



(1)切刀机构 将缝好的钮孔或待缝的钮孔切开。
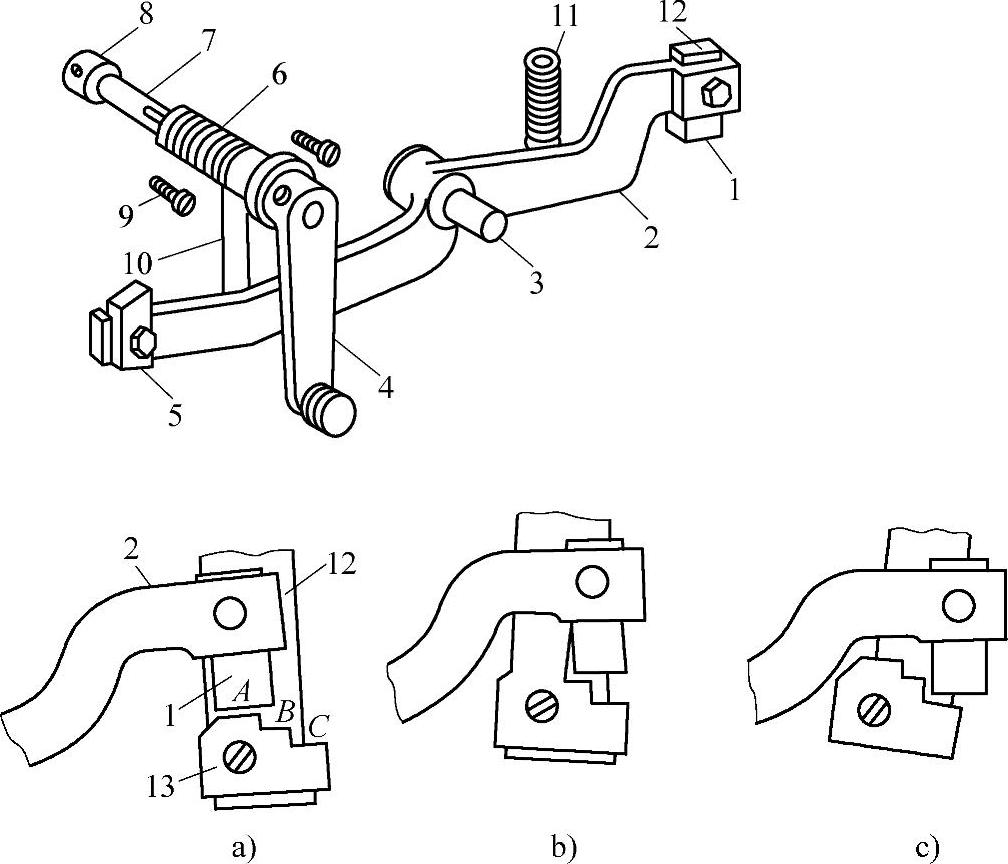
图12-19 变速定位装置
a)停车位置 b)低速位置 c)高速位置
1—定位块 2—变速杠杆 3—杠杆轴 4—制动手柄 5—顶块 6—扭簧 7—轴 8—挡圈 9—螺钉 10—顶杆 11—压簧 12—制动架 13—变速顶块
GI2-1型锁眼机切刀机构如图12-22所示。当齿轮1带动偏心凸轮2转动时,通过挡柱14,带动切刀摆杆作前后摆动。机器转动,它就一直摆动,因此,要选择落刀时机。落刀时间的早晚完全取决于装在宽度凸轮上切刀镶块凸轮17的位置。
切刀动作的实际过程:当凸轮17撞动切刀凸轮撞杆16时,切刀推杆15顶动切刀落刀顶杆13,这时装在顶杆11上的落刀顶杆挡圈13和穿在顶杆头上的顶杆离合圈12,同时向左移动一定距离,切刀推杆15从离合圈12上落下。离合圈12是由一个压簧压着但可以活动的零件,当落刀顶杆11复位时,落刀推杆4就从顶杆挡圈13和顶杆离合圈12的间隙中落下。同时,切刀摆杆3的挡柱14滑进切刀推杆15的缺口内,推动落刀推杆4向后动作。通过切刀连杆6等的传动,使切刀杆8向下作切割钮孔的动作。落刀推杆4向后动作时,给离合圈12让出了回路,使其回归原位。待落刀推杆4向前摆动时,因其顶端为斜面,这样撞到顶杆离合圈12上的落刀推杆4就被掀了起来,切刀动作即停止。
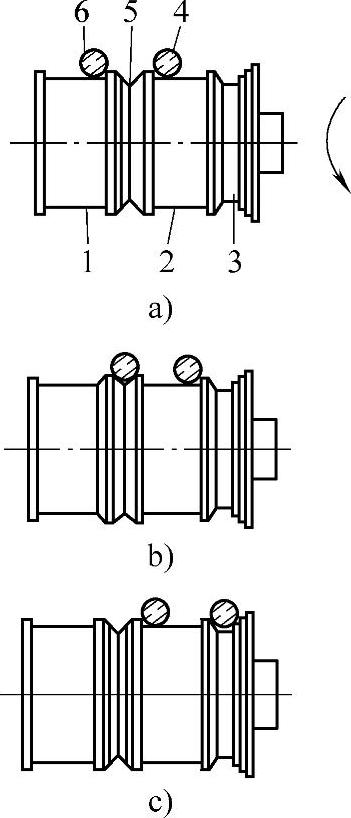
图12-20 高、低速运转皮带位置
1—第二滑动带轮 2—第一滑动带轮 3—高速带轮 4—高速带 5—低速带轮 6—低速带
GI3-1型和LBH-761型锁眼机切刀机构相同,如图12-23所示。切刀杆2装在机头前面的上、下两个凹槽中,在槽中自由滑动。其另一端与切刀连杆11铰接。上护板1和下护板12使切刀杆只能上下滑动。切刀杠杆10与连杆11铰接,绕杠杆轴18摆动,另一端与落刀曲柄5铰接。该曲柄的凸出部搭在落刀顶架20的平面上,并由落刀曲柄拉簧25拉住。切刀杠杆的前部,由切刀杠杆拉簧30向上拉,使切刀杆2不能下落。在切刀杆的下面,固定着可前后调节的切刀架13和切刀14。
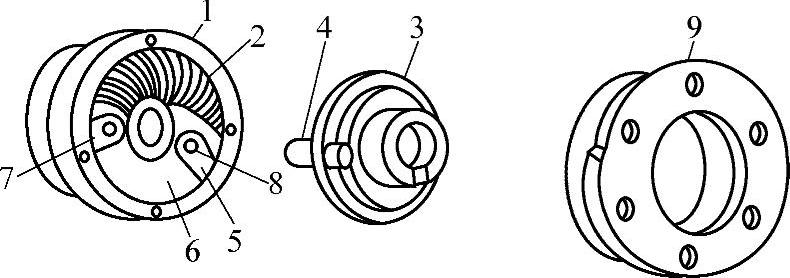
图12-21 上轴缓冲装置
1—高速带轮 2—缓冲弹簧 3—定位凸轮 4、8—定位销 5、7—球形块 6—压簧块 9—制动盘
在机头、底板上的两个同心孔中,装有落刀顶杆27,其限位销与底板上平面接触,限制了落刀顶杆的工作高度。落刀顶架20和落刀顶块22装配在落刀顶架轴23上,落刀顶块的长爪搭在落刀顶杆的球形端面上,并由落刀顶块拉簧21拉紧,而落刀顶块的端面是凸面,扭簧19将落刀顶架压在这凸面上。落刀摆架支座9在其伸出轴上装有可转动的落刀摆架7和落刀架离合板6,并由离合板扭簧8将前端下压。
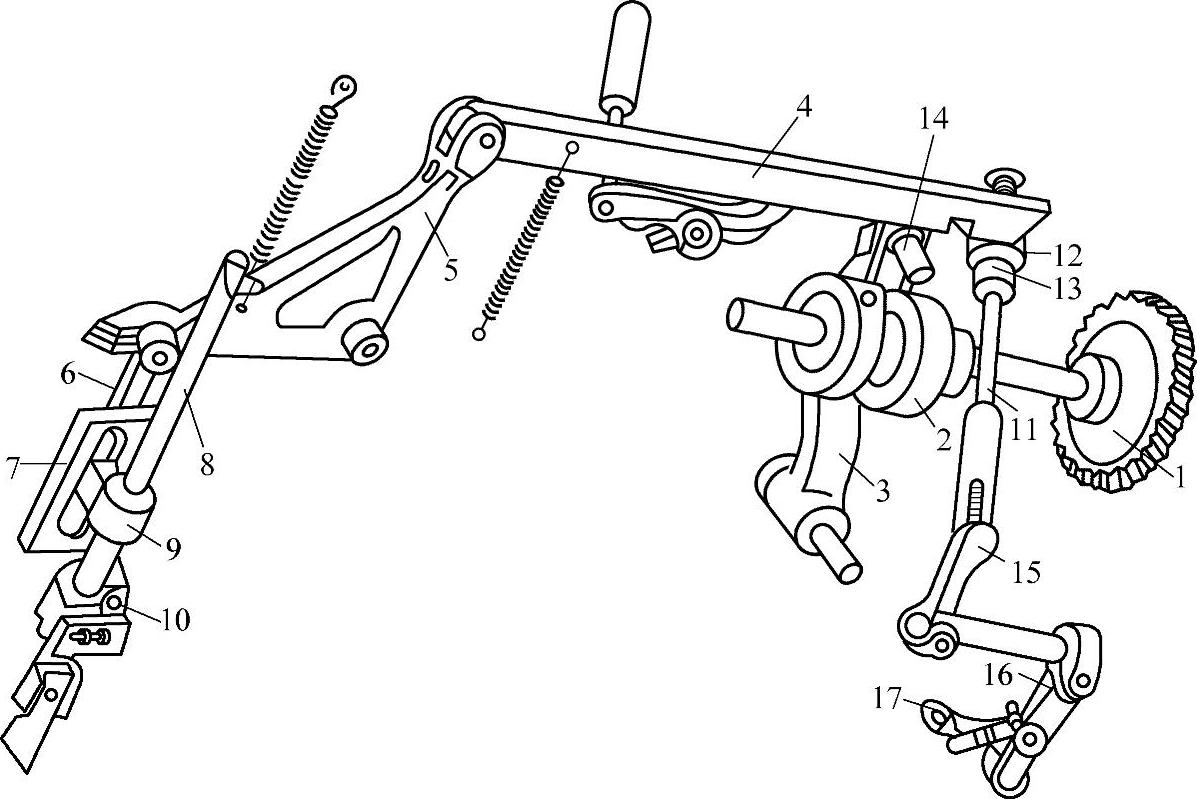
图12-22 切刀机构
1—齿轮 2—偏心凸轮 3—切刀摆杆 4—落刀推杆 5—杠杆 6—切刀连杆 7—导槽 8—切刀杆 9—滑座 10—支架 11—顶杆 12—离合圈 13—挡圈 14—挡柱 15—切刀推杆 16—撞杆 17—凸轮
在落刀摆架7上还铰接着偏心轮上的落刀摆架连杆。当上轴转动时,偏心轮驱动落刀摆架连杆,使落刀摆架7上下摆动。当送料凸轮上的落刀顶块转到落刀顶杆的下端斜面上时,就顶起落刀顶块的长爪,落刀顶架就向左推(图示位置),并越过落刀曲柄的凸出部;当送料凸轮上的落刀顶块转过落刀顶杆时,由于拉簧的拉力和落刀顶杆的自重,使落刀顶杆下降,落刀顶块随之右摆;当停车时,落刀顶架将落刀曲柄的凸出部勾住,落刀顶杆和顶块继续下降,使落刀顶块和顶架形成一个空间。由于落刀曲柄拉簧的拉力,将落刀曲柄向右拉,使该曲柄的突出部卡进所形成的空间中,同时,该曲柄的凹形口卡在落刀摆架的凸部上,因此把落刀架抬起,使切刀杠杆带着刀杆急剧下降,把钮孔切开。
切刀机构在钮孔还差2~3针缝完时开始动作,切开钮孔后机器便自停。在停车时,与制动定位机构连在一起的制动架拉杆推动锁紧钩,锁紧钩的钩部顶起落刀曲柄拉簧销,使落刀在其位置上,落刀顶架也在扭簧作用下复位而停车。
切刀动作是瞬间完成的,具体动作过程见图12-24。
图12-24a所示为落刀顶杆上顶,推动落刀顶架顺时针转动落刀,曲柄的凸部顶向落刀顶块;
图12-24b所示为落刀顶杆、切刀下降,落刀顶块逆时针转动,落刀曲柄的凸部开始进入顶架和顶块的空间,同时落刀曲柄的凹槽接近落刀摆架;
图12-24c所示为落刀顶杆继续下降,落刀曲柄的凸部完全进入上述空间,凹槽嵌住落刀摆架;(https://www.xing528.com)
图12-24d所示为落刀摆架上摆,带动切刀杠杆使切刀下落,将钮孔切开。
(2)剪线机构 由面线剪线装置和底线剪线机构组成,其作用是剪断面线和底线,并夹住被剪断的线头。GI3-1型锁眼机的剪线机构,同时剪断面线和底线。
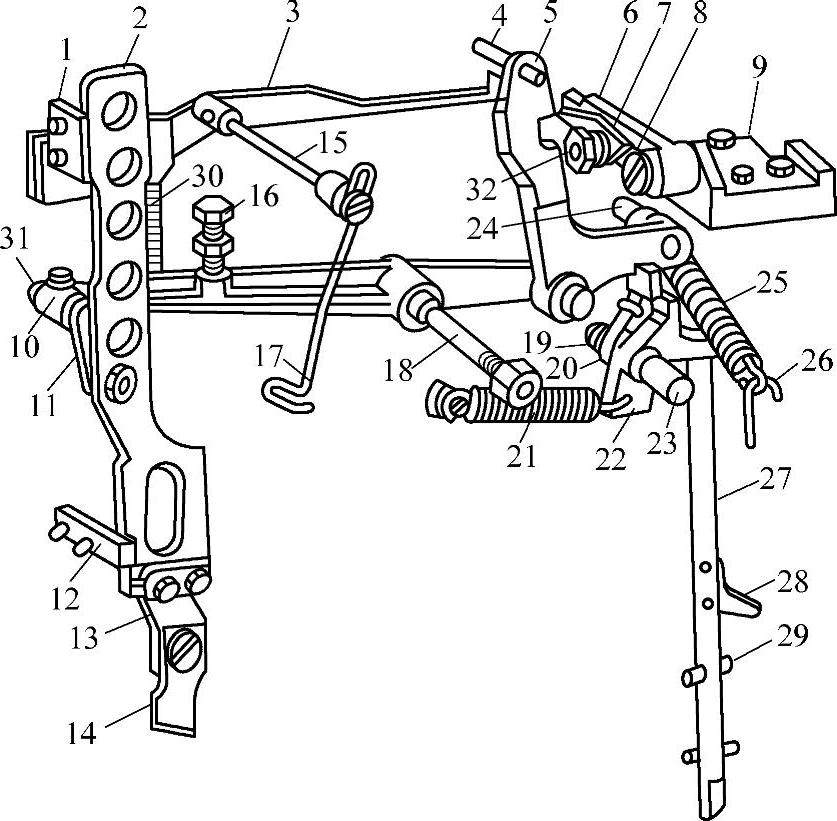
图12-23 切刀机构
1—上护板 2—切刀杆 3—停刀钩 4—扳手 5—落刀曲柄 6—离合板 7—落刀摆架 8—扭簧 9—支座 10—杠杆 11—连杆 12—下护板 13—切刀架 14—切刀 15—停刀钩轴 16—调节螺栓 17—过线杆 18—轴 19—扭簧 20—落刀顶架 21—拉簧 22—落刀顶块 23—顶架轴 24—拉簧销 25—拉簧 26—挂钩 27—顶杆 28—夹线架顶块 29—限位销 30—拉簧 31—切刀杠杆轴 32—落刀连杆轴
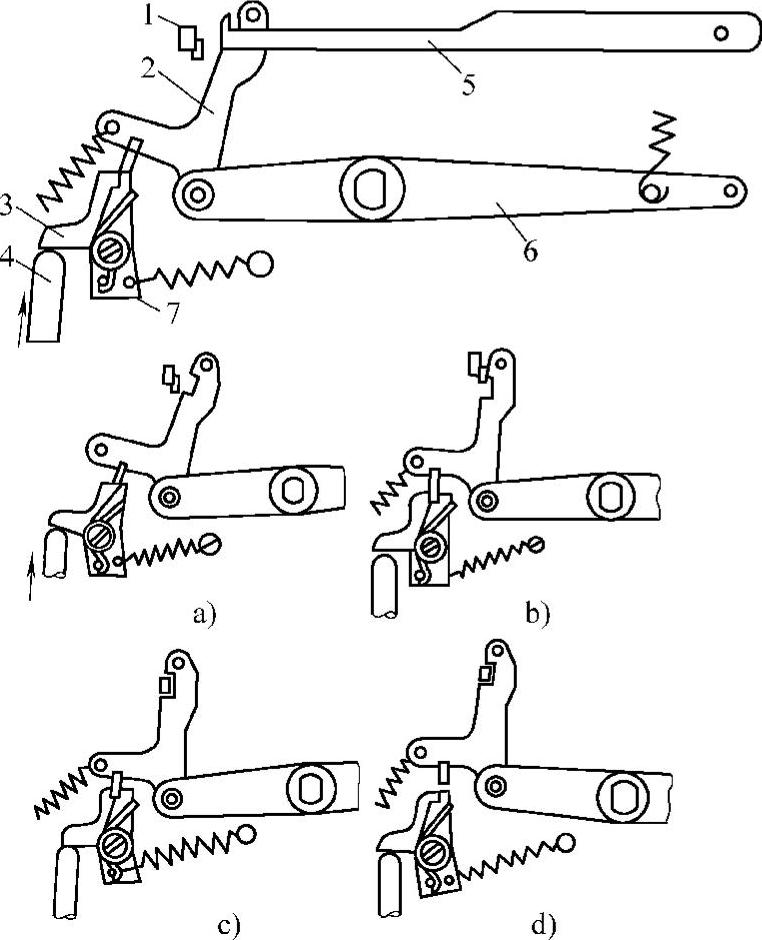
图12-24 切刀动作
1—落刀摆架 2—落刀曲柄 3—落刀顶块 4—切刀顶杆 5—自动停刀杆 6—切刀杠杆 7—落刀顶架
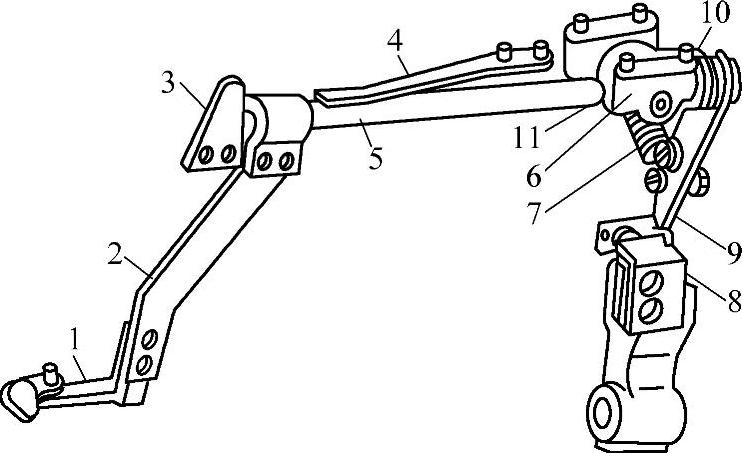
图12-25 面线剪线机构
1—剪刀 2—剪刀架 3—护板 4—压簧 5—剪刀轴 6—托架 7—拉簧 8—时间调节器 9—曲柄 10—压簧 11—滑套
面线剪线机构如图12-25所示,面线剪刀1固定在剪刀架2上。面线剪刀轴5的前端支承由护板3挡住,并由压簧4始终将轴上压。面线剪刀轴5装在滑套11的孔中,滑套11装在两个托架6的孔中。面线剪刀开闭曲柄9的外圆上套着压簧10,开闭曲柄9由拉簧7拉紧。面线剪刀张开时间调节器8装在压脚架联动接头的右侧。
底线剪线机构如图12-26所示,针板底座1上装有下刀2,并铰接底剪上刀5及底剪推刀架7,在推刀架的斜长孔中装有底剪上刀拨销,底剪上刀由托板6托住。在底剪推刀架上,固定有底线拨线板4。底剪线上刀连杆8与推刀架7铰接,与底剪起动杆9也铰接。起动杆与机头底板铰接。
剪线机构联动装置如图12-27所示。底架摆动架2和抬压脚架1分别套装在轴8和轴9上,并与底剪连杆互相铰接。由抬压脚拉簧7拉紧抬压脚架。可调球头螺钉6固装在底剪摆动架下端,并插进底剪起动杆3的长槽口中,起动杆在支点轴4处与机头底板铰接。
当压下抬压脚架1时,其上的斜面A推动面剪刀轴、面剪刀架与面剪刀一起前移;同时斜面B推动面前开闭曲柄上的滑轮,使开闭曲柄同面剪刀轴、面剪刀架一起右摆,这样面剪刀将面线插进两个刃口中,面剪刀轴继续右摆,面剪刀上的圆柱销碰到面剪刀闭合爪,使面剪刀闭合,剪断面线,并把留在机针上的线头夹住。
当放下压脚时,面剪刀轴在弹簧作用下后移复位。在机器重新起动时,送料机构向前送料,固定在送料机构中联动夹头上的面剪刀开闭时调节器前移,当越过开闭曲柄时,拉簧把开闭曲柄拉回原位,面剪刀、面剪刀轴左摆,面剪刀圆柱销碰到面剪刀导杆上的面剪刀张开导面时,使面剪刀张开。
上述过程为面线剪线过程,下面略述底线剪线过程。当压下抬压脚时,底剪摆架连杆5(图12-27)推动底剪摆架向左摆动,摆架上的球头螺钉拨动底剪起动杆3,连接在起动杆上的底脚上刀连杆推动底剪推刀架摆动,使底线拨线板4(图12-26)拨动底线,由于推刀架7(图12-26)上的斜槽作用,使底线拨线板把底线拨完才推动底剪上刀5上的圆柱销,使上刀(活动刀)移向底剪下刀(固定刀),把底线剪断。
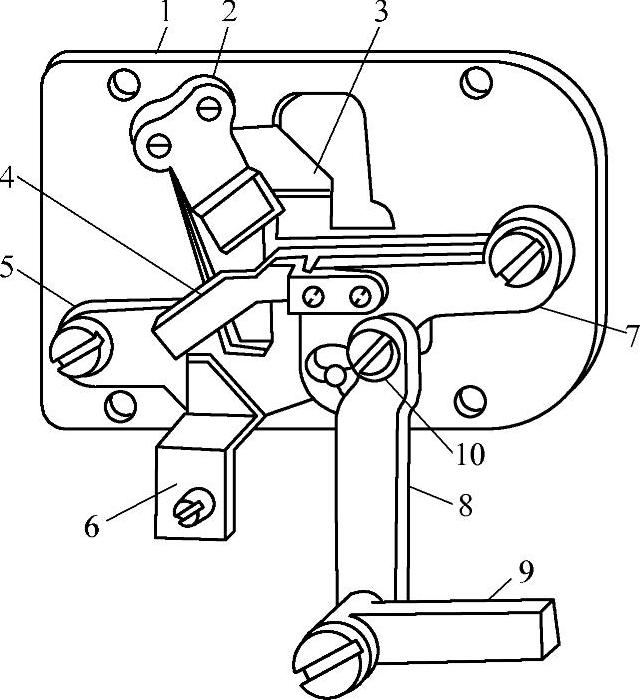
图12-26 底线剪线机构
1—底座 2—下刀 3—针板 4—拨线板 5—上刀 6—托板 7—推刀架 8—连杆 9—起动杆 10—推刀架块
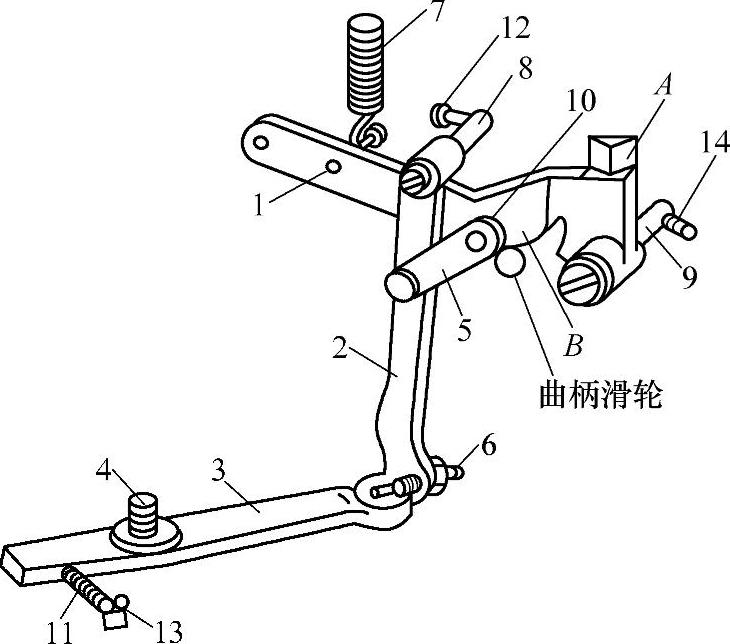
图12-27 剪线机构联动装置
1—抬压脚架 2—摆动架 3—起动杆 4—轴 5—连杆 6—螺钉 7—拉簧 8、9—轴 10—连杆轴 11—拉簧 12—摆架轴 13—拉簧挂销 14—螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。