬边机的机针定位,如图14-16所示。机针的前后位置,以机针正确安装在载针体上为基准,机针应从针板A部的针槽正中通过。调节时,可转动带轮,使针到达左极限位置,旋松载针体上的紧固螺钉,移动载针体至机针处在针板A部的针槽正中时,旋紧螺钉。
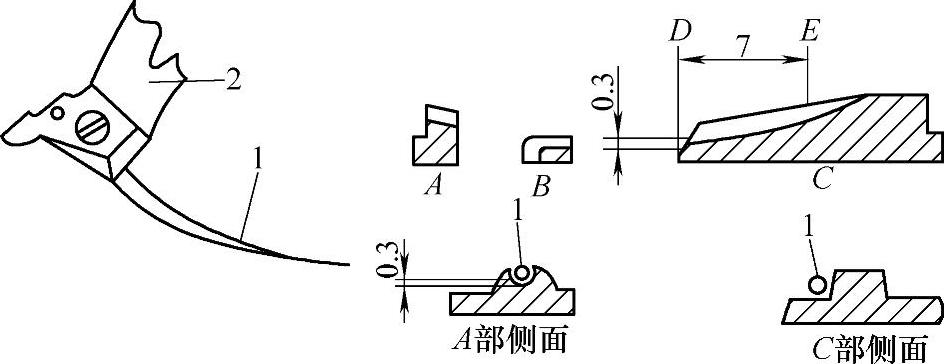
图14-16 机针的定位
1—机针 2—载针体 A—针板左部 B—针板中部 C—针板右部 D—针板右部的左端 E—右针槽中部
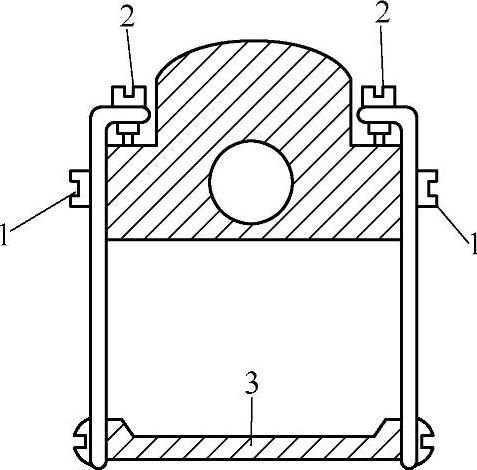
图14-17 针板高度的调整
1—紧固螺钉 2—调节螺钉 3—针板
当机针的前后位置确定以后,先转动带轮,使机针到达左极限位置。此时,机针在图左侧针板A部针槽中央通过,并与针槽底部有0.3mm的间隙;再转动带轮,使机针抵达针板B部,轻微触及B部的表面;再转动带轮,使机针到达针板C部的D点,机针不触及针槽的前侧,并与针槽底部有0.3mm的间隙;当机针到达针槽E点时,机针应触及针槽的前侧与底部。
上述配合位置,可通过调节针板的高低位置来达到。如图14-17所示,旋松紧固螺钉1,用手旋动调节螺钉2:顺时针方向旋动,针板下降;逆时针旋动,针板上升。当确定了正确位置之后,即旋紧紧固螺钉1。
机针针尖的运动范围如图14-18所示。当机针到达左极限位置时,为上部止点,针尖与针板A部的右端面平齐,为机针的运动起始点;机针摆到右极限位置时,为下部止点,针尖突出于针道右侧平面部分1mm。机针运动量的调节方法,如图14-19所示:先将机针摆到左极限位置上,从机头上面的小孔内伸进螺钉旋具,旋松偏心球安装螺钉,然后卸下机头左侧罩板,从机器前面左右旋动偏心球螺钉,右旋,机针运动量增大;左旋,运动量减小。偏心球的偏心量为2mm。
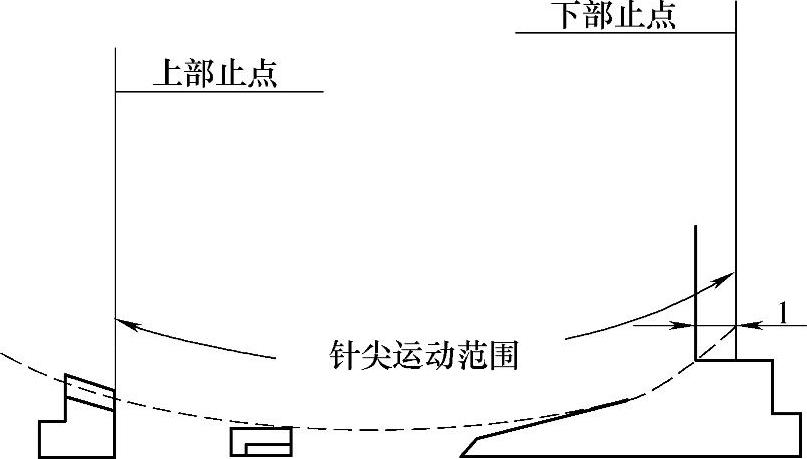
图14-18 针尖运动范围
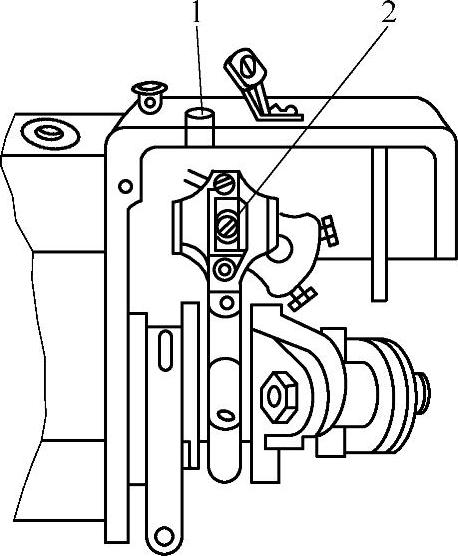
图14-19 机针运动量的调节
1、2—螺钉
胜家6SS撬边机的机针定位,如图14-20所示。机针在左极限位置时,针尖与针板槽内侧面平齐;机针在右极限位置时,针尖距针板右侧边缘的2mm。机针的运动量调整,也通过调节偏心球来进行。
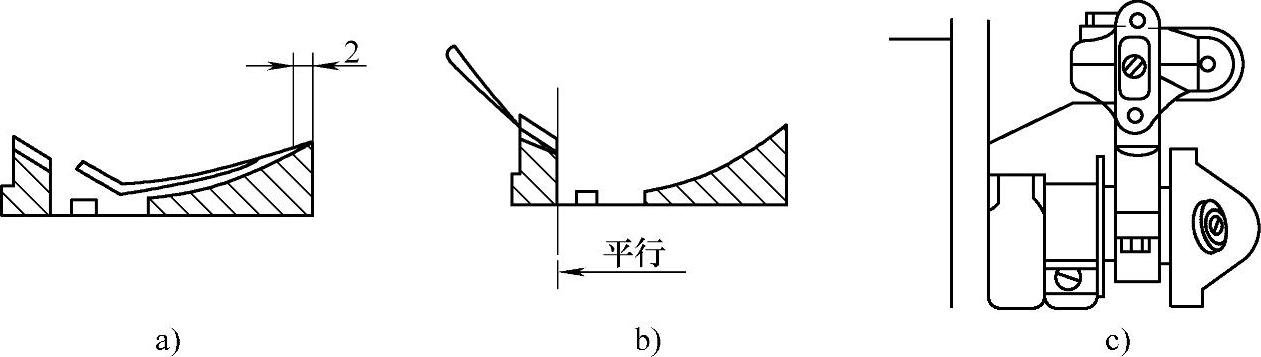
图14-20 胜家6SS撬边机的机针定位
2.线钩的定位及调节
线钩(成圈叉)放入其载针体的组装眼的最底部,使线钩的根部平面与组装眼的平面紧密接触,并紧固螺钉。当线钩在右极限位置上与机针相遇时,如图14-21a所示,线钩上的长叉爪与机针上的针孔相距2mm时,与机针交叉并轻微地触及于针的上面(短叉与机针之间要有间隙),为线钩左右位置的标准。此距离过大或过小,都会引起跳针;当机针在左极限位置与机针相遇时,如图14-21b所示,机针应从线钩叉口的中间通过。线钩的前后位置,是机针自左向右运动时,应插进线钩上的线环内的位置。若线钩位置靠前,则机针插不进线环内,从线环后边滑过去,就出现跳针;若线钩位置靠后,则机针碰上线钩,会引起断针。
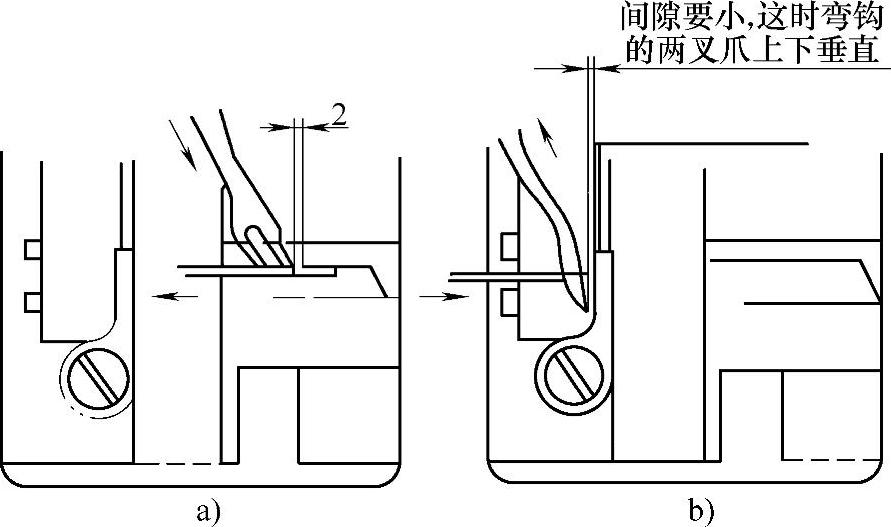
图14-21 机针与线钩的配合
线钩正确位置的调整,如图14-22所示。其左右位置调节,是通过偏心套左右移动来进行的:转动带轮,使线钩在右极限位置与机针相遇,旋松偏心套紧固螺钉,左右拉动偏心套,使线钩长叉爪与机针孔相距2mm,然后旋紧紧固螺钉。线钩高低位置的调节,是通过旋转偏心套来进行的,线钩在钩针线环的位置上,碰针或距针较远时,松动机头外壳左侧的偏心套的紧固螺钉4,旋转偏心套,使线钩长叉爪尽可能接近但不要碰擦机针。线钩摆到左极限位置时,长叉爪和短叉爪应上下对正。如果倾斜,应旋松万向联轴器紧固螺钉和固定螺母,转动载针体,以矫正线钩的倾斜。
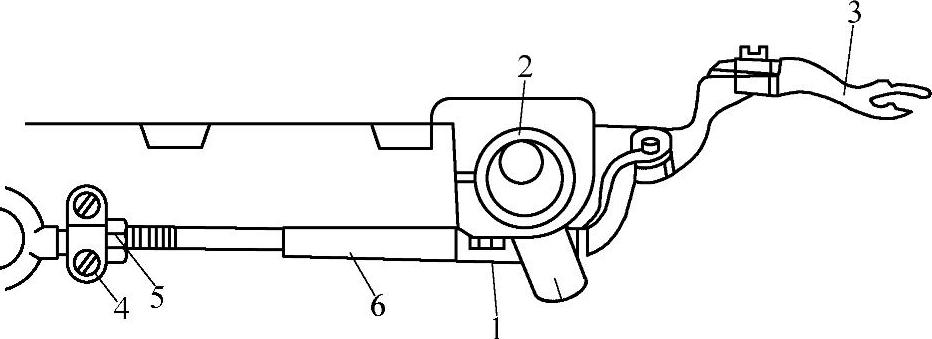
图14-22 线钩的调节
1—偏心套紧固螺钉 2—偏心套 3—线钩 4—紧固螺钉 5—锁紧螺母 6—载针体
线钩前后位置的调节,通过载针体和万向联轴器的接合部的调整来进行:旋松万向联轴器紧固螺钉和固定螺母,顺时针方向转动载针体,线钩前移;反之,线钩后移,至机针从线钩线环内1mm处穿进线环时,旋紧万向联轴器紧固螺钉。
3.抬布轮的定位和调节
抬布轮位置是影响撬边质量的重要因素之一,其前后位置如图14-23所示。由于抬布轮摆动角度不同,其前后位置也不同。当抬布轮向前摆,机针向右摆,两者交叉相遇时:若如图14-12a所示,即机针从抬布轮缺口上边穿进缝料,则为跳缝线迹;若如图14-12b所示,即机针从抬布轮脊部穿入缝料,则为非跳缝线迹。缝非跳缝线迹时,抬布轮的前后标准位置为机针与抬布轮前侧的距离是5mm,如果抬布轮过于靠前,则不能产生跳缝线迹;如果抬布轮过于靠后,则缝制不跳线迹时,也会出现跳缝线迹。调节方法:先拨动跳缝旋钮,使“SKIP”向上,并对准机壳上的红点;再转动带轮,使机针右摆并和抬布轮交叉相遇,如果交替出现图14-12a和b所示两种情况,表明抬布轮的前后位置符合标准;否则,应旋松抬布轮曲柄抱合螺钉,前后扭动抬布轮,至其位置符合标准。
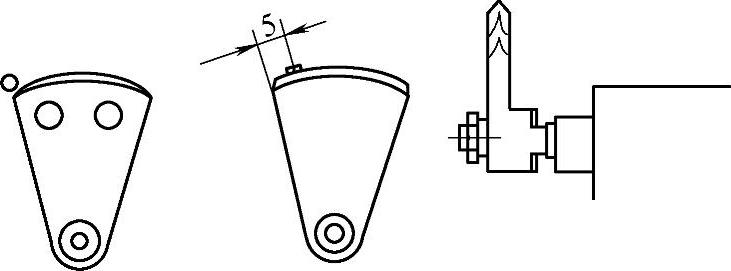
图14-23 抬布轮前后位置
抬布轮的左右位置,如图14-24所示。抬布轮应在针板中央沟槽的中心,偏左或偏右,扣环都不能正确压紧缝料,易出现缝料被机针顶到右边去或机针穿透度深浅不均等故障。抬布轮偏右时,可先旋松抬布轮曲柄上的抱合螺钉,向左移动抬布轮,使其处于上述中心位置,然后旋紧抱合螺钉;再旋松抬布轮挡圈螺钉,将挡圈右移,靠到抬布轴架上,至抬布轴既不左右窜动又摆动灵活时,旋紧挡圈螺钉。如果抬布轮偏左,调节法同上,方向相反即可。(https://www.xing528.com)
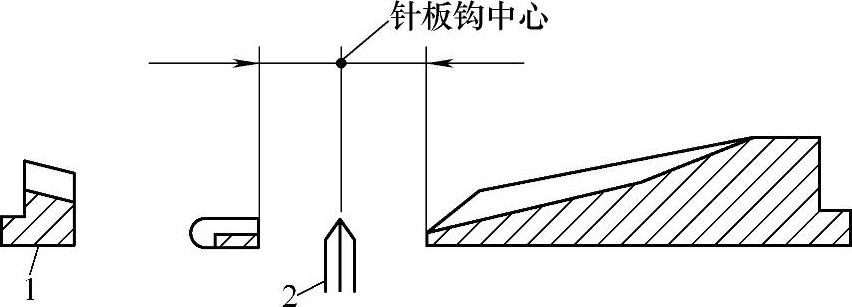
图14-24 抬布轮左右位置
1—针板 2—抬布轮
4.抬布轮与抬布偏心轮动作的配合
抬布偏心轮的定位,如图14-25所示。当机针尖从左向右摆动到抬布轮中心时,抬布偏心轮第一个螺钉与抬布连杆油孔的中心线左右对正(抬布轮应处于静态),作为抬布偏心轮定位的标准。若不符合该标准,则抬布轮与机针的动作会不协调。调整时,可转动带轮,使机针自左向右摆动,当针尖到达抬布轮中心时,旋松抬布偏心轮紧固螺钉,转动偏心轮,使其上的第一螺钉与抬布连杆油孔的中心线相对正,再旋紧抬布偏心轮紧固螺钉。
抬布偏心套定位标准:当机针针尖自左向右摆到抬布轮中心时,抬布偏心套上的缺口与抬布连杆油孔中心线左右对正(图14-25)。若不符合此标准,会出现抬布轮向前摆幅变小和抬布动作不正常等现象。调整时,可旋松主动小齿轮紧固螺钉,向右推移该小齿轮,使之与空转齿轮脱离,再转动大齿轮,至偏心轮缺口与连杆油孔中心线对正时,使主动小齿轮复位,与空转齿轮啮合,并旋紧主动小齿轮的紧固螺钉。
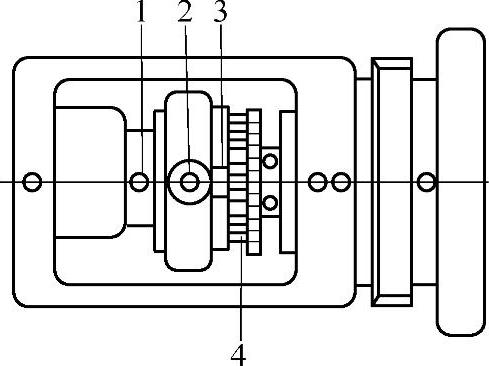
图14-25 抬布轮和抬布偏心轮的动作配合
1—抬布偏心轮第一个螺钉 2—抬布连杆油孔 3—抬布偏心套缺口 4—被动大齿轮
5.扣环的定位和调整
扣环的左右位置:扣环上的“Λ”形槽与抬布轮上的“Λ”形面相贴合,这样才能夹住缝料,否则,会出现撬边深度不均匀的情况。调位时,可旋松扣环紧固螺钉,左右移动扣环,使扣环“Λ形槽”和抬布轮Λ形面完全贴合,再旋紧扣环紧固螺钉。
扣环的前后位置:扣环前端应距机针2mm左右。扣环过于靠前,机针会碰扣环;过于靠后,会出现撬边深度不均匀、断针等故障。调整方法:旋松扣环座紧固螺钉,移动扣环座至扣环前端距机针2mm处,再放紧其紧固螺钉。
扣环压力大小,根据缝料性质来调节:缝质地紧密的硬厚缝料,压力大点好;缝松软缝料,压力小点好。压力调节法:顺时针方向旋动扣环压力调节螺钉,压力增大;反之,则压力减小。
扣环上与针板上的限位板作用相同,都是使缝料边在扣环中间的缝隙内前进,防止缝料左移。限位板过于靠左,缝料也过于靠左,则撬边线迹在缝料边的右侧;限位板过于靠右,缝料边也过于靠右,会导致缝不住缝料边。调节时,可松开两限位板上的螺钉,移动两限位板,至限位板右侧接近扣环缝隙的中心线处,旋紧限位板螺钉。
6.送料牙的定位
送料牙相对于针板面的高度,是通过送料牙调节钮来调整的。将调节钮朝“U”向扭转,送料牙升高;反向扭转,送料牙降低。送料牙的高低,根据缝料厚度、针距大小而定。缝长迹线迹时,将送料牙调高些,以防送料牙上升迟缓,导致压脚压不住缝料,使机针将缝料顶到右边去;缝短线迹时,将送料牙调低些,以防送料牙咬不住缝料,出现线迹短或缝料不前进等现象。
送料牙的前后位置,以送料牙紧固螺钉在其长空中间为标准。调整时,可转动带轮,当送料牙与压脚开始接触时,旋松紧固螺钉,前后移送料牙,使紧固螺钉至标准位置,再旋紧紧固螺钉。
7.压脚的定位
如图14-26所示,用膝部向右推动抬压脚杆,使压脚板与针板相距6mm,即为压脚的标准高度。此距离过大,抬压脚时操作费力;此距离过小,则缝料不便通过。调整时,可卸下机头固定螺钉,向前掀倒机头,旋松压力器轴止动杆紧固螺钉,向右推动抬压脚曲柄,至压脚板与针板相距6mm处,将压力器轴止动杆靠在机壳上,并旋紧其紧固螺钉。
压脚的压力,根据缝料性质来调节。缝硬厚料,压力可调大些,以免机针将缝料顶至右边;缝软薄料,压力调小些,以防送料牙咬伤缝料。调整法:顺时针方向转动调节螺母,拉簧拉力增大,压脚压力增大;反之,压脚压力减小。左、右两个压脚板的压力应相等。
压脚台与压脚的组装,不能有松动,但能自由、灵活地活动。压脚板下降时,其前端以固定螺钉为中心降下。左右压脚间的间隙常为1~1.5mm,两压脚板的高度应一致。否则,会压不住缝料,出现跳针或机针将缝料顶至右边等故障。压脚板应平行地接触针板,压脚板平面部中央的三条刻纹,用来防止缝料横向晃动。
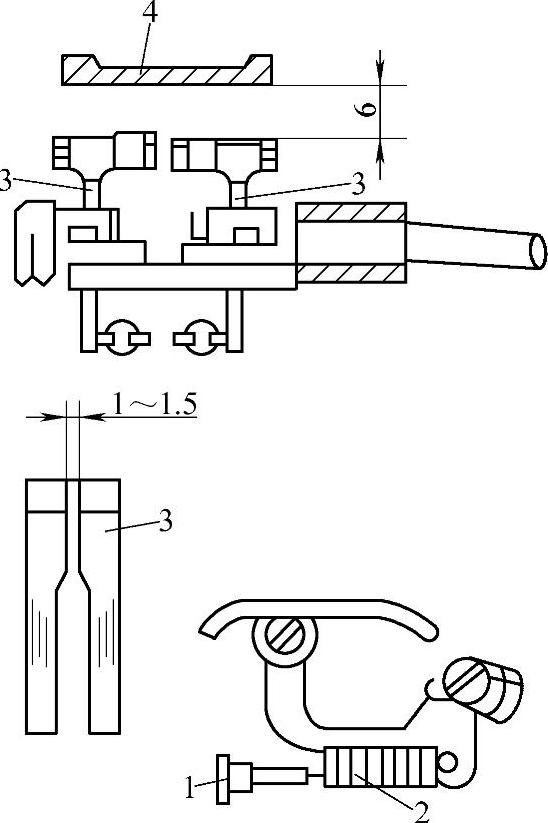
图14-26 压脚的定位
1—调节螺母 2—拉簧 3—压脚 4—针板
8.夹线器的调节
夹线器的标准浮动时间,是在针尖自右向左摆到抬布轮中心时,夹线板开始浮动;针尖再摆到针板左侧的右端面时,夹线板浮动终止。浮动时间过早,线迹收不紧,线浮在缝料上或被链状板挂断;浮动时间过迟,用棉线时易产生断线,用涤纶线时,缝料易起皱。
夹线器的浮动时间与浮动量的调节,如图14-27所示。调节浮动时间时,先转动带轮,使机针自右向左摆,至针尖摆到抬布轮中心时,再卸下机器前罩板,放松松线凸轮2的紧固螺钉1,用手转动松线凸轮2,至松线钉3刚开始向上顶夹线板时,即旋紧紧固 螺钉。
夹线器浮动量的标准:当下夹线板5浮动到最高点时,上、下夹线板4、5之间应有约1mm的间隙。调整时,可旋松夹线杆7的锁紧螺母6,逆时针方向转动夹线杆7,夹线板浮动量减小;反之,则浮动量增大。
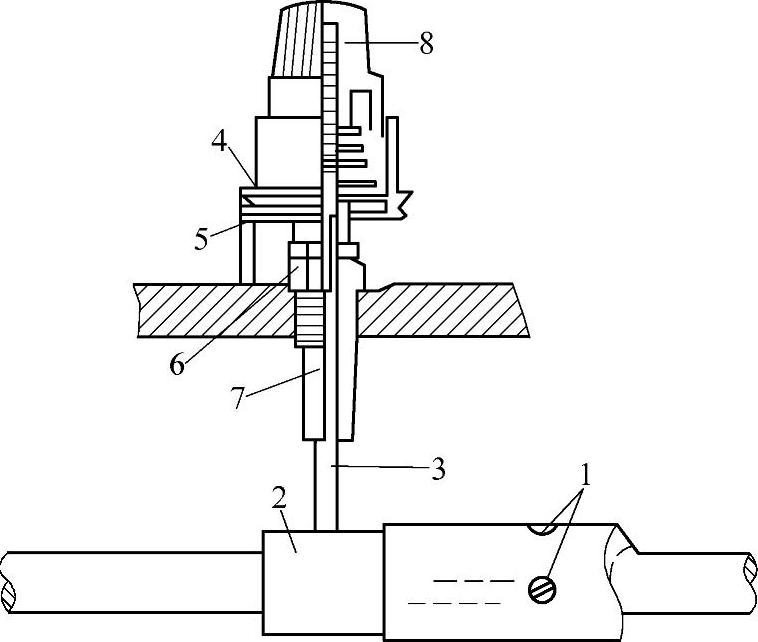
图14-27 夹线器的调节
1—紧固螺钉 2—松线凸轮 3—松线钉 4—上夹线板 5—下夹线板 6—锁紧螺母 7—夹线杆 8—调压螺母
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。