



1.针距控制
开针凸轮的大半径推动送料凸轮椭圆形短半径,可以使送料凸轮在开针凸轮座的燕尾槽内移动。将开针凸轮轴的头端嵌入开针凸轮的缺口,转动轮盘就可以改变开针凸轮与主轴的相对位置,使针距调节组合凸轮总的偏心距发生改变,最后使针迹密度大小得到改变。如果将开针凸轮的长径与送料凸轮的长径对齐,此时总的偏心距最大,针距也最长,线迹密度最稀;如果将开针凸轮的短径与送料凸轮的长径对齐,则总的偏心距最小,针距也最短,线迹密度最密。
2.机针与弯针的配合
1)包缝机的上弯针运动时间滞后于机针的运动时间,这样可以避免机针在向下运动中碰到上弯针以及上弯针线圈,而当上弯针运动至左上方极限位置时,在上弯针线圈拉直以后,机针尖可以尽早进入上弯针线环。这样的配合能够保证机针穿套线环,减少上跳针故障。
2)包缝机的下弯针运动时间要超前于机针的运动时间,这样使机针在向下运动中,机针尖还未到达下弯针针尖运动最高点的水平面位置时,下弯针已从上一机针线环内退出。这有利于机针在穿刺运动中收紧上一针面线,以及便于下一步机针线环正常形成。
3)高速包缝机的机针及上、下弯针的运动配合在中速包缝机的基础上有了较大的改进。高速包缝机的上弯针运动比机针运动滞后36°左右,而下弯针运动比机针运动超前6°左右。这样的配合关系较大程度上减少了上、下弯针的摇动幅度,使机器运转平稳,降低了惯性冲击力和噪声。
3.差动量控制
如图7-19所示为高速包缝机差动调节机构。松开差动扳手固定螺母,并抬高差动扳手,就可以经过差动曲柄、差动调整连杆,使差动连杆调整滑块1的位置抬高。差动牙连杆调整滑块1套在差动连杆调整曲柄3上,差动调整曲柄3与送料轴连接为一体。因此,当滑块位置抬高时,虽然差动牙连杆的摆幅不变,但由于滑块与送料轴中心线的距离增大,即摆动半径增大,通过差动牙连杆的传递使差动牙前后运动行程变大。如果差动牙连杆调整滑块与送料轴中心线之间的距离大于送料牙螺钉与送料轴中心线之间的距离,则差动牙的前后运动幅度大于送料牙;反之,则差动牙的前后运动幅度小于送料牙。(https://www.xing528.com)
4.穿线
图7-20所示为GN6-5包缝机的穿线方法。穿线时应先穿弯针线,后穿机针线。
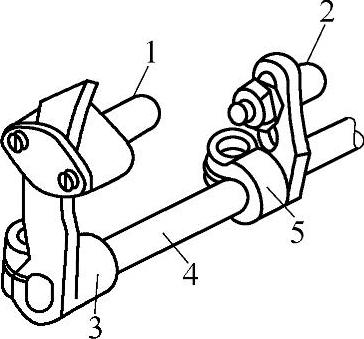
图7-19 高速包缝机差动调节机构示例
1—差动连杆调整滑块 2—送料牙调整螺钉 3—差动连杆调整曲柄 4—送料轴 5—送料牙调整曲柄
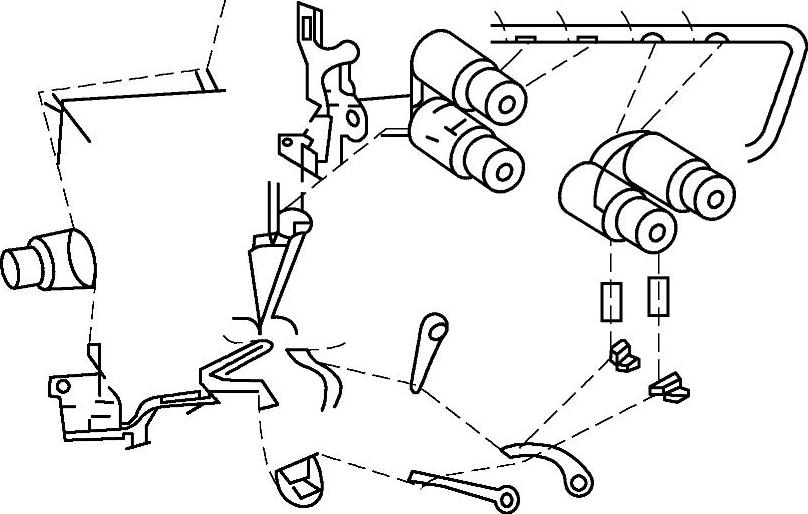
图7-20 GN6-5型包缝机的穿线方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。