



1.缝线和机针的使用
撬边机的使用,决定于缝线、机针和操作者掌握撬边技术的熟练程度。
(1)缝线 撬边机所用缝线,通常由缝料而定。常用线为棉线50#~100#,化纤线50#~100#。
给机器穿线,如图14-10所示。一般缝线顺序通过过线环和夹线器,最后穿过针眼至针的下边,在针的末端保留约100mm的线;调整夹线器的张力,以适应于各种不同缝料的撬边。张力的松紧程度,以撬边时不浮线、不断线、不脱环为宜。
(2)机针 撬边机所用机针为弯针,各种撬边机所用弯针,见表14-1。针号根据缝料而定:8#~22#。
2.缝线张力的调整
缝线张力的大小,影响撬边的质量。张力过大,会产生断线;张力过小,会使线迹松浮。缝线与缝料结合紧密,线迹排列均匀,是最理想的线迹。要想获得最佳的撬边质量,就得适当调整缝线张力。这种调整,是通过夹线器来完成的:顺时针方向旋动夹线螺母,缝线张力增大;反之,张力则减小。
使用小针距时,缝线张力应稍大;使用大针距时,缝线张力宜适当减小。
3.撬边深度的调整
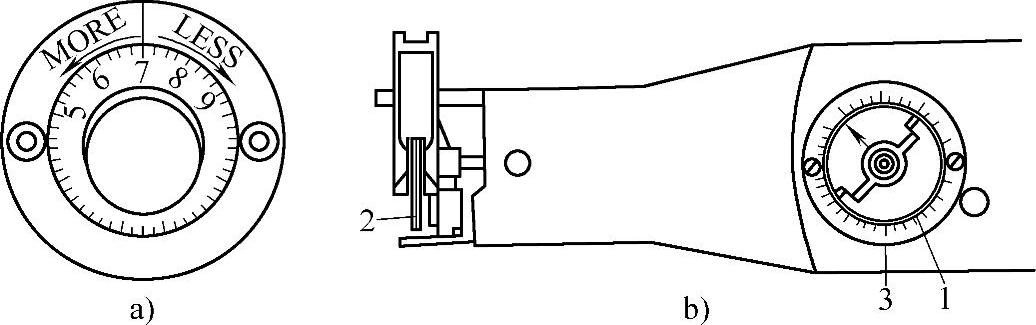
撬边深度应根据缝料的厚薄来调节:缝厚料时,撬边深一些好;缝薄料时,撬边浅一些好。调节方法如图14-11所示,掀起调节板(或手柄),顺时针旋动,抬布轮降低,机针穿刺减少,撬边浅;反之,逆时针旋动,抬布轮升高,撬边深。
4.跳针缝的调节
缝纫人造丝、尼龙、绒线、手织品等软薄织物,用跳针缝型(2∶1跳针距)较好;而缝纫厚料,则用一般缝型(1∶1跳针距)为好。
调节方法:华南牌GL6101型、BS101型、641型等撬边机,跳针手柄安装在机器的右侧,如图14-12a所示,需要跳针缝时,可将手柄往跳针指示牌所示“SKIP”方向旋尽,这样缝出的线迹,第一针缝住两层缝料,第二针只缝住上层缝料;反之,往“NO SKIP”方向旋尽,即缝一般线迹。飞流牌GK1-1型、胜家6SS型等撬边机,跳针手柄安装在机器的右手前,如图14-12b所示。将手柄推至指示板的(2-1)位置,为跳针缝,推至“1-1”位置,则为一般缝型。
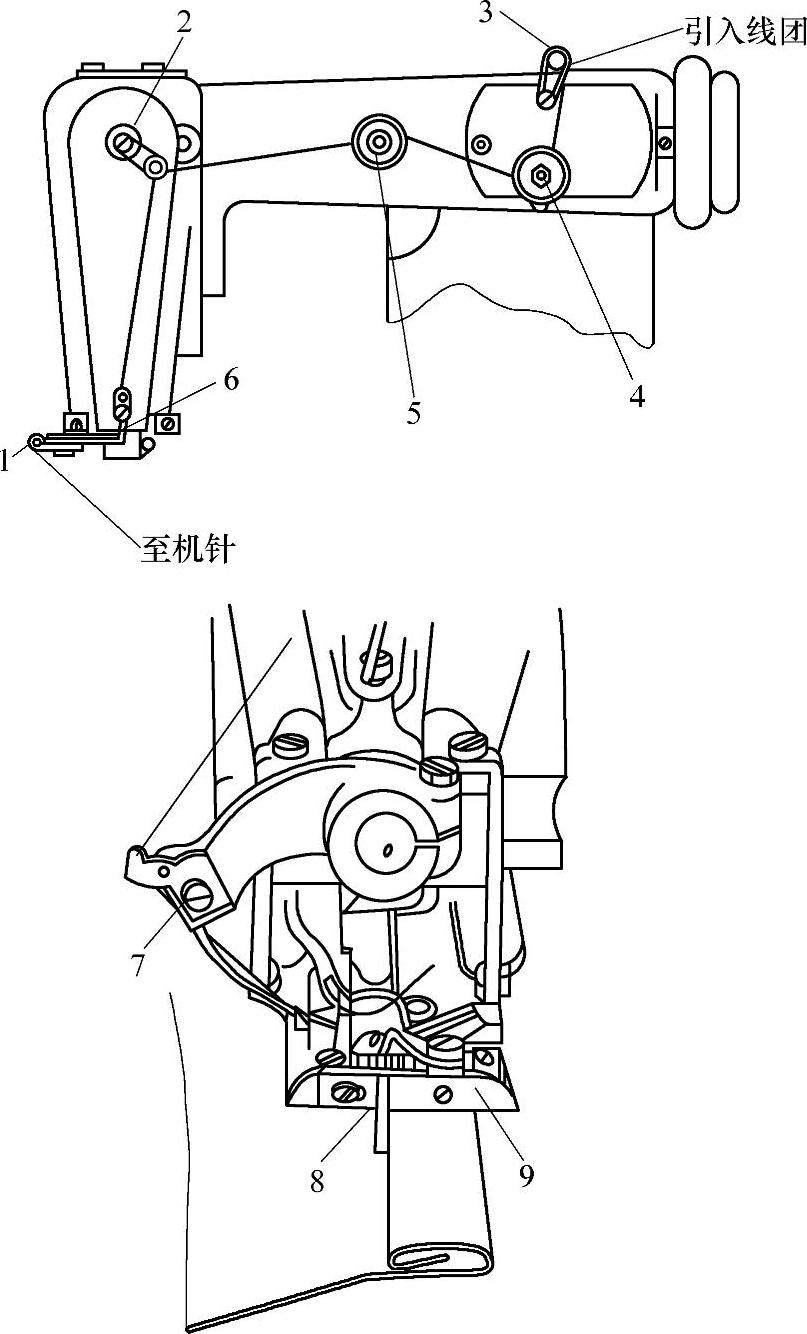
图14-10 穿线示意图
1—针夹 2、3、6—过线杆 4—夹线板 5—张力夹线器 7—针夹螺钉 8—导边器 9—压脚
5.针迹长度的调节
缝松软缝料,针迹长一点好;缝质地密的缝料,针迹短一点好。因此,针迹长度应按缝料的性质来调节。
 (https://www.xing528.com)
(https://www.xing528.com)
图14-11 撬边深度的调整
1—调节板 2—抬布轮 3—调节刻度盘
针迹长度可通过机头内的针迹调节器来调整。GK6101型、BS101型、重机641型撬边机针迹长度调整法,如图14-13所示。扳开顶盖板5,左手按下机头柱塞1,右手转动带轮4,当机内针迹调节器的缺口转到柱塞位置时,柱塞便向下,卡着缺口(能听到“的得”声响),继续转动上轮(可正转或反转),注视针迹距块上的数字3、4、5、6、7、8(表示1in内缝3针、4针、5针、…、8针),显然,“3”表示针距最大,而“8”表示针距最小。若选择1in 4针,那么当“4”转到针迹距指示片所指的位置时,左手便可离开机头柱塞,即得到所需的针迹长度。重机641型机针迹长度以数字1、2、3、4、5、6表示,数字越大,针迹越长。
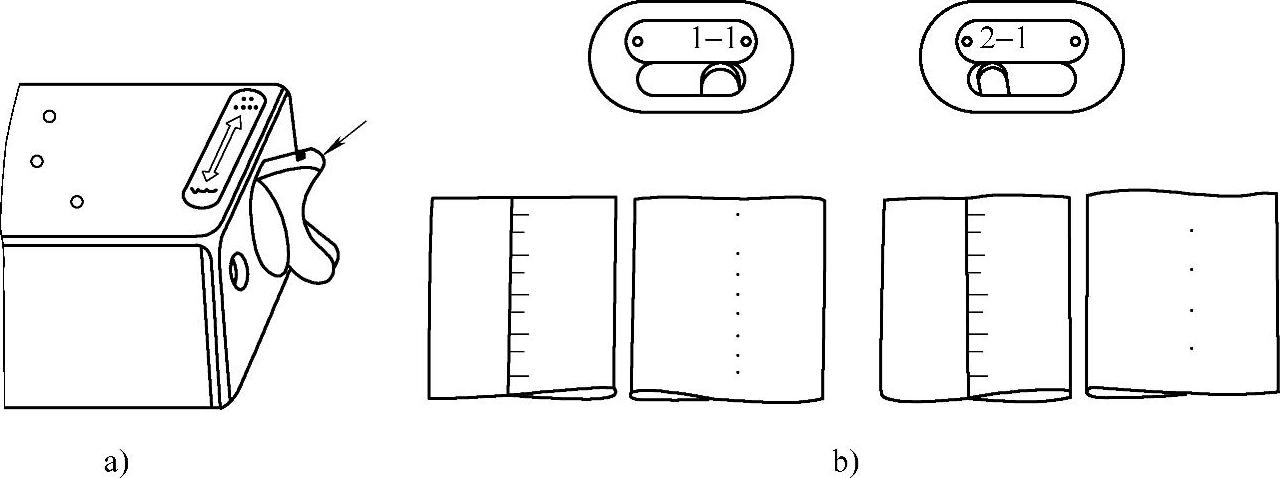
图14-12 跳针缝的调节
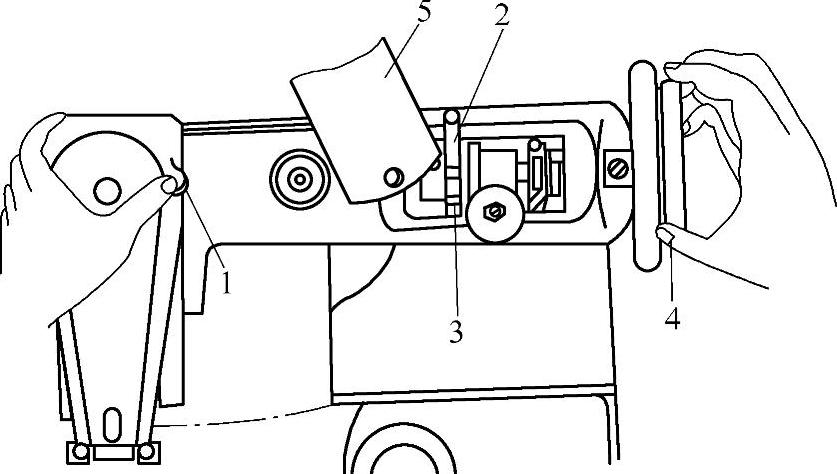
图14-13 针迹长度调整
1—柱塞 2—针迹距指示片 3—针迹距块 4—带轮 5—顶盖板
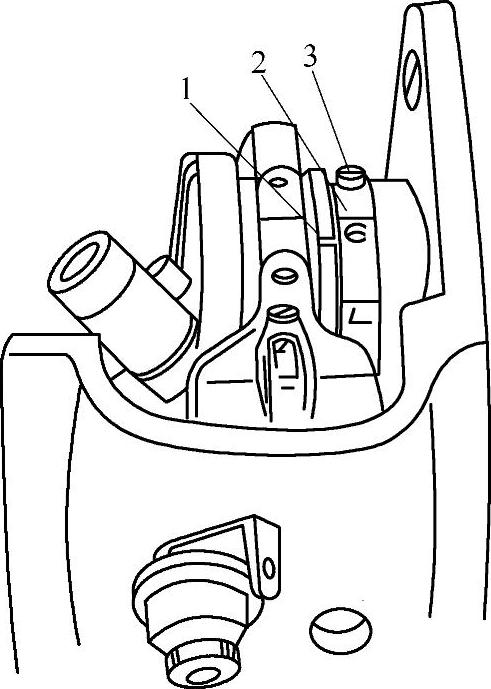
图14-14 GK1-1型、6SS型撬边机针迹长度调整
1—进针偏心接头标记 2—针迹距调节环 3—固紧螺钉
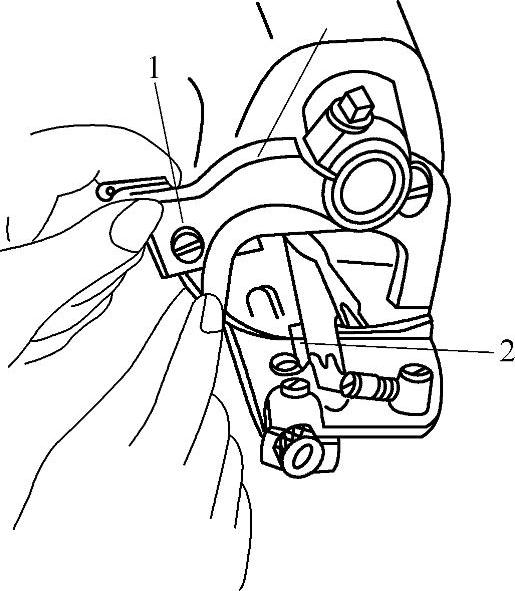
图14-15 机针的更换
1—针夹螺钉 2—导向装置
飞流牌GK1-1型、胜家6SS型撬边机针迹长度调整,如图14-14所示。取下针杆体边盖,旋松针迹距调节环固紧螺钉,调整调节环,握住进针偏心接头,转动带轮到所需针迹长度。刻度标记调节环上,刻线数字越大,针迹越长;反之,针迹越短。调整的调节环刻线,应与进针偏心接头的背部的刻线排成一行,然后紧固螺钉。
6.机针的更换
机针用钝或扭曲,就要换新机针。更换方法如图14-15所示。按顺时针方向转动上轮,使机针到达左侧最高位置;旋松针夹螺钉,卸下机针,将新针的针杆平面面向针夹,圆面面向针座,装入针座尽处,使针头顶着针座销;拧紧针夹螺钉,使针夹紧压机针;缓慢地转动上轮,检查机针穿刺度是否需作调整,以及机针与导向槽、挑线叉的间隙是否正常。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。