



(1)变速机构 平头锁眼机有高、低两种速度。高速为正常缝纫,低速为切刀切开钮孔或减小停车惯性力的缝速。
电动机安装在机器台板背面,其轴上装有双联带轮,通过高、低速两根皮带带动上轴,实现上轴高、低速运转。
变速机构由起动装置、皮带拨动装置和变速定位装置三部分组成。
1)起动装置安装在机器底座的后立面上。如图12-17所示,在起动架座1上,以起动架轴4与起动架3铰接。起动架上装有调节螺钉5。起动架由压簧2顶起,其孔中挂着与起动脚踏板相连的链条。
2)皮带拨动装置在制动定位机构中,如图12-18所示。皮带拨叉固装在制动架1上。制动架由两根拉簧8和11拉紧,另一端挂在机头上。在弹簧的作用下拨动皮带拨叉,使制动架变速顶块6和起动顶销16移位而拨动皮带。
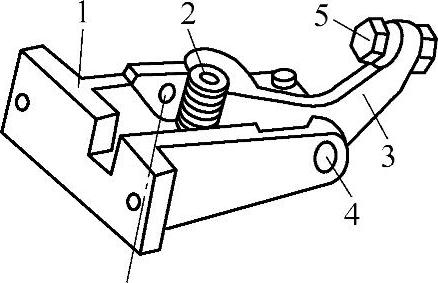
图12-17 起动装置
1—座 2—压簧 3—起动架 4—轴 5—调节螺钉
3)变速定位装置在机头底板的右下侧面内,如图12-19所示。变速杠杆轴3固定在机头底板上,变速杠杆2活套在其上。变速杠杆两端分别装置定位块1和顶块5。压簧11下端与变速杠杆2相连,上端装在底板的沉头孔中,使变速杠杆有一定的顶加压力。
当起动电动机时,上轴两个带轮滑转(图12-20a),机器不转。轻踏起动踏板,经链条拉动起动装置上的起动架,则调节螺钉5(图12-17),压向制动定位机构中的起动顶销16(图12-18),使制动架12(图12-19)向后倾斜,定位块1被压簧11压向变速顶块13的低速位置B上;同时皮带拨叉拨动皮带后移,低速带滑至低速带轮上,高速带从高速带轮的左端滑向右端(图12-19b),机器低速运转。(https://www.xing528.com)
继续踏动踏板,起动架又压向起动顶销,使制动架再次向后倾斜。变速定位装置上的定位块由低速位置滑向并卡入高速位置C上;皮带拨叉将低速带拉向低速带轮左端,高速带滑至高速带轮工作面,使机器变为高速运转。
当缝制到还差7~8针时,由送料凸轮上的变速顶块下压变速杠杆上的变速顶块,使变速杠杆定位块抬起,与制动架的变速顶块13(图12-19)脱离,由于弹簧6和11的作用,将制动架前拉,使变速杠杆上的定位块卡入变速顶块的低速位置上,使机器变为低速运转。当送料凸轮的变速顶块转到最高位置时,又将变速杠杆的顶块下压,使定位块又抬起,并与制动架上变速顶块的低速位置脱离,制动架又被前拉,则皮带拨叉再推动两根带前移而停车。操作时若需要高速运转,只要踏重些即可;而要低速运转时轻踏即可。
(2)制动定位机构 平头锁眼机要求自动定位停机,保证每次停机都停在一个固定的位置上,一般为挑线杆的最高位置处。现代锁眼机普遍采用减速停机,用制动定位块嵌入凸轮的定位槽中,并由弹簧缓冲,使机器完全制动。GI3-1型锁眼机采用的是在刹车的同时实行强迫制动的机构,即由机器自动减速后刹车制动,并用缓冲装置克服停车的惯性,把机针控制在一定的高度上。
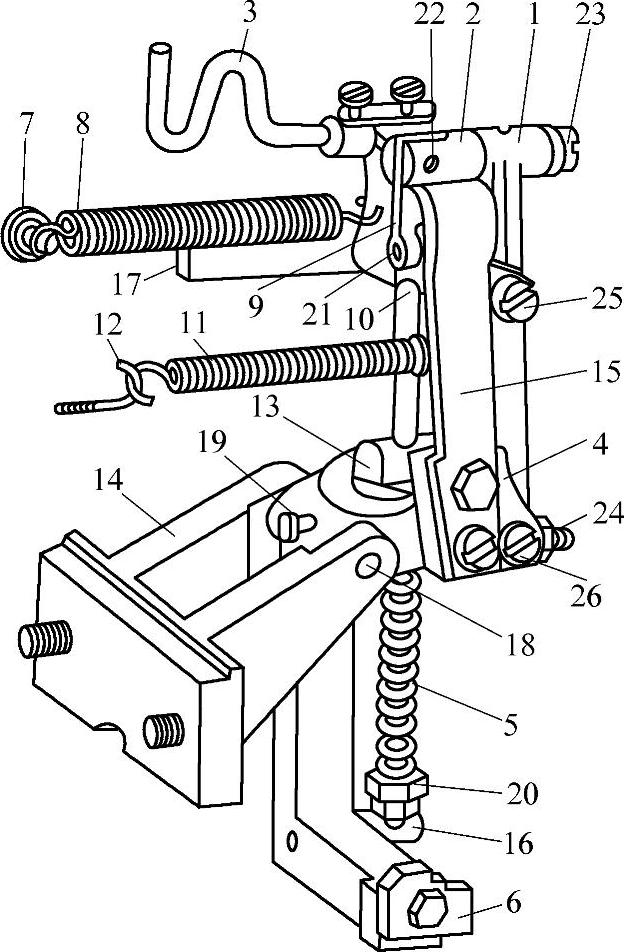
图12-18 皮带拨动装置
1—制动架 2—定位块销 3—拨叉 4—弹簧架 5—弹簧 6—变速顶块 7—拉簧螺钉 8、11—拉簧 9—定位块 10—缓冲杆 12—挂钩 13—定位螺钉 14—制动架座 15—弹簧板 16—起动顶销 17—拉杆 18、21、22—轴 19、23—螺钉 20—螺母 24—调节螺钉 25—螺钉轴 26—固定螺钉轴
制动定位机构如图12-18所示。制动架座14装在机头的后背面上,制动架1与其铰接。制动架顶部装有定位块销2,在其前端的通槽中,铰接一制动轮定位块9,在定位块的叉形槽中铰接一缓冲杆10,缓冲杆装在缓冲定位套筒中。缓冲弹簧5套在缓冲杆上,其上端面顶在缓冲定位套筒的端面,下端面由缓冲杆的垫圈支承,并由调节螺母来调节压力。在制动架及其右侧面上,装有减速弹簧板15和制动减速弹簧架,制动架的左侧和中间挂着两根拉簧8和11,以保持对制动架有一定的拉力。
如图12-21所示,在上轴高速带轮1的端面上装螺旋形的制动定位凸轮3,在螺旋面的最高点处开有径向凹形槽,其一侧是螺旋面的最高点,另一侧是最低点。在凸轮上装有球形块5和7,两块的平面上装有弧形的橡胶压簧块6,球形块的球面上支承着有预压力的弧形缓冲弹簧2,球形块5套在高速带轮上,使缓冲弹簧压向球形块7上。由于橡胶压簧块一端被球形块5挡住,另一端被球形块7压住,使制动定位凸轮处于一定的位置上。在高速带轮端面上装有制动盘9,使该带轮环形槽中的零件不致于脱出。制动盘缘上有一段低于外圆的曲线,供刹车时用。
当停车时,制动架上的刹车弹簧板卡进制动盘的曲面上,曲面由低点向高点转动,使弹簧板的压力逐渐增大,机器惯性力逐渐减小。然后,制动定位块卡在凸轮定位凹槽中,使机器制动定位,并将针杆升到所要求的位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。