



1.日常保养法
平头锁眼机的日常保养包括保洁保养和润滑保养。
保洁保养的具体方法是,先将机头倾倒,取出旋梭,用镊子钳去从梭架空隙中进入的碎屑;再用毛刷清扫梭架、压脚、面底剪刀等机件的灰尘碎屑;最后用细软布擦净机器工作表面。
润滑保养,就是对没有自动加油的各运动部件,用油壶加油。一般用L-AN7机械油,油量不宜过多,几滴即可。
2.一级保养法
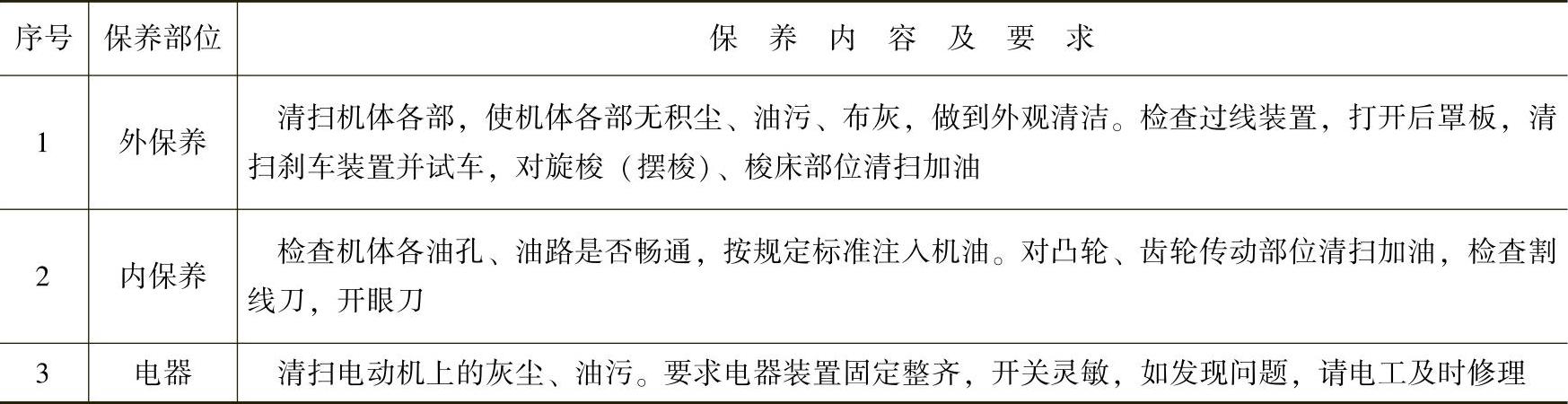
平头锁眼机的一级保养,除完成日常保养工作外,还应做好表12-11所列的工作。
表12-11 一级修养(首先切断电源,然后进行工作)
通过日常保养和一级保养,应保证达到锁眼机的完好标准,见表12-12。
表12-12 锁眼机完好标准

(续)
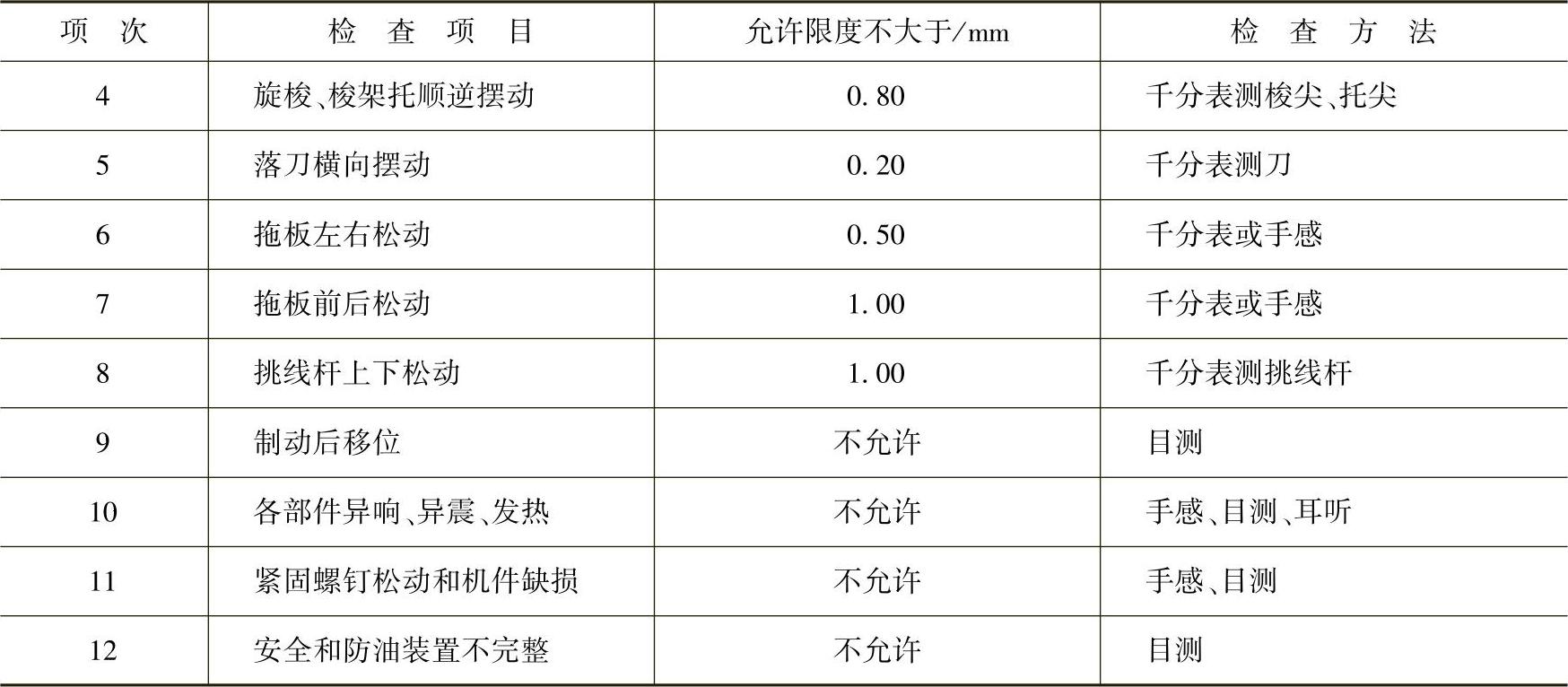
注:其中一项不合格,为不完好机台。
3.二级保养法
平头锁眼机的二级保养是一项较复杂的工作,一般由机修保全工完成。其主要内容是拆卸机器各主要部件,进行检查、清洗,发现问题予以修复或更换磨损件,然后组装调整,使机器工艺配合达到要求。
(1)按程序拆卸机器各主要部件GI2-1型锁眼机:机器盖板→手动进给组件→面线剪刀→制动架→针杆、挑线组件→钮孔切刀组件→送料组件→针杆摆动齿轮→针杆摆动组件→凸轮分配轴组件→针杆变位调整组件→抬压脚组件→下轴旋梭组件→底线剪刀组件→夹线松线组件→上轴组件。
GI3-1型锁眼机和LBH-761型锁眼机:机器盖板→针杆、挑线组件→面线剪刀→切刀组件→压脚组件→钮孔长度调节组件→下轴旋梭组件→底线剪刀组件→摆针调节组件→面线剪刀组件→送料凸轮传动组件→传动组件→夹线松线组件→上轴组件。
下面以GI3-1型平头锁眼机为例,说明机器主要组件的拆卸。
1)针杆、挑线杆组件的拆卸。先拆下盖类零件:下面板、上油罩盖、左侧面板。从机头面部上面的孔中抽出针杆、挑线杆的油芯。
取出针杆摆件:取出针杆摆动架的导块→松开针杆摆动轴的紧固螺钉→拆下针杆摆动架→取出摆动架滑块。
取出切刀杆:取下切刀杆的上、下挡块→拆下切刀动作钩的拉簧→取下切刀驱动杠杆弹簧→松开切刀驱动杠杆轴上的螺母→旋出切刀驱动杠杆轴→将切刀动作钩向面部方向倒下,从切刀动作钩簧片中滑出→向外移动切刀驱动杠杆→拆下切刀连杆销→取下切刀杆。
拆压脚杆:松开压脚杆的夹头螺钉→旋出调压空壳螺钉→拆下压脚滚轮架→从上部取出压脚杆和压脚簧。
拆挑线连杆:卸下切刀驱动杠杆的挡块螺钉→松开挑线连杆销紧固螺钉→拔出挑线连杆销→取出挑线连杆。
拆挑线曲柄部件:松开挑线曲柄的两个紧固螺钉→取出挑线杆、针杆曲柄、挑线曲柄。
2)主凸轮的拆卸。松开送料下曲柄的紧固螺钉,取出送料下曲柄。
拆制动杠杆:松开制动杠杆销的紧固螺钉→取出制动杠杆销→拆下制动杠杆。
拆下主凸轮:松下主凸轮紧固螺钉→拆下主凸轮。
3)蜗杆、主凸轮传动轴的拆卸。拆蜗轮轴:拆下上罩盖→将蜗轮轴逆时针旋转向上拔,取出→拆下蜗轮→拉出离合簧。
拆主凸轮轴:松开手动送料轴上装锥齿轮和挡圈的紧固螺钉→向外拔,拆下手动送料曲柄→翻倒机头,拆下与主凸轮相关的齿轮→取出主凸轮轴。
4)上轴、竖轴、下轴的拆卸。上轴的取出:拆下上轴锥齿轮油箱→松开上轴上的绕线摩擦轮、蜗杆、切刀偏心轮、锥齿轮、上轴挡圈等零件的固定螺钉→拆下停车装置→抽出上轴。
竖轴、下轴的拆卸,基本上和平缝机的相同。
5)底线装置的拆卸。拆压脚拖板:旋出压脚拖板固定螺钉→抬起压脚→取下压脚拖板。
拆针板座:拆下把底线剪刀传动杆和底线剪刀联接的轴位螺钉→旋出针板座螺钉→拆下针板座。
拆切刀顶杆:拆下主凸轮→拨出切刀顶杆销→拆下线头控制顶板→拨出切刀顶杆。
拆底线剪刀拨杆:拆下拨杆上连杆联接轴的螺钉,旋松底线剪刀拨杆轴的固定螺钉→拔出拨杆轴→拆下底线剪刀拨杆。
6)面线剪线装置的拆卸。拆开眼推板→拆面剪刀轴拉簧→拆面剪刀轴导板→拆下十字销座的固定螺钉→拆面剪刀轴的连接部件。
7)拆针杆摆动机构。拆摆幅调节架零件:拆下摆幅调节螺钉、数目板→拆下摆幅调节连杆的轴位螺钉→旋下调节架轴座的固定螺钉→取出摆幅调节架的连接件。
拆基线变换架轴:拆下松线顶杆→拆下右侧后盖板→取下摆幅变换架上的拉簧→松开基线变换架轴的固定螺钉→抽出基线调节柄→拆下基线变换架轴。
拆摆动叉连接部件:拆下右侧后盖→拆下摆动叉导块→松开摆轴后曲柄的紧固螺钉→把摆动叉连接部件移动到后边,从摆轴上脱下摆轴后曲柄→拆下摆动叉连接部件。
拆针摆凸轮连接部件:松开针摆凸轮轴上挡圈的固定螺钉→旋松针摆凸轮轴固定螺钉→抽出针摆凸轮轴→取出凸轮连接部件。
拆基线变换顶杆:拔出顶杆上的销子→拆下基线变换顶杆。
8)制动、起动装置的拆卸。拆制动架:旋松制动架销的紧定螺钉→拔出制动销→拆下制动架。
拆起动安全钩,一起拆下起动安全连杆和松线连杆。
拆制动手柄:拆下制动杠杆,拔出制动压杆→拆下主凸轮→松开制动手柄挡圈螺钉→拆下床右侧面的挡块螺钉,拔出制动手柄轴→拆下制动手柄。(https://www.xing528.com)
(2)清洗、检查各机件 拆卸后,用煤油或汽油清洗各机件,然后检查、修整磨损件。
1)检查传动轴与轴套,包括上轴、竖轴、下轴和轴套的磨损程度,一般磨损量不得超过0.05mm,如果超出该值,则需要更换轴套或轴。
2)检查齿轮、蜗杆、蜗轮的磨损情况,磨损较大时,要研磨修复或更换。四个齿轮转动间隙不超过0.8mm噪声不超过72dB。
3)检查送料落刀与摆针机构。检查凸轮滚子磨损情况,略有磨损就需更换;检查各镶块、牙叉、滑块、针杆壳及轴销的磨损,对磨损较大的要修复或更换。
4)检查钩线和挑线机构。检查旋梭、梭床的磨损,磨损较大的要修复或更换。
检查针杆曲柄、挑线连杆、挑线杆的磨损,要求针杆与针杆架孔松动不大于0.1mm;针杆上下松动不大于0.3mm;挑线杆上下松动不大于1mm;针杆连杆和针杆曲柄配合面轴向串动量不大于0.03mm;挑线杆与挑线曲柄工作轴向串动量不大于0.05mm。磨损超限者,要修复或更换。
5)检查制动凸轮、制动定位块磨损,磨损较大时应修复或更换。
6)检查面底线剪刀、切刀的刃,必要时应修复或更换。
7)检查各油箱、油绳是否完好,不良时应修复或更换。
8)检查电器装置,包括电动机声响、温升、离合器情况,并对电动机清扫、加油。检查其他电器装置是否安全可靠。
(3)组装和调整机器 按“先拆后装,后拆先装”的原则,依序组装。相互配合的机件可先预装,有些零件可先装成小单元组件,然后往机器上安装。下面介绍各主要机件的组装方法和调整的要领。
1)上轴、竖轴、下轴的组装。组装方法如下。
① 安装上轴。从上轴上依次套入轴上各零件,按它们的所在位置以固定螺钉等固定。在固定时,上轴前轴套与挑线曲柄之间夹入0.2mm的间隙专用尺。将上轴推向后方,把低速带轮贴紧上轴后轴套后,旋紧低速齿轮固定螺钉,然后把上轴挡圈推向后轴套,加以紧固。任何螺钉都要把第一螺钉作为对准轴的定位螺钉。再把切刀偏心轮与切刀驱动连杆的位置对好。将蜗杆端面碰在中轴套上,然后紧固螺钉,绕线摩擦轮与上轴挡圈的距离为30mm。
② 竖轴、下轴的组装。组装方法同平缝机。要注意各轴套的定位面与轴套紧固螺钉对准。下轴靠其锥齿轮端面及针摆小齿轮端面承受推力。下轴从固定下轴前轴套的车身端面露出17.5mm。锥齿轮的声音较大时,应先将啮合搞紧一点,用研磨膏研磨。将下锥齿轮、各轴套及旋梭的给油油芯装上。
2)松线装置的组装。组装方法如下。
① 松线顶杆的组装高度。松线顶杆下端床面凸出部(半月形)下面的距离,以12mm为标准。这时,第二压线器的最大浮起量为2mm。
② 松线顶杆的安装高度。在该顶杆下降时,要使机头下面至挡圈上端面的距离为12mm。
③ 松线曲柄的组装。将松线轴从头部右侧插入,把松线曲柄和松线插板装在所定的位置,再把松线曲柄向轴向压满,将固定螺钉对准轴的定位面,加以固定。
3)主凸轮的组装。组装顺序与拆卸顺序相反。在安装制动杠杆时,先装制动压杆。压簧在停车装置处于高速运转位置时,将制动杠杆推动,就易装上。
4)面线剪线装置组装。在面线剪刀轴的连接部件上装有剪刀复位簧和面剪刀轴十字销。在该销上装十字销座,用手扶住,把十字销座推向后方,固定在机头上;然后再装上面剪刀轴导板,为使面剪刀轴能上下移动,对十字销座再进行微量调整;最后紧固十字销紧固螺钉。
5)针杆摆动机构组装。组装方法如下。
① 装基线变换顶杆。从下面把它插入其引导孔内,用销子加以固定。要把滚子的侧面对准主凸轮轴的中心。注意使滚动方向与滚子轴的旋出方向相反。
② 右基线调节螺钉的高度:从床面到该螺钉头部的基本尺寸为12.6mm。
③ 针杆摆动凸轮的安装。ϕ4油芯通过针摆凸轮轴,在面部侧打个结。以轴端有ϕ3.8的定位孔的一端为先端,从靠近操作者的部位插入,然后顺序装上挡圈、凸轮连接部件。将针摆凸轮轴固定螺钉的突出端部对准轴的定位孔,加以固定。离竖轴近的一个挡圈的突出端,也要对准轴的孔部。把前侧的挡圈压向针摆凸轮的端面,紧固固定螺钉,其角度要固定成一只向上、一只向右。
④ 摆动叉联接件的安装。把摆动叉连接件放入机头内,将摆轴后曲柄装在摆轴上;再把基线变换架轴连着基线调节柄插入基线变换架,将固定螺钉旋入轴的定位面并紧固。在摆动叉导块上装上油芯,再将摆动叉导块装上头部,使摆动叉在前后无间隙的状态下,夹在机头的垂直平光面与导块之间,将导块位置加以紧固。把导块上的油芯支撑板装上,支撑三根油芯。再把机器头部右侧盖拆下,将摆轴后轴套打出一点,使轴套端面和摆轴后曲柄端面无间隙,固定好后轴套。把摆轴连接件的前曲柄放到垂直的位置,向后压,并在它与摆轴前套之间夹入0.2mm的间隙专用尺。旋紧摆轴后曲柄的紧固螺钉,拿下专用尺。
⑤ 调整基线调节柄的安装角度。松开柄上的紧固螺钉后转动上轴,转动针摆凸轮使摆动叉转到最右边。在摆动叉的左下端与床面之间夹入2.8mm厚的铁板。将摆动叉向下压住铁板,把基线调节柄压在右基线调节螺钉上,旋紧调节柄上的螺钉后,应无轴向窜动。然后将摆幅变换架上的二根拉簧挂上。
⑥ 组装摆幅调节架。安装顺序与拆卸顺序相反,要使该架能灵活地转动,并将油芯拉到其上面。
⑦ 装油芯。从面部来的环流油毡,要插入针摆凸轮轴前部上方车头部的ϕ5孔内,与针摆凸轮轴的油芯接通。别的油芯要和竖轴上的轴套、摆轴后轴套、下轴后轴套的给油油芯一起穿入ϕ10的尼龙管中,用支架固定,插入车头后部贮油装置的油毯之中。
6)底线剪线装置的组装。组装方法如下。
① 针板座的组装。先将针板座轻轻地固定在床面上。落下切刀,对好针板座的位置。再将针降下,对好针板座的前后位置,最后固定针板座。
② 装底线剪刀拨杆。安装顺序与拆卸顺序相反。切刀斜面要向后,挂上抬压脚纵拉杆。线头控制板在切刀顶杆上升时要顶起控制板的突出部,所以安装高度要调节到面剪刀轴的后曲柄确实与控制板脱开。
7)制动装置的组装。安装顺序与拆卸顺序相反。制动架处于低速运转位置时,制动缓冲板簧的前端与制动凸轮压圈的间隙为0.5mm;制动缓冲杆下端的螺纹部应从螺母露出6mm;在低速运转时制动分挡块与制动杠杆钩块的间隙为0.2~0.5mm。
组装制动手柄,向制动手柄轴孔插入复位簧,并将其前端的曲折部插进ϕ14.72孔深处的ϕ1.9的小孔里。向制动手柄连接部件的ϕ4孔中放入钢珠压缩簧,将手柄向上把轴插入床面,向手柄的ϕ4孔内放入钢珠。将手柄左右移动着插进,复位簧的前曲折端会进入轴的ϕ1.9的孔内。再将手柄连接部件推向床面,在轴的前端套上挡圈加以固定。将手柄转90°以上,检查复位簧两端是否进入孔内。把手柄逆时针转动,在手柄向下时,把挡块螺钉装上。
8)压脚组件安装。安装顺序与拆卸顺序相反。装上抬压脚杠杆后,将主凸轮的给油油芯插入杠杆体轴的孔内。把抬压脚横拉杆从机头前面的孔插入,将拉杆钩部向上,挂上抬压脚后杠杆,装上抬压脚前杠杆。
安装压脚杆,压脚杆从机头插入,穿过压脚杆夹头,装上压脚滚轮架。然后,压脚上升量达到7.5mm时,旋紧压脚杆紧固螺钉。
9)针杆、挑线部分组装。组装方法如下。
① 挑线曲柄部件组装。挑线杆与针杆曲柄铰接处既要无间隙,又要转动灵活。针杆曲柄定位面要对准定位螺钉。滚针轴承的内、外径,要与针杆曲柄、针杆连杆内、外径配合良好。
② 针杆润滑油毡及油芯安装。穿好油芯,ϕ3油芯要露出挑线连杆销端部150mm。油芯下端要折起,用油芯固定装置固定,并让针杆摆动轴的一端露出150mm。轻轻固定针杆固定螺钉。
③ 挑线曲柄的安装。按拆卸的相反顺序,把这些部件给装上,旋紧螺钉。挑线连杆在其销装进后,应无轴向窜动间隙。
④ 切刀杆的安装。按拆卸的相反顺序装上。切刀杆挡块既要与切刀杆无间隙地配合,又要能灵活地上、下移动。
⑤ 针杆摆动架的安装。使该架油眼向上,套入摆轴前曲柄上的滑块轴位螺钉。在针杆连杆轴上套上圆形油毡,用针杆摆动轴将针杆摆动架连接在头部。针杆连接轴对准针杆连杆孔,滑块对准针杆摆动架滑槽,然后平行地将摆动架推入,圆形油毡应与针杆连杆相结合。
⑥ 油芯的安装。针杆、挑线杆等的油芯一定要穿入外径为ϕ8的塑料管内,从停刀杆轴的上部穿过,引出机头,夹在二块油毡中间。
10)调整机器标准,加油,试缝。按本章前述各主要机件定位标准进行检查调整;对各油箱及加油部位按标准加油;装上全部机盖;进行试缝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。