



1.操作注意事项
1)缝纫机转动方向:从操作者方向看,应为顺时针方向,注意,切勿让其倒转。
2)在未将润滑油注入油池前,绝对不能起动机器。
3)试运转时,应将棱壳和面线取下。
4)缝制作业结束后,把梭床和底线剪刀部位的杂物清除干净,同时,检查一下油池里的油量。当油面降到LOW标记以下时,再一次把油加至HIGH标记的位置。
2.底线的绕线方法(见图12-45)
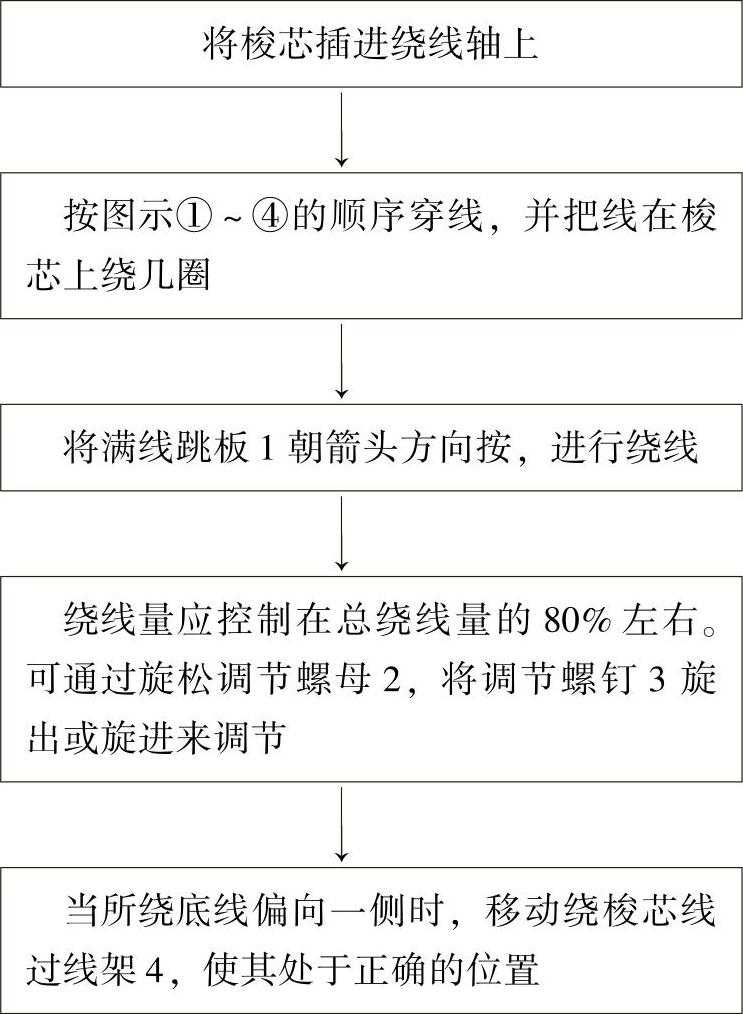
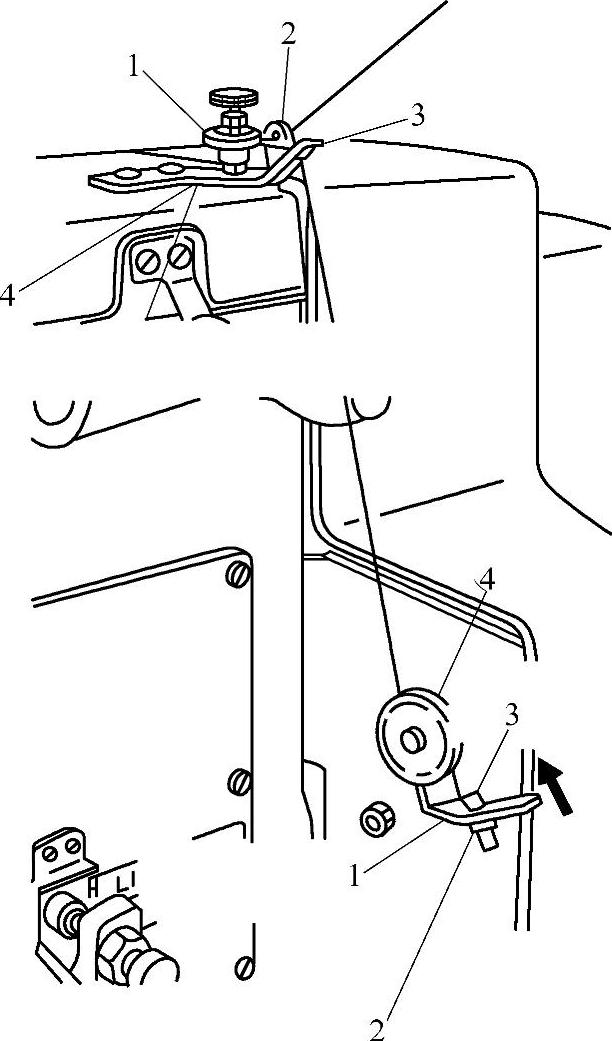
图12-45 底线的绕线方法
1—满线跳板 2—调节螺母 3—调节螺钉 4—绕梭芯线过线架
3.面线的穿线方法(见图12-46)
1)穿面线应按图中所示的顺序1~13进行。
2)面线穿机针孔时,若使用附件中的引线器,会非常方便。
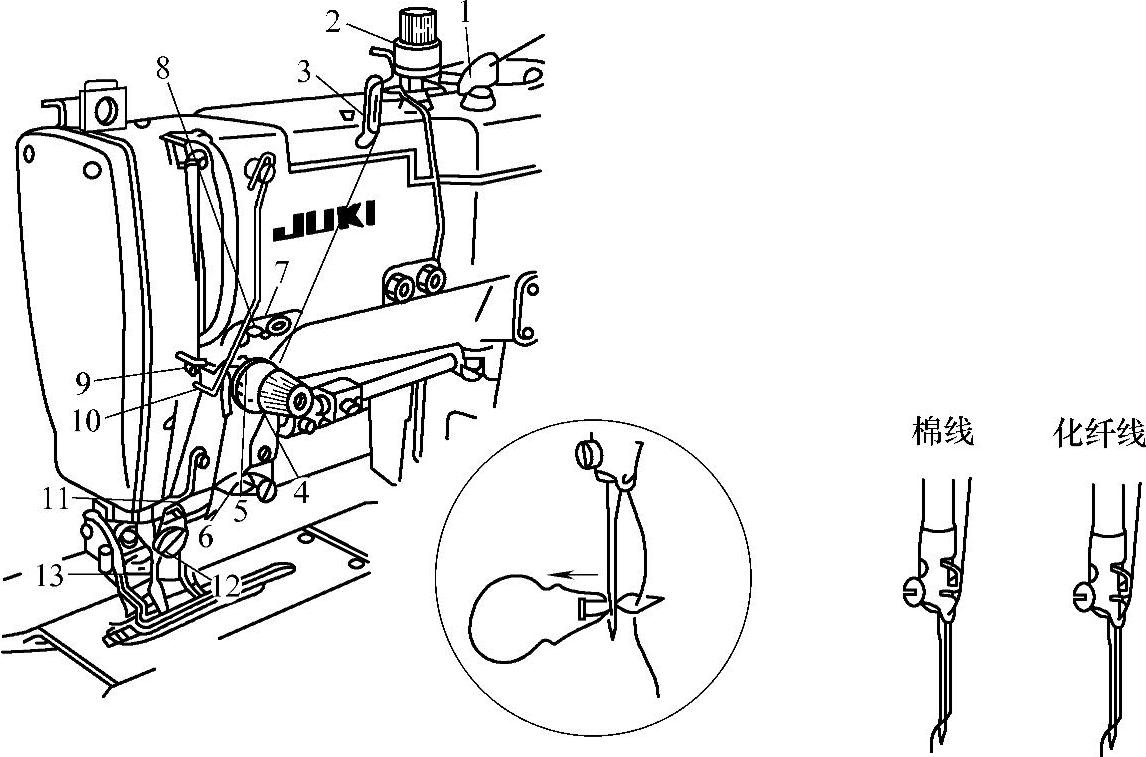
图12-46 面线的穿线方法
4.低速运转及紧急停车(见图12-47)
1)低速运转:将手动刹车柄1推向正下方A的位置,缝纫机即使在高速运转中也会立即转换为低速运转。
2)紧急停车:将手动刹车柄1推向正下方,接着推至B的位置,缝纫机就会立即停车。
注意:刹车柄1不能返回时,轻轻施加点力就会转动,缝纫机变成低速运转。
5.手动送料(见图12-48)
在紧急停车或由于缝纫过程中的断线等原因,需要从某一特定位置重新起动时,可转动手动送料手柄1,送料拖板就会开始移动。
注意:如果机针处于刺入缝料的状态,不可转动手动送料手柄。
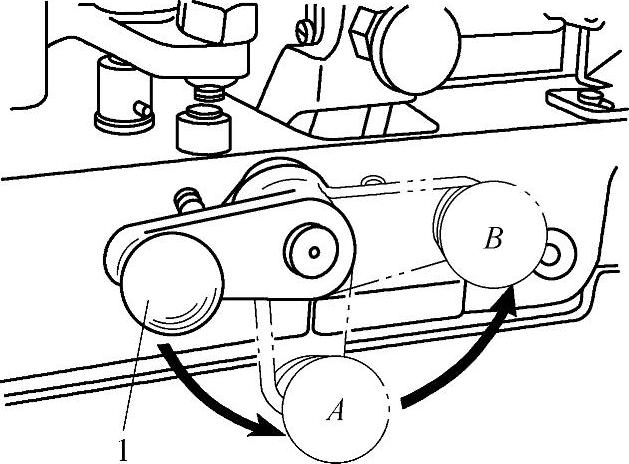
图12-47 低速运转及紧急停车
1—手动刹车柄
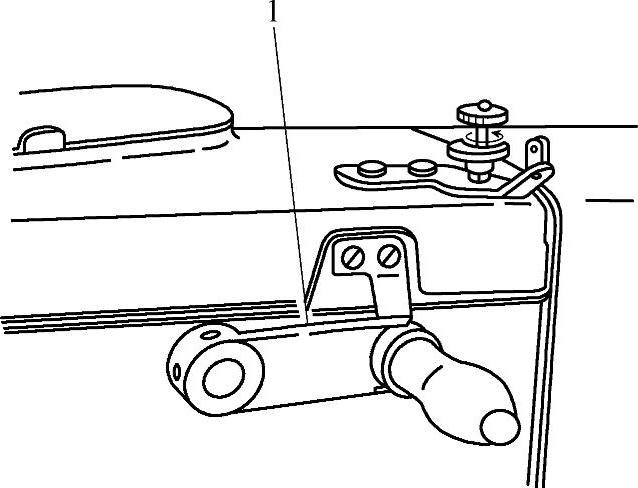
图12-48 手动送料
1—手动送料手柄
6.防止切刀降落(见图12-49)(https://www.xing528.com)
如不想让切刀下落,只要略向下轻压停刀杆1,切刀就不会下落。
7.切刀的调换(见图12-50)
研磨切刀或调换新刀时,应按下列要点进行。
1)旋松切刀固定螺钉2,将切刀1连同垫圈一起取下。
2)安装时,切刀下落到最低位置后刀刃与针板上平面的距离保持2~3mm。拧紧切刀固定螺钉2。
注意:安装切刀时,一定要加上垫圈。
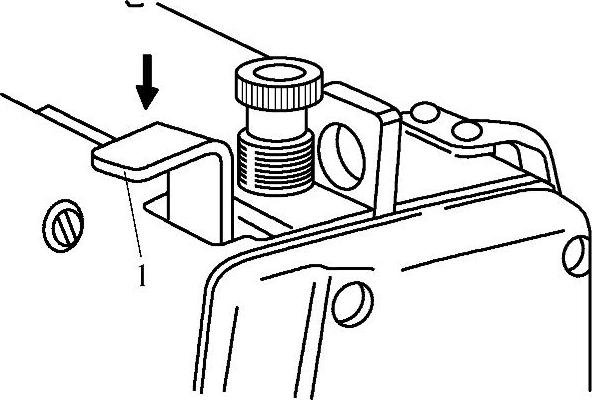
图12-49 防止切刀降落
1—停刀杆
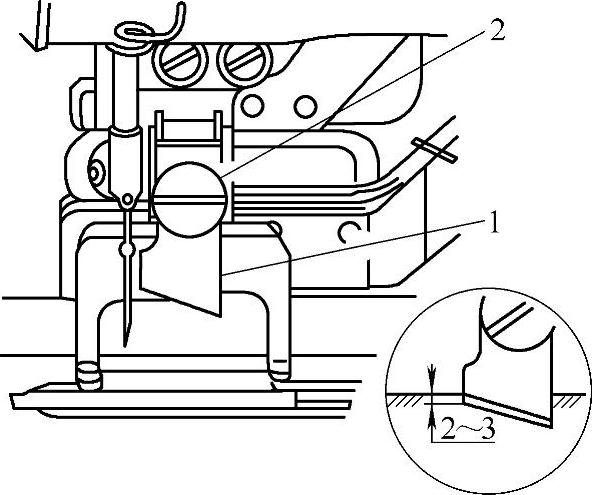
图12-50 切刀的调换
1—切刀 2—固定螺钉
8.变换针数的方法
(1)针数变换表(见表12-18)
表12-18 针数变换表
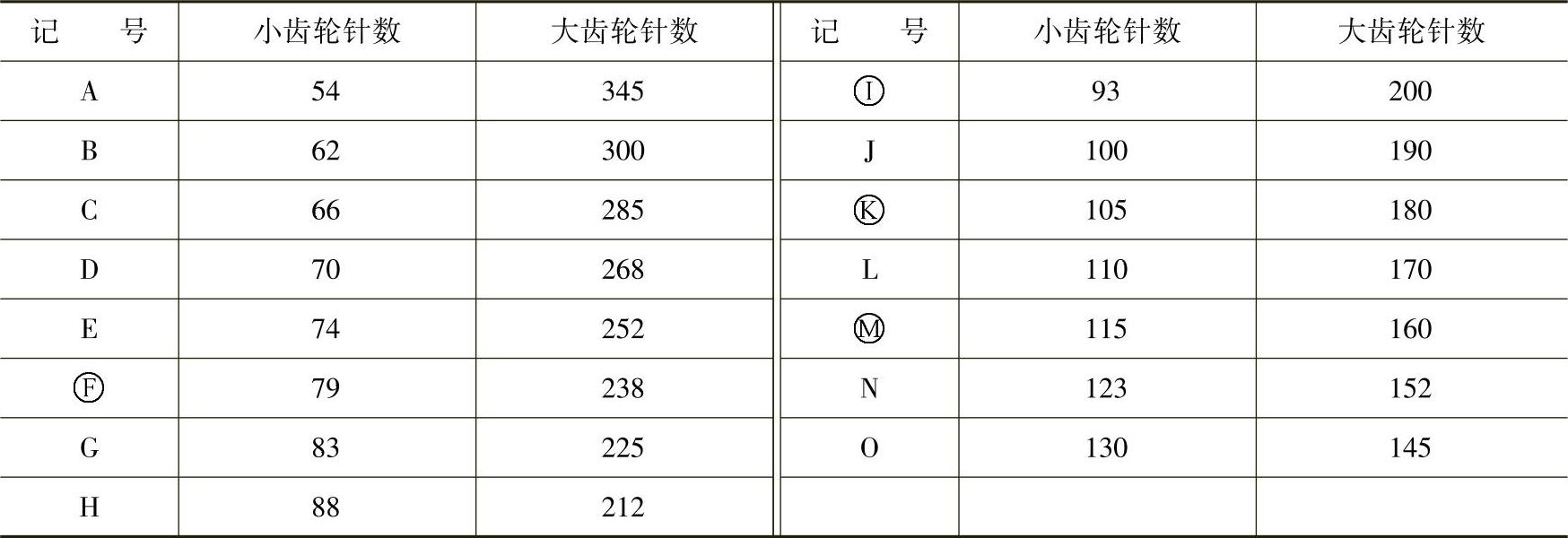
注:表中标○符号的为主配件齿轮,随机供应,其余为备配件齿轮,可另外订购。
(2)调换齿轮(见图12-51)
1)通过调换齿轮,可获得表中所述的针数。
2)表中所述齿轮都刻有A、B、C……等字母标记以及54、62等数字标记。
3)应采用字母相同的大、小齿轮进行组合,勿把号码不配对的齿轮装上,以免损坏。
4)打开顶上齿轮箱盖,可装入标有相同字母的齿轮,其安装方法可小齿轮为主动,大齿轮为被动,亦可大齿轮为主动,小齿轮为被动。如小齿轮为被动,则针数以小齿轮上刻的数字为实际缝纫针数;如大齿轮为被动,则大齿轮上刻的数字为实际缝纫针数。例如:小齿轮“J”上刻“100”,大齿轮“J”上刻“190”,如需要100针,即把小齿轮“J”装在被动轴2上,大齿轮“J”装在主动轴4上;相反,大齿轮“J”装在被动轴2上,小齿轮“J”装在主动轴4上,则针数就成为190针了。
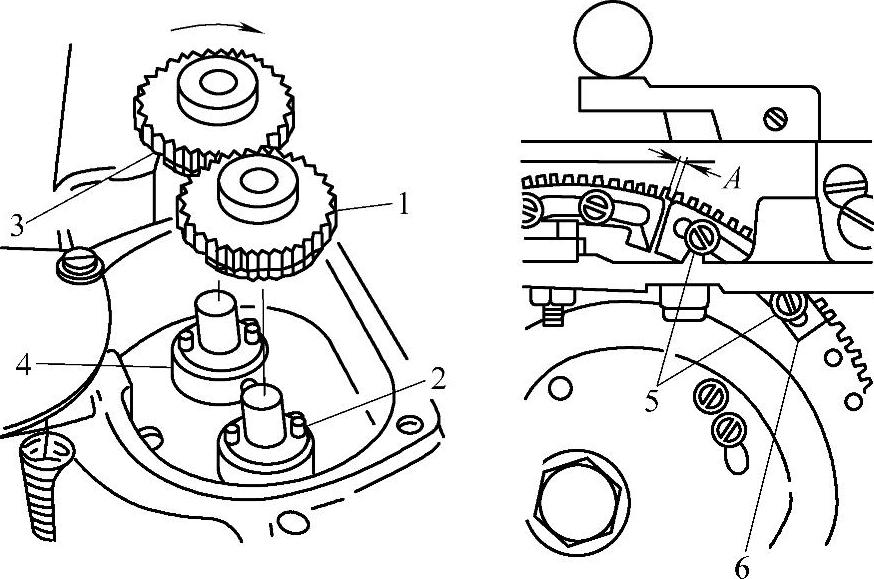
图12-51 调换齿轮
1、3—齿轮 2、4—变换齿轮座 5—螺钉 6—低速凸轮
(3)齿轮的安装 先将齿轮1插入靠近操作者一侧的变换齿轮座2上,再将齿轮3一边按箭头方向旋转,一边插入离操作者远的变换齿轮座4上。
(4)低速凸轮位置的调节 拧松螺钉5,调节低速凸轮6的位置,使其间隙(A)符合下表所列数值。

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。