



本节所述的调整包括两类:一是机器部件出现位移或磨损时,原始正确的间隙改变,影响机器正常运转的情况下而进行的调整;二是在更换新机部件的情况下,对机器进行重新装配的调整。
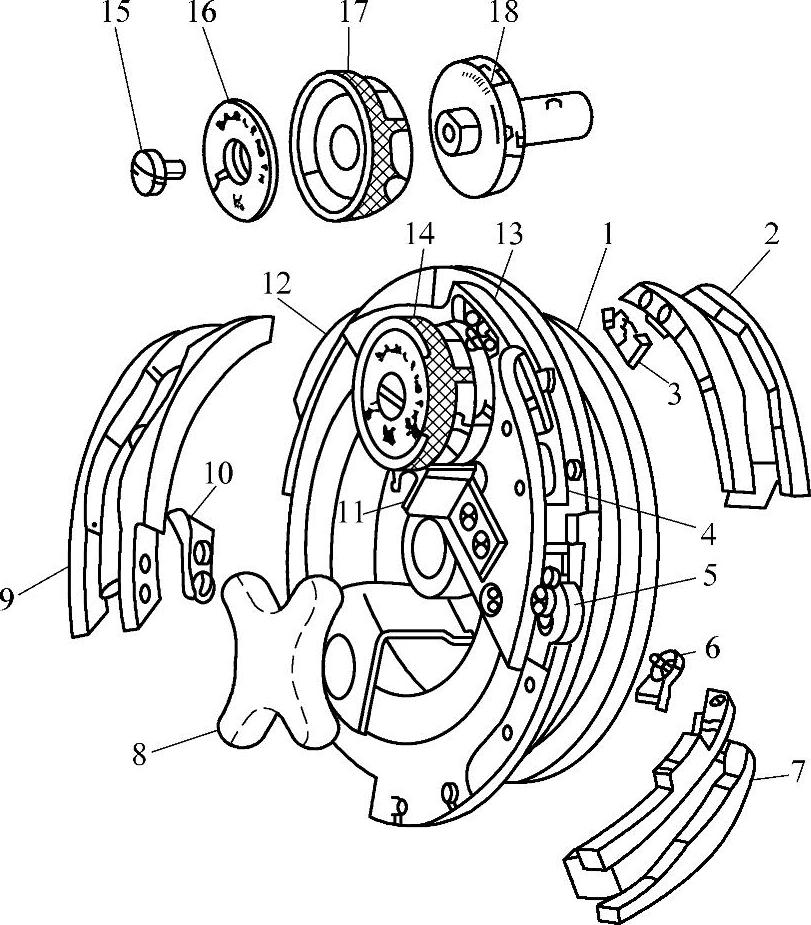
图13-38 式样轮组件
1—式样轮体 2、7—钮孔锥尾式样块 3—碰块 4—停止碰块 5—停止块 6—碰块 8—手动螺钉 9—圆头式样块 10—碰块 11—定位板 12—起始块 13—起始碰块 14—刻度盘 15—显示垫圈紧固螺钉 16—显示垫圈 17—外刻度盘 18—内刻度盘
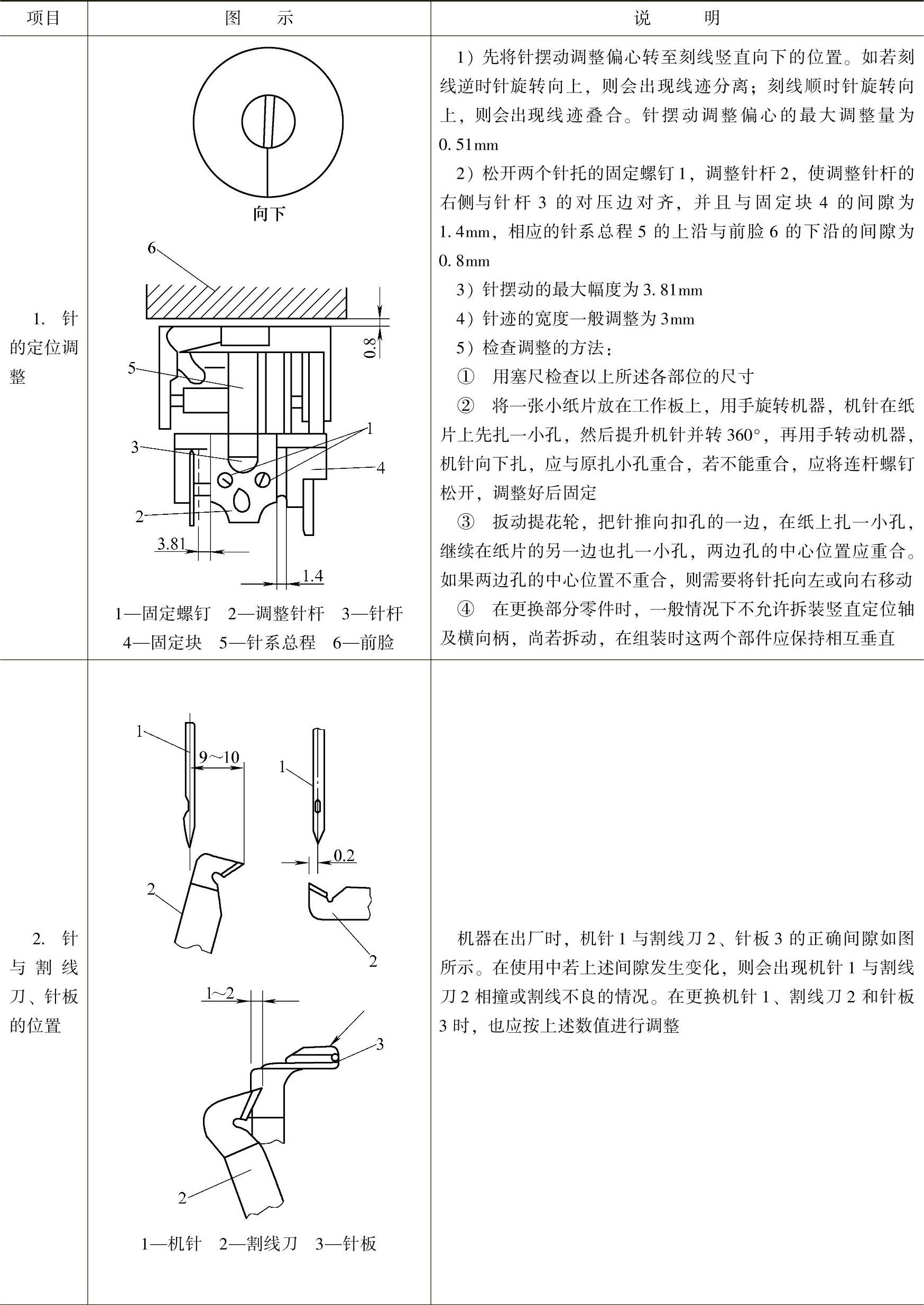
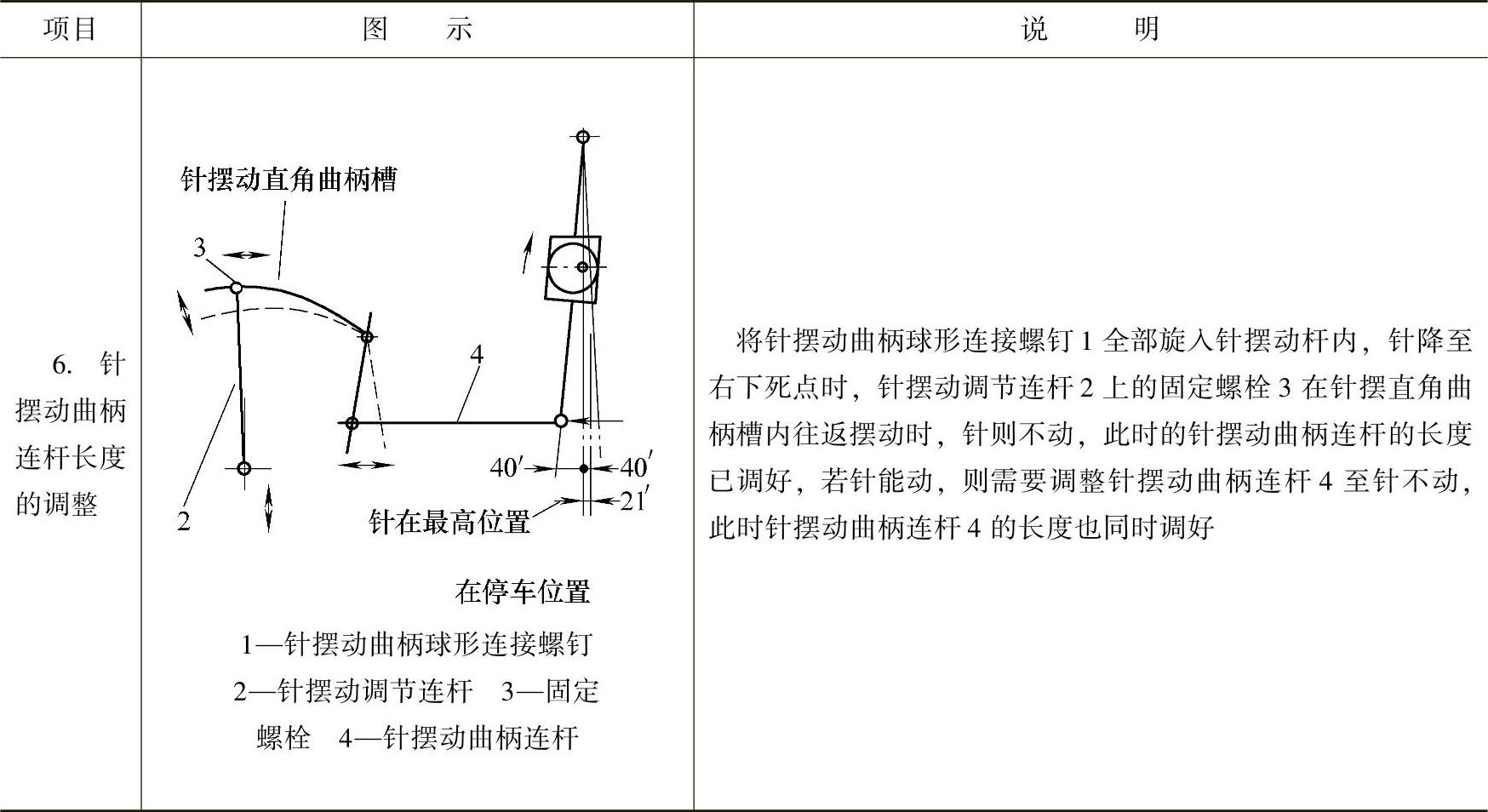
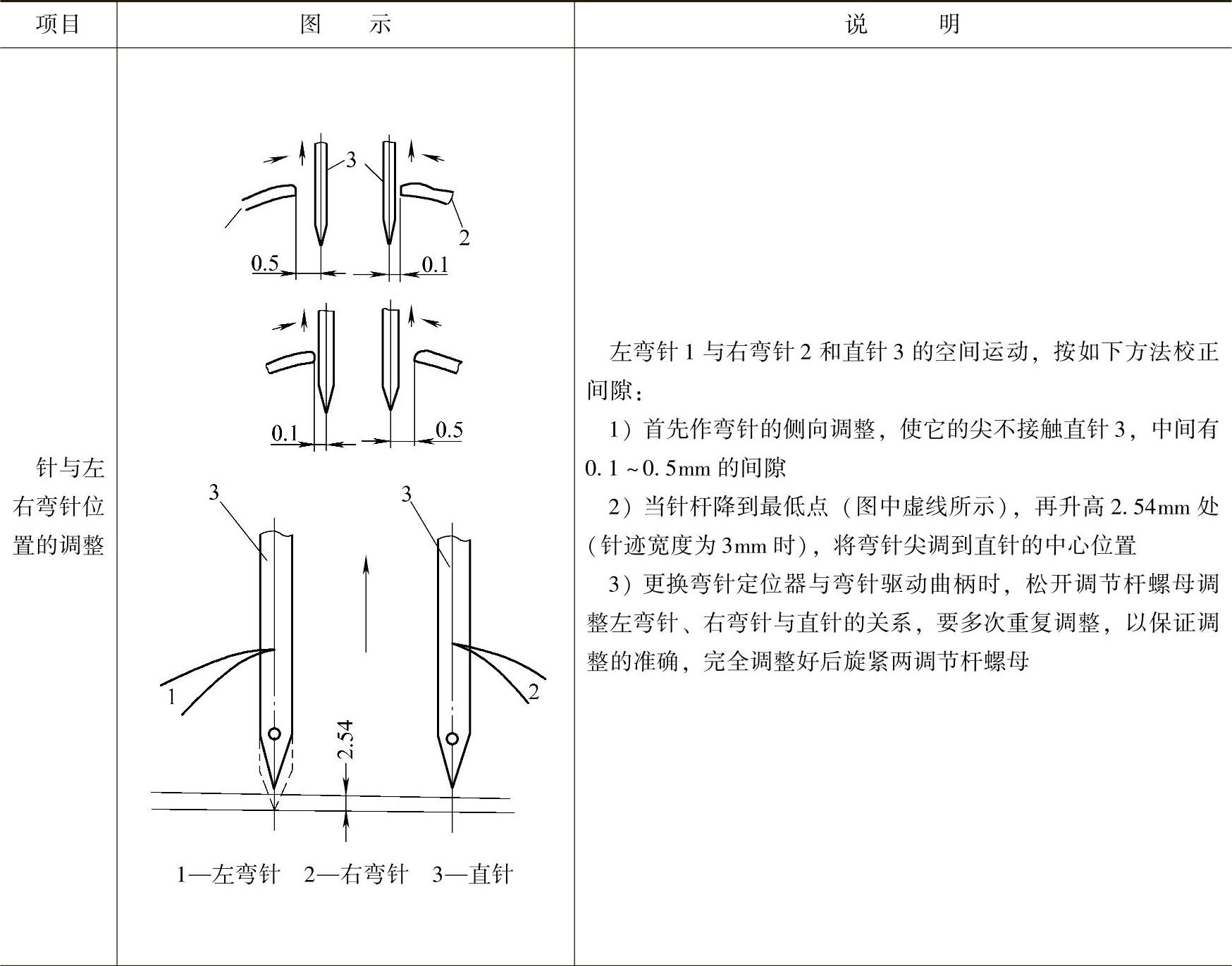
1.针、针摆机构的调整(见表13-30)
表13-30 针、针摆机构的调整
(续)
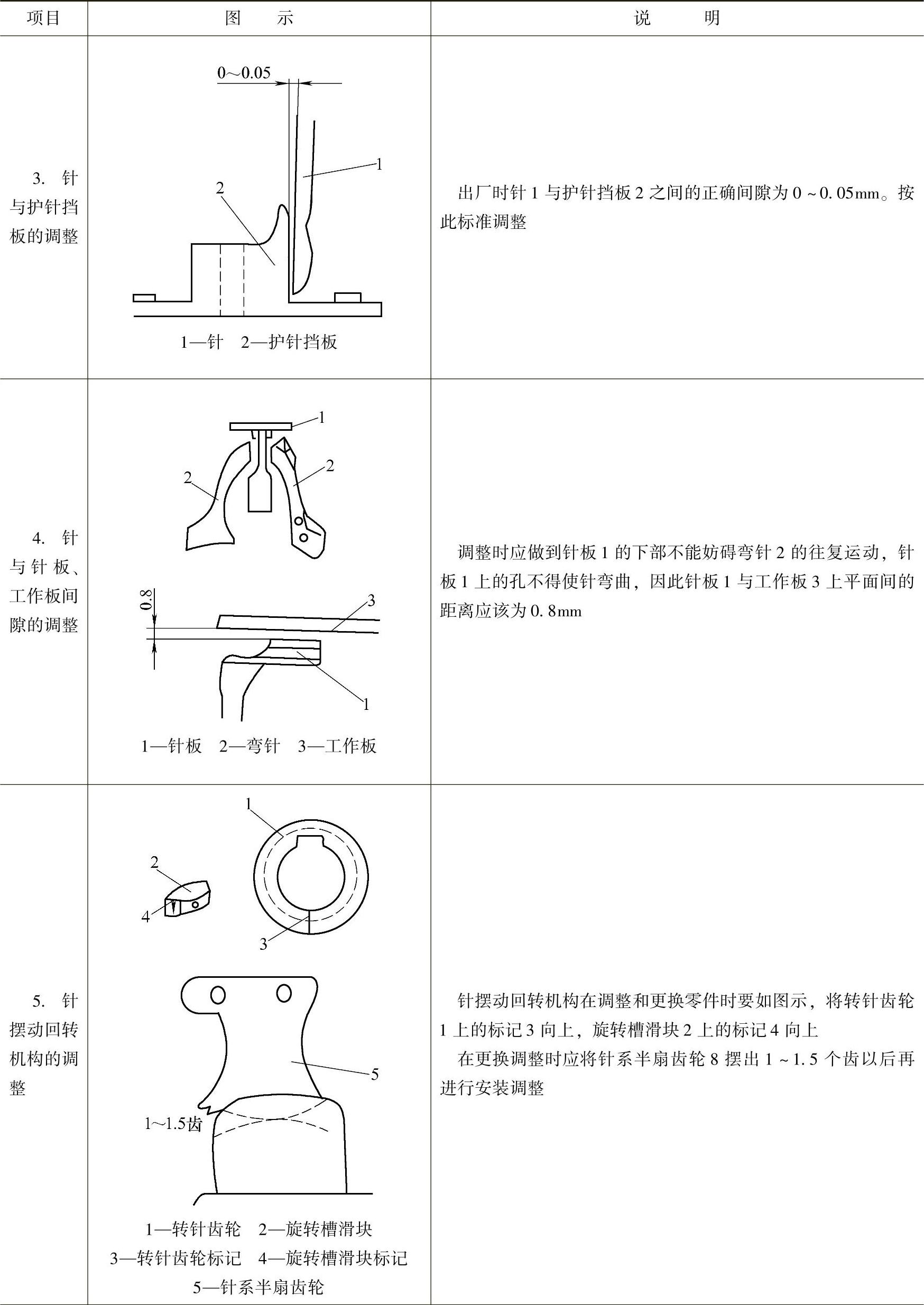
(续)
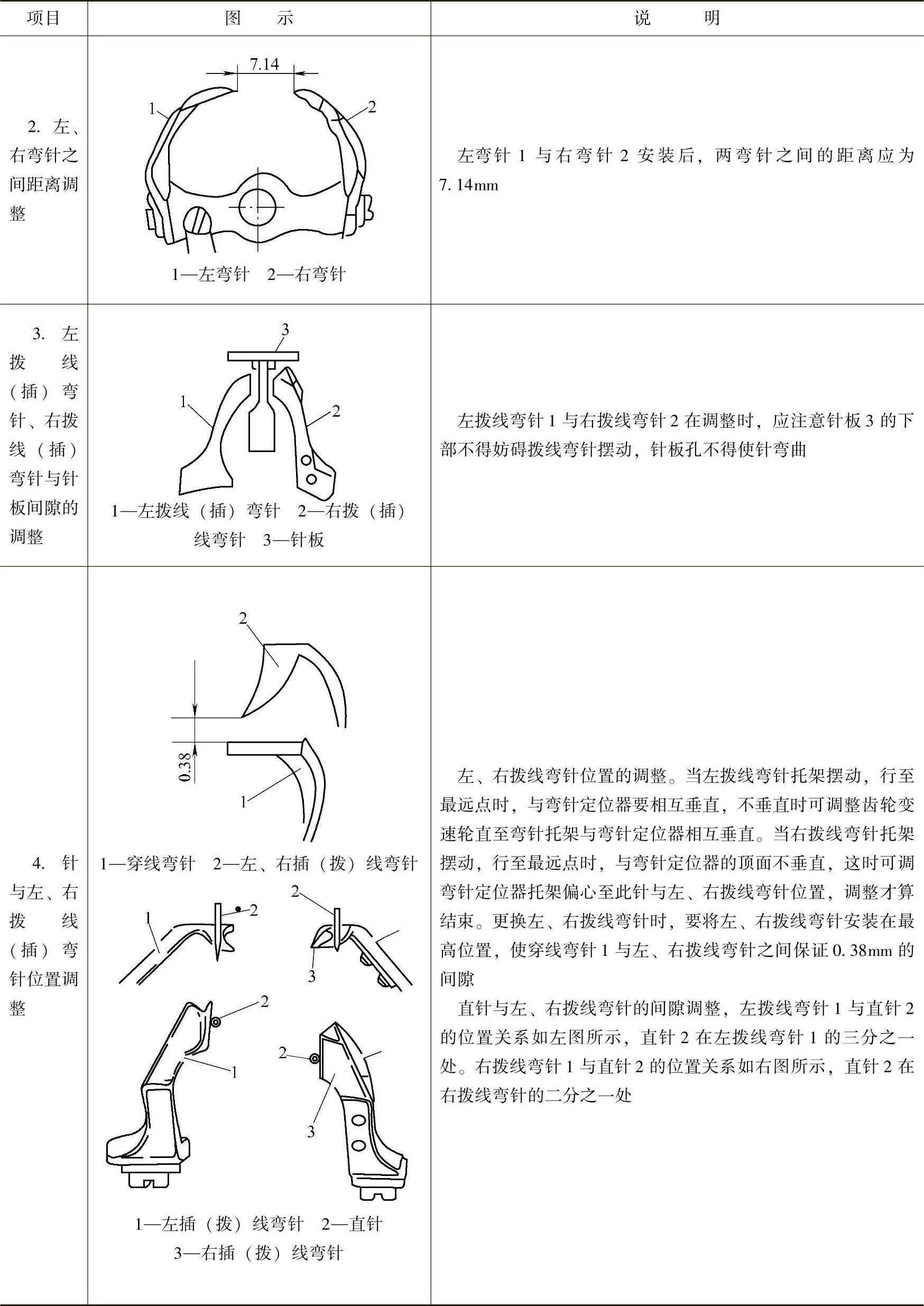
2.弯针的调整与更换(见表13-31)
表13-31 弯针的调整与更换
(续)
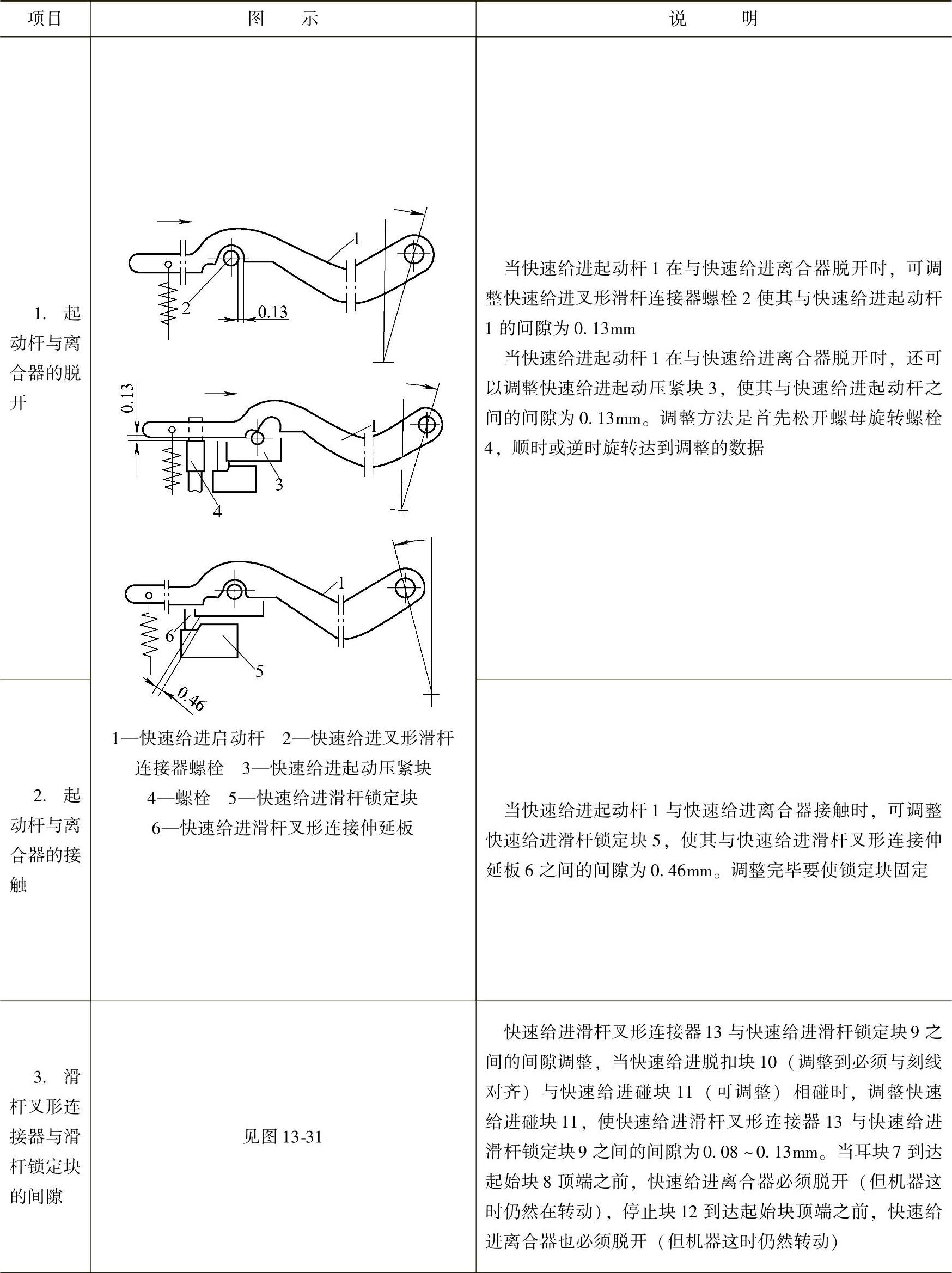
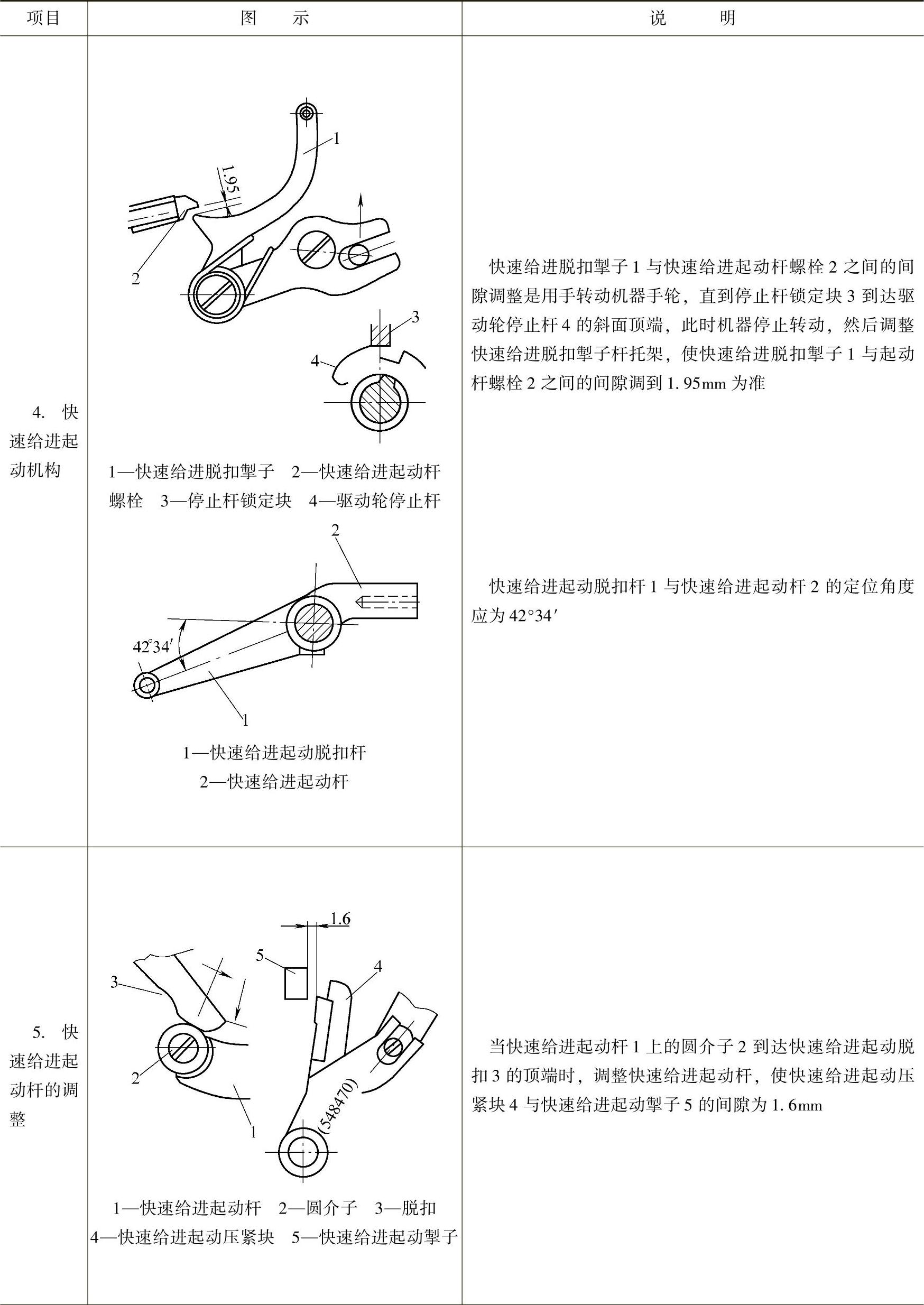
3.快速给进结构的调整(出现磨损或更换部件时应按原始间隙进行调整)(见表13-32)
表13-32 快速给进结构的调整
(续)
(续)

(续)
4.提花轮、提花轮轴的调整(见表13-33)
表13-33 提花轮与其轴的调整
 (https://www.xing528.com)
(https://www.xing528.com)
5.轨迹调整(见表13-34)
表13-34 轨迹调整
(续)
6.开刀机构的调整
钮孔切刀的好坏,直接影响开口质量。切刀应光滑、锋利、无裂纹、无缺陷,并且刀垫块对切刀的压力要均衡,这样开刀动作才能干脆利落,切边整齐。同时,开孔位置准确无误。
(1)切刀的纵向调整 切刀安装在下刀杆前端的刀座上,由销钉3纵向定位(见图13-39)。纵向调整切刀位置时,需调整曲柄杠杆12(见图13-35b)与刀架6的连接位置。
(2)切刀的横向调整 见图13-39,松开切刀下面的螺钉,旋动螺钉4和螺钉6,便可使刀座9左右移动。
旋松螺钉8,转动偏心块7(逆时针),便可取下切刀。重装切刀时,将刀从左到右滑移到位,然后将偏心块尽量向后转动(顺时针),最后拧紧螺钉8。
旋松螺钉1(见图13-39b)即可拆下刀垫块2(朝操作者方向抽出)。重装时,应将其尽量向里推,与定位销接触定位,然后拧紧螺钉1。
(3)刀垫块对刀刃压力的调整 应通过移动上刀杆后臂下面的楔块进行。顺时针旋转楔块上的螺钉,楔块向里移动,压力增大;反之,则压力减小。压力的大小可凭经验测定。将刀轴带轮的皮带卸下,用扳手转动刀轴进行手动开刀。如果在切刀通过被加工材料,与刀垫块接触时,能听到轻微的咔嚓声,说明压力合适。
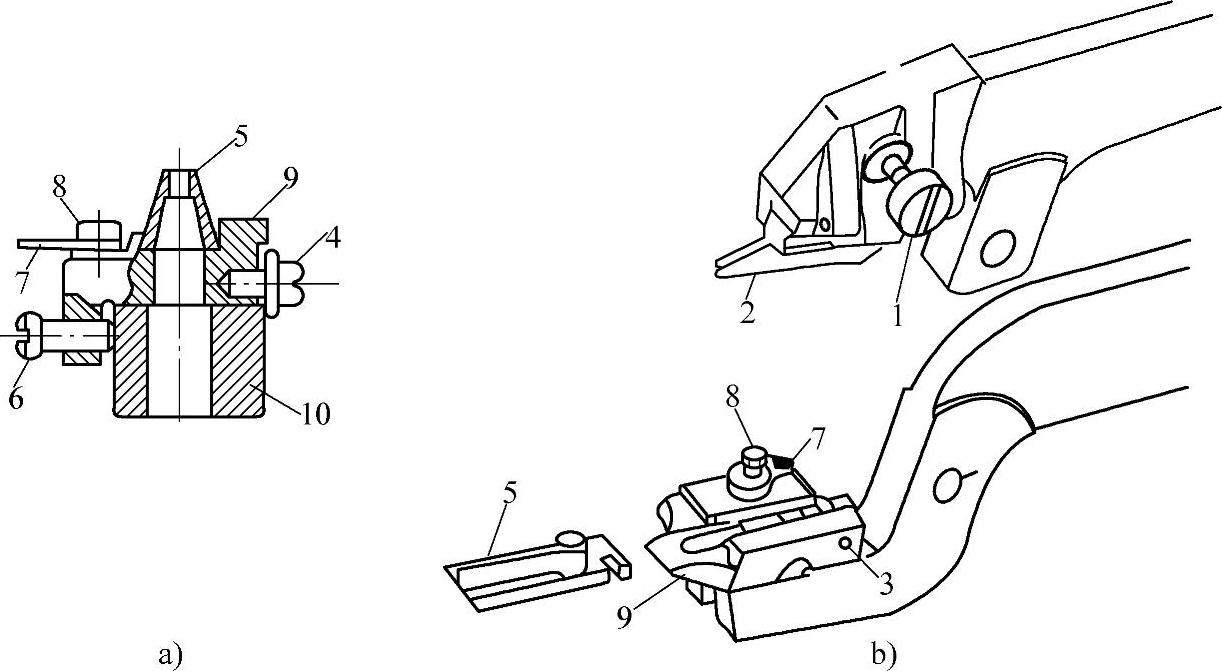
图13-39 切刀的调整
1、4、6、8—螺钉 2—刀垫块 3—销钉 5—切刀 7—偏心块 9—刀座 10—刀架
7.割线刀的调整
机器在停车位置时,割线刀刀尖距机针中心轴线为2mm(见图13-40a),距咽喉板柄右侧面距离为1.1mm(见图13-40c)。
当右分线叉在最高位置时,刀片应能从咽喉板下面、分线叉上面顺利通过。刀在行程终点位置时,刀尖到机针中心线的距离应为9~10mm(见图13-40b)。刀片在起始位置时与咽喉板外侧面平齐。
在进行刀位调整时,应卸下大针板。
8.调整机器时的注意事项
1)一般情况下,不要拆卸摆针连杆,以免影响机针和钩线机构的正确位置。
2)开刀轮转动过程中(如果不是正常锁制织物),不得使起动杆落下。
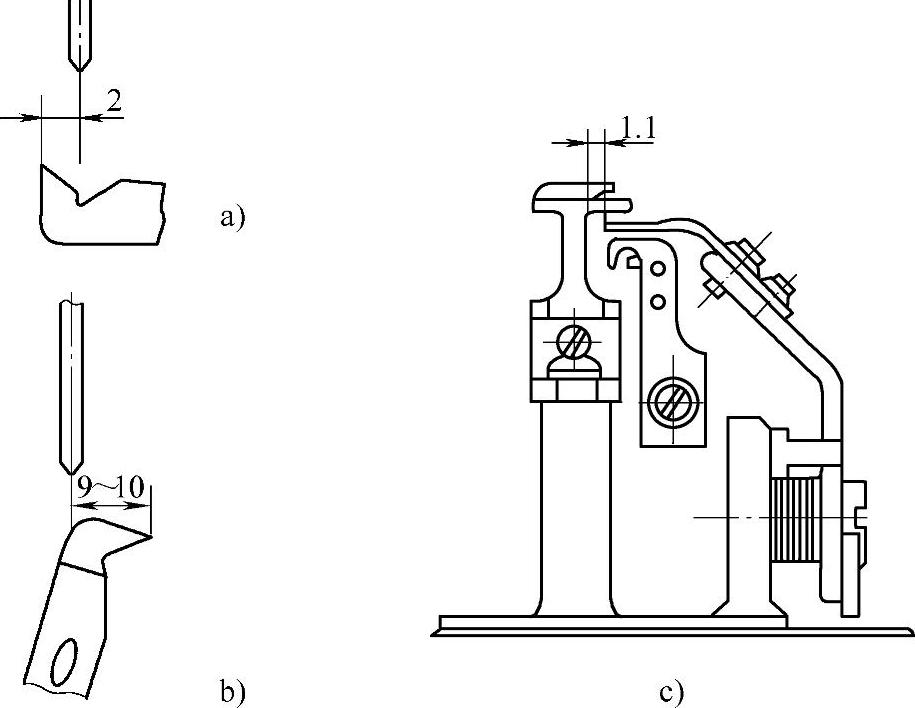
图13-40 割线刀的调整
3)要注意机器部件的统一性。
4)在机器各部位调整完毕后,要进行试运转。一方面检查零件安装有无松动,另一方面要检查开刀机构、空行程及工作行程是否处于正常的起始和终止位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。