



1.机针的选择和安装
机针是重要的成缝机件之一,GC6-1型工业平缝机应选用DB×1型、DA×1型、16×231型机针,同时,根据缝料选用合适的针号。
在一般情况下,缝制薄、脆、密的缝料应选用小号(细)针,而缝制厚、柔、疏的缝料则宜选用大号(粗)针。缝制薄料用粗针,由于机针与缝料摩擦较大,机针上升时缝料会随机针在压脚槽内上升,延缓了线环的形成,从而引起跳针;缝制厚料时如选用细针,则会引起机针弯曲或断针。
在高速缝纫时,机针和缝料的剧烈摩擦会导致机针温度过高,严重的会在化纤织物中形成熔洞或造成化纤缝线熔融,针孔过线阻力增加,使面线成环条件恶化而引起跳针或断线,因此,应对机针进行特别的选择和冷却。
在高速缝制低熔点的化纤织物时,可采用双节机针或高速机针,双节机针上节粗可增加机针刚度,下节细可减少针与缝料摩擦,从而使针温降低;高速机针的针尖部和针孔两侧尺寸比针杆直径粗5%~7%,可减少针杆与缝料的摩擦生热。
用缝线上加硅油及风冷的方式也可有效地降低针温,硅油无色、透明、易于挥发,高速缝纫时能带走机针部分热量。
安装机针时,应使机针向上顶住针杆装针孔底并使机针长槽朝向机器正左方,以便浅槽一侧形成的线环平面与梭尖运动方向正交,实现准确钩取线环。
2.缝纫线的选择
在选用缝纫线时,首先应考虑其可缝性、强度和均匀性,这样才能保证线缝的牢度。高速平缝机使用的面线应选左旋线,而且捻度适中,底线左、右旋线均可使用。缝线旋向的判别,可按图6-29所示的方法进行,双手捏住缝线,右手按箭头方向搓转缝线,若线股越搓越紧,即为左旋线。
为了取得良好的缝纫效果,还应做好机针、缝料和缝线的匹配选择,表6-21列出了三者常用的配合关系。
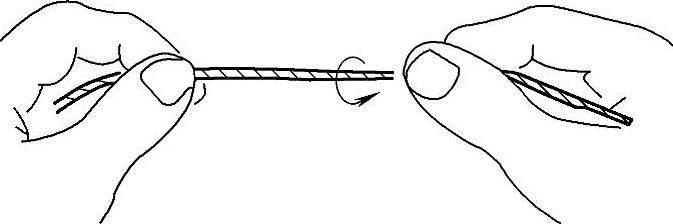
图6-29 缝线旋向的判别
表6-21 机针、缝线、缝料的关系

3.送料牙工作高度和压脚压力的调节
(1)送料牙工作高度调节 送料牙工作高度指送料牙上升至最高位置时,露出针板面的高度。缝制较厚或较硬的缝料,送料牙工作高度要高,反之则低些。在缝制一般面料时,送料牙工作高度约为0.7~0.9mm,缝制厚料可调至1mm,而缝制薄料则可调至0.5mm。
调节时松开抬牙摆杆紧固螺钉,再调节抬牙摆杆,达到合适高度时拧紧螺钉即可。
(2)压脚压力调节 通常缝制薄料,压脚压力应小些,缝厚料则大些。压力调节,应先松开机头顶部调节螺钉上的锁紧螺母,如若要压力大些,旋入调节螺钉即可,旋出则压力减小。调节合适后,应旋紧锁紧螺母,以防高速缝纫时调节螺钉松动,压力改变。
4.平缝机润滑
由于GC6-1型高速工业平缝机最高缝速可达5500r/min,而且各运动机构要求相互配合准确,为使机器能长期保持应有的工作精度和性能,能有较长的使用寿命,使用中有较好的运动平稳性及较低的噪声,润滑是重要环节。GC6-1型高速工业平缝机有全自动润滑系统,润滑油大多采用7#高速机械油或专用高速缝纫机油。
自动润滑系统由油泵、油池、量油阀及油路组成,缝纫时油泵以相当的压力把润滑油输送到各个润滑部位,润滑后的油靠重力流回油池,机头上方的透明油窗可以观察润滑系统的工作情况。油池中标示了合理油位,在定期更换润滑油时应保持规定的油量。
GC15-1型缝纫机最高缝速达5500针/min,其油路系统如图6-30所示。本机采用的是叶片泵自动供油方式,在竖轴的下端装有叶片式回转体,竖轴旋转带动泵工作,油被抽出后用油管连接向上轴、下轴、旋梭方向供油,其供油路径如下。
上供油路径:
 (https://www.xing528.com)
(https://www.xing528.com)
下供油路径:
泵体→下供油管→下轴前套→下轴→旋梭
面部飞溅的油聚到下部,靠回油装置而能使它回到油箱内,具体机构如图6-31所示。
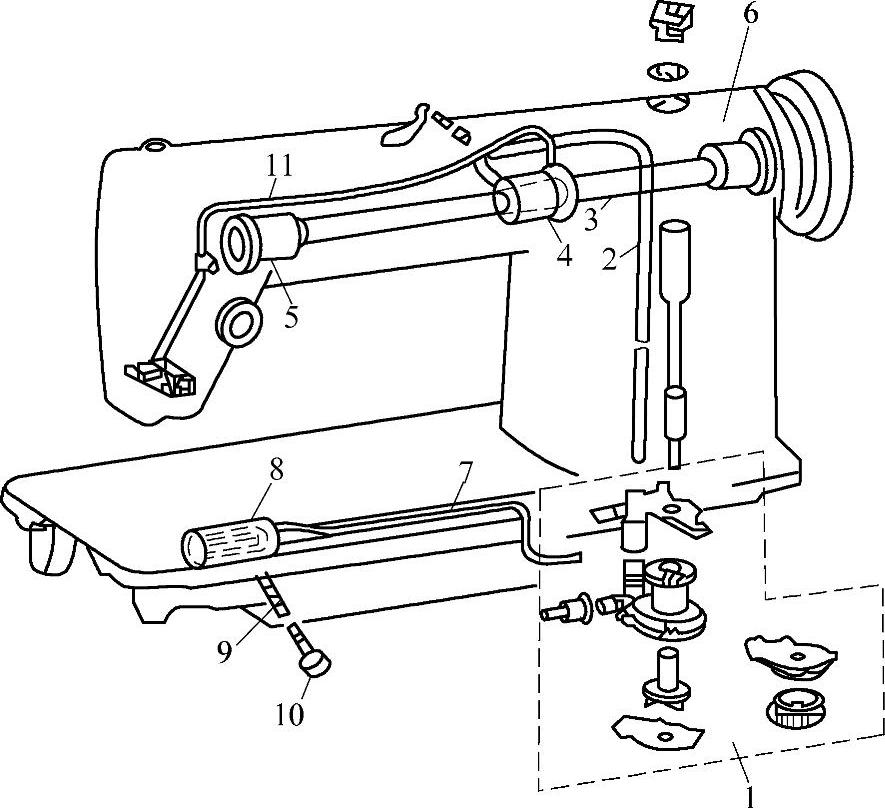
图6-30 供油系统图
1—叶片泵体 2—上供油管 3—上轴 4—上轴中轴套 5—上轴前轴套 6—上轴后轴套 7—下供油管 8—下轴前套 9—调节螺钉簧 10—旋梭油量调节螺钉 11—回油管
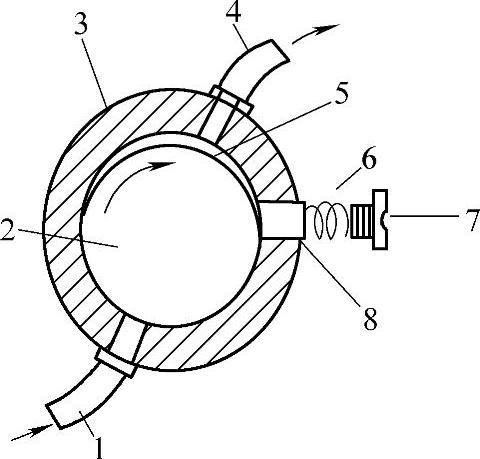
图6-31 回油装置(一)
1—进油口 2—上轴 3—中轴套 4—出油口 5—偏心部 6—柱塞簧 7—压紧螺钉 8—柱塞
上轴的一部分磨成偏心的,在此处的轴套上设计一个柱塞孔,如图6-32所示,弹簧压住柱塞在偏心部的抬起,轴套上开有两个油孔,并有导管,入口连接机壳下部,出口连接着油箱。
储存在上轴偏心部的油压迫柱塞,使油流向出油管,如图6-33所示。
因为油流出后偏心部成真空状态,所以能从进油口将油吸入。就这样,随着上轴转动,不断地吸油、压出,完成回油工作。
回油路径:
面部存油毛毡→回油管→柱塞→油窗→油箱
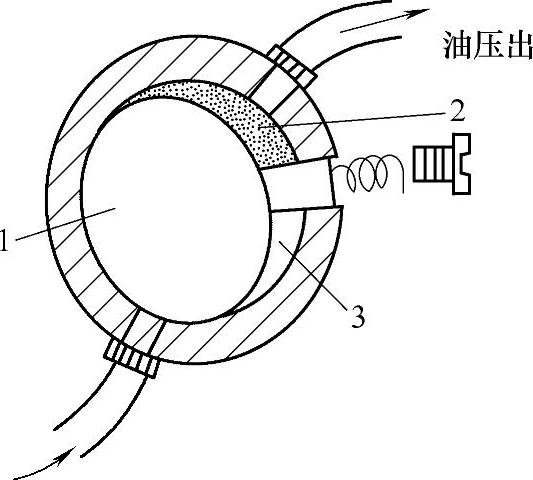
图6-32 回油装置(二)
1—上轴 2—油 3—真空
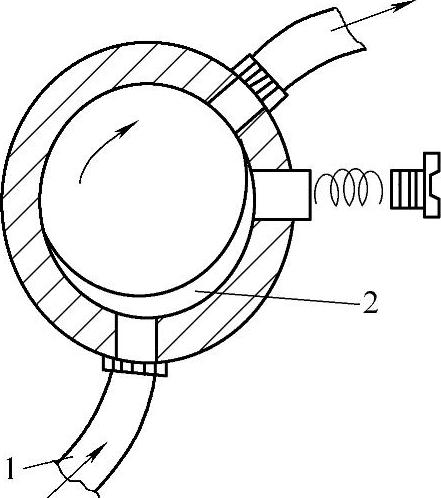
图6-33 回油装置(三)
1—进油管 2—真空
5.新机器的磨合
在开始使用新机器时,应降速使用,此时可换用随机带来的较小直径的带轮,运行一段时间后,再换用大直径带轮,即可高速使用。新机器经过磨合后,运转更为轻快,而且有利于提高机器使用寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。