



1.机针的选择与安装
对不同的缝料,应选用不同规格型号的机针。299U型锁眼机机针型号规格见表13-35。
机针号码的选择,应以线为准,线能自由地穿过针孔即可。
表13-35 299U型锁眼机机针规格型号

旋松针钳上的定针螺针,将机针柄穿进针钳的容针孔中(插到底),针的短槽一侧对着操作者,然后拧紧定针螺钉。
2.缝线的选择
无论是左旋线还是右旋线,都可用做机针线和弯针线。但应注意机针线要比弯针线细些,特别是用丝线锁眼时。
另外,要想实现理想的线迹,芯线(也称垫线)或衬线的配合不可忽视。选用捻度较小、柔软的线作芯线,可提高纽孔的牢度和美化纽孔。通常选用0.4~0.8mm粗的柔软光滑、捻度较小的棉线,而且以右旋线为好。
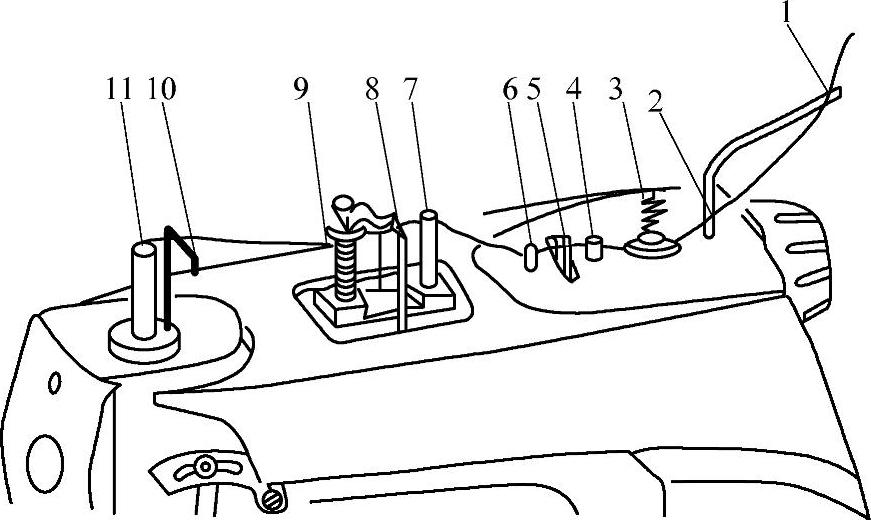
图13-41 直针线穿线顺序图
1—导线杆上穿线孔 2—导线杆下穿线孔 3—夹线器 4、6—过线孔 5—挑线孔 7—支线杆孔 8—护线钢丝圈 9—活动夹线器孔 10—护线钩 11—针杆孔
3.穿线
(1)穿直针线 如图13-41所示,线头先穿入机后导线杆上穿线孔1,进下穿线孔2,过夹线器3、过线孔4,穿入摆杆挑线孔5、过线孔6,过支线杆孔7,过护线钢丝圈8,过活动夹线器孔9,再过护线钩10,用随机带的小穿线器从下而上穿过针杆孔11,钩住线头,向下拉出线头,最后从机针孔长槽一侧穿入(即从后向前穿过针孔),拉出约100mm的线头。
(2)穿弯针线 如图13-43所示,用长穿线器从前向后穿过机器右侧下面一根铜管1,钩住弯针将线拉至机前,穿过机壳上的过线孔2,过钢丝环3,从下部进入夹线器4,再从过线钩5上方经过,此时用随机带的短穿线器把线由上向下穿过弯针推杆6的过线孔,钩住线向上拉出,绕过右弯针下面的挂线钩7,从下向上从右弯针8根部缺口处将线拉入过线孔,再从上向下穿过右弯针8中间的小孔,然后由下而上穿过右弯针针尖部的小孔,最后,从下而上再穿过咽喉板9上的大针孔,留足约150mm线头,并将线头压在送料拖板上面的小弹簧片下面。
(3)穿下衬线 如图13-42所示,将机器右侧和前侧护板打开,拉开两块大针板,然后用长穿线器将下衬线由机器右侧的过线管10,从后向前拉出,再从夹线器11下面钢丝圈中穿入,过夹线器11及其上方的钢丝圈,再穿过机壳过线孔12,过护钩13及弹簧孔14,接着从外向里穿过咽喉板9的小孔,最后从咽喉板的大孔内将线拉到送料拖板上,并留出约100mm的余线。
4.操作准备
操作前应按照服装生产工艺要求,做好相应的调节。
1—铜管 2—过线孔 3—钢丝环 4、11—夹线器 5—过线钩 6—弯针推杆 7—挂线钩 8—右弯针 9—咽喉板 10—过线管 12—机壳过线孔 13—护钩 14—弹簧孔
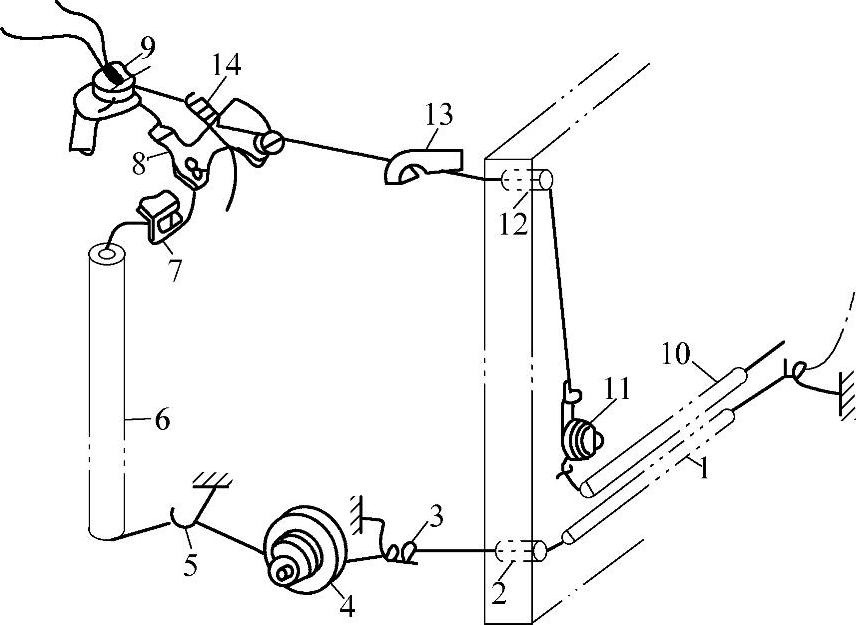
图13-42 弯针线和衬线穿线顺序图
(1)钮孔长度调节 对圆头钮孔与直形钮孔的长度、套结长度的调节,可通过提花轮(亦轮花样凸轮或式样轮)上的刻度盘实现,将刻度板调至相应位置,并更换相应的切刀和刀垫。
图13-43所示为提花轮。调节钮孔长度时,可旋松提花轮压板螺钉1,转动提花轮定位盘5(缝长刻度盘),按所需要的缝制长度对准指示板2,再拧紧提花轮压板螺钉。调节套结长度时,可旋松提花轮定位盘垫片螺钉3,转动提花轮定位盘5,使定位盘侧面的记号对准提花轮定位盘垫片4(套结长度垫圈)上所需的长度,然后拧紧提花轮定位盘垫片螺钉3。

图13-43 提花轮
1—提花轮压板螺钉 2—指示板 3—提花轮定位盘垫片螺钉 4—提花轮定位盘垫片 5—提花轮定位盘 6—孔长刻度盘 7—提花轮凸轮(第一边) 8—提花轮 9—孔形凸轮块 10—套结凸轮块(第二边)(https://www.xing528.com)
缝锁不带套结的圆头或平头钮孔时,必须使用与提花轮定位盘5所示尺寸相一致的切刀和刀垫,因为盘上的数字代表钮孔长度,即不带套结长度的钮孔总长。
缝锁带套结的圆头或直形钮孔时,应使用与孔长刻度盘6所示尺寸相一致的切刀和刀垫,因为盘上的数字代表钮孔长度和套结的总长度。
(2)钮孔形式调节 根据工艺要求,变更提花轮8上的孔形凸轮块9及套结凸轮块10,并改变提花轮上的孔形导柱位置,可得四种形式钮孔(有套结圆头钮孔、无套结圆头钮孔,有套结直形钮孔、无套结直形钮孔)中的一种,并按上述方法装上相应的切刀和刀垫。
(3)针迹密度调节 调换针数齿轮或差动齿轮。
(4)圆头针迹密度调节 对圆头(或直形钮孔端部)的针迹密度可通过位于机座左侧靠近前端的圆形眼孔数增减键的拉出和推进进行调节,当圆键拉出时,针数增多,推进则针数减少。
(5)横列宽度调节 可通过机头右侧针摆调节连杆上的调节螺母予以改变,旋松螺母将调节连杆移向操作者,横列加宽;反之,后推调节连杆,横列变窄,调节后拧紧螺母。
(6)切刀压力调节 可通过移动上刀杆后臂下面的楔块进行,顺时针转动楔块上的调节螺钉,压力增加;反之,压力减小。切刀压力应调节至恰好使钮孔切割干净为宜。
(7)压脚压力调节 调整压脚压力通过移动压脚杆下面的压力块进行,旋松压力块紧固螺钉,向操作者方向移动压力块,则压脚压力减小,反之则增大。
(8)绷料松紧调节 根据缝料厚薄不同,需对绷料松紧即左右大针板的伸展量作适当的调节,该调节可通过位于机器送料拖板下面左侧的伸展解脱杆前端的两个螺钉来实现。
(9)面线、弯针线张力调节 面线、弯针线是用相关的夹线器的调节螺母来调节的,缝线张力调节适当,钮孔线迹均匀、美观而且有较好的牢度。
上述调节有些是在缝前进行,有些则是在试缝中反复调节,试缝满意后可投入正式生产。
5.操作程序
操作注意事项:
1)先把上轴后端的手轮向后拉出(手轮只在调试机器时使用)。
2)根据服装制作工艺要求,调整式样轮,以确定钮孔的形状和锁制长度。
3)不开刀试锁。将边角布料(和服装所用布料应相同)放在压脚下面,用右手将压脚手柄向后推到底,将布料压紧。再用右手向前拉动大针板伸展手柄,使左、右大针板和压脚同时向两侧伸展,将缝料拉平。然后用左手大拇指迅速按动机器左侧的快车手柄(按一下后需立即抬起手指,否则会造成多次缝纫)。
4)开刀缝锁。不开刀试锁无误后,可进行开刀试锁(仍用边角布料)。将布料放在压脚下面,注意布料的前边应接触定位标尺。为稳妥起见,可提前用手将压脚压下,然后用左手食指按动起动手柄,机器便自动开刀和缝锁。机器停车后,检查钮孔缝制质量。如符合工艺要求,便可正式进行钮孔的缝制。
5)正式缝制钮孔。根据工艺要求,确定好定位标尺的位置。双手把住被加工件,并使缝件的边紧抵标尺。在操作尚不熟练的情况下,最好用手压下压脚,压紧缝件,然后左手按动起动手柄。
如机器发生跳线、断针等故障,要迅速用左手向后扳动机器左侧的停车手柄。同时,要用右手握住抬压脚手柄,使自动抬压脚机构不起作用,以避免压脚抬起,织物移动,造成钮孔报废。如果底线拉断,需重新穿线时,注意一定用半边压脚压住缝件,使缝件固定。当重新开机补锁时,将大针板伸展手柄向前拉动(不能让机器进行第二次绷料),再用扳手转动式样轮,使机针对准末针迹的前三针位置,然后合上停机手柄,重新按动起动手柄。
6)为避免在穿线、上油或调整时发生突然事故,可将安全杆1(图13-44)的后端抬起,使安全销2顶住安全杆1的下部,从而控制起动杆3,使其不能推动杠杆14(图13-35),机器便不能开刀和缝锁。要开机时,将安全销2撤出即可。
另外,机器开动时,操作者应精力集中,观察线迹和注意机器的声音。扳动机器各种手柄时,要果断利落,按动有力,起手要快。
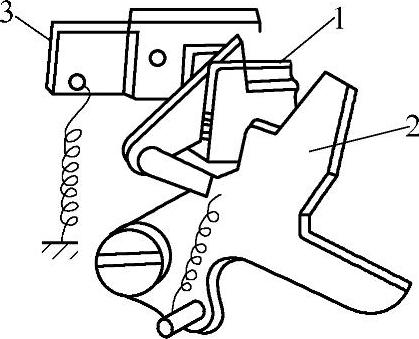
图13-44 安全联锁装置
1—安全杆 2—安全销 3—起动杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。