



1.一般结构
辊式粘合机是连续式粘合机,采用无级变速电动机。采用链传动,带动两副聚四氟乙烯传动带。粘合物夹在两层带中经加热后升温,使粘合剂熔融,再经过一对胶辊加压粘合,最后冷却定型。
加压由两个液压缸或气动缸作用于加压辊实现,压力在0~5.88×105Pa之间可调,加压时间是通过无级变速电动机调速改变传送带速度实现的,带速一般在0~12m/min之间、可调,温度由温度调节仪和温度传感器控制,调节范围在常温~200°C之间。
这种粘合机工作连续,生产效率高,粘合物长度不受限制,适合大面积的粘合。但加压为线接触,加压时间调节范围小,且因传送带连续运动,易造成粘合衬与面料相对位移,影响粘合质量。此外,粘合物从常温加热到粘合温度,需较长的预热区,因此机器体积较庞大。
2.NH-G1000-F型辊式粘合机
如图4-4所示,该机传送带宽1m,采用辊式加压,抽风冷却。由上、下传送带架和底架三个独立部分组成,传送带为整体结构。
传动部分由37W无级变速电动机经蜗杆蜗轮减速,由链传动带动上传送带主轴,再经一对齿轮带动下传送带,上下传送带系统的主动轴分别为色硅橡胶压辊,在下压辊两端的下部,分别有两个液压缸加压。

图4-4 NH-G1000-F型辊式粘合机
1—送料台 2—粘合物 3—吸筒 4—张紧轮 5—电热板 6—传送带 7—加压辊 8—风扇 9—加压缸 10—调速电动机

图4-5 电气液压系统
1—油箱 2—液压泵 3—压力表 4—蓄能器 5—液压缸
液压系统由电动机、液压泵、工作液压缸和蓄能器等组成。如图4-5所示。当液压缸需工作时,打开系统阀门,起动电动机,带动液压泵工作,当达到预定压力,即可停机,关闭系统阀门。压力油由单作用液压缸活塞下部进入,推动胶辊加压吻合,因液压系统为封闭循环系统,从而使两胶辊在调定的恒压下工作。系统的泄漏和压力损失由蓄能器补偿。停止工作时,打开系统阀门,释放系统压力,以避免胶辊轴长期受力而变形。
该机采用三相四线,其工作过程如下所述。
(1)预热 当接通电源指示灯HL1亮时,扳动电热开关Q1,如图4-5a所示,则温度调节仪WDJ和常开触点控制的接触器K1都通电工作,从而接通电热管DR,电热板开始加热。
(2)升压 当点动开关Q闭合时,KB通电,使电动机M2开始运转。则液压泵输油,当达到预选压力后立即关闭K3,使液压泵停止输油。压力油推动活塞使压辊增加负荷。这时为减少泄漏,应关闭液压泵,蓄能器补偿,以保证工作期间系统内始终保持预选压力。
(3)工作 按下启动按钮S1,接触器K2接通并自锁,指示灯H2亮,调速电动机M1转动,通过调速旋钮预选速度,经传动系统使传送带运行,计时器S记录运转时间。这时将要粘合的衣片布局于工作台上,推入送料口,使上下粘合带夹住送入加热区。温度不断升高,达到粘合剂熔融温度,再经胶辊加压粘合。经胶辊输出到传送带,粘合物通过冷却区,打开冷却开关Q2,抽气风扇FS启动抽风,使粘合物迅速挥发水分,冷却定型,由传送带将冷却定型后的粘合物收集于接料台上,粘合结束。
(4)停机 扳下双联开关Q1,温度调节仪WDJ失电,电热板停止加热,但传送带仍在继续运转,在达到预计时间时,时间继电器的常闭触点断开,传送带停止运行。
断热延时停机,是因为电热板本身有一定的热容量,加上加热区保温效果好,所以电热虽断电,电热板温度仍很高,如果传送带立即停转,易烧坏,因此万一工作期间突然停电,要用人工转动一段时间,待电热板温度冷却到一定温度时,方可停止。
3.NH-G200型粘合机(https://www.xing528.com)
该粘合机是一种多功能微型粘合机,带宽仅200mm,适合袖口、门禁等小部位的粘合。加压辊为悬臂式,可进行局部粘合,不需粘合的部位由辊外通过。加压方式为丝杠螺母机械式。装上专用配件,可进行各种式样的口袋折烫和裙带折烫。
该机的结构示意图,如图4-6所示。将粘合物在送料台上按布局排好,送入两传送带中,经过装有电热板的中间加热区使粘合剂熔融,在末端经一对加压辊加压粘合,输出后落入回程带上自然冷却,并在收料台上集中。
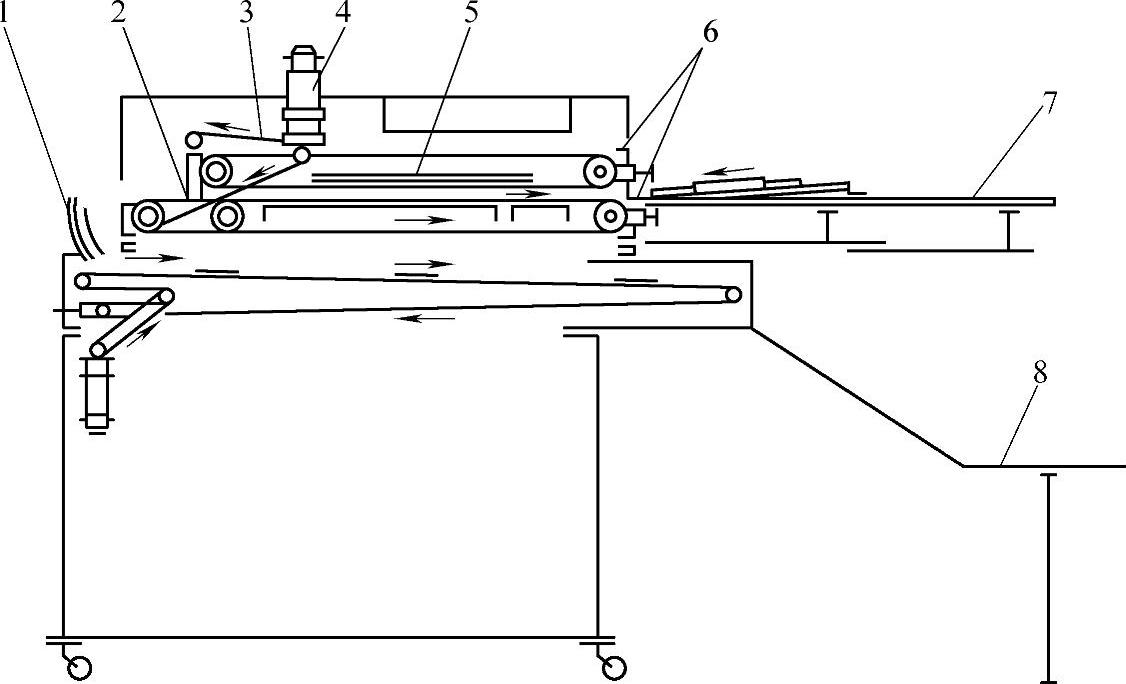
图4-6 NH-G200型多功能微型粘合机
1—机程传送带 2—热压传送带 3—传动杆 4—电动机 5—电热板 6—张紧装置 7—送料台 8—接料台
该机的电器控制,与NH-G1000-F型粘合机大同小异,不再赘述。
4.NH-G600-S型粘合机
与前两种机型比比,该机有下列特点。
1)加压方式采用无污染低噪声的气动方式,同时采用气电配合的自动控制系统控制带偏转。
2)电热板改为分离钻孔安排,使温升均匀,方便电热管更换。
3)水冷式冷却定型。传送带输出端装了一个制冷室,使粘合物由一百多度急剧下降至几度或十几度。
4)集成电路控制。带速和温度改为数显式,同时通过温度补偿把反映电热板温度转换成加压时粘合物的实际温度。
5)有断丝、传感器、温度上下限超差等报警装置,显示故障。
6)把易损的触点或接触改用可控硅控制,提高了控制部分的稳定性和工作寿命。
7)该机的温度、带速调控方便,温度分布均匀,保温效果好,能耗少。还可配备电脑,对粘合三要素自动优选,并且进行自动控制和记录统计。
该机的结构示意图如图4-7所示,主要有13个部分。其电器原理图较复杂,在此不再赘述。
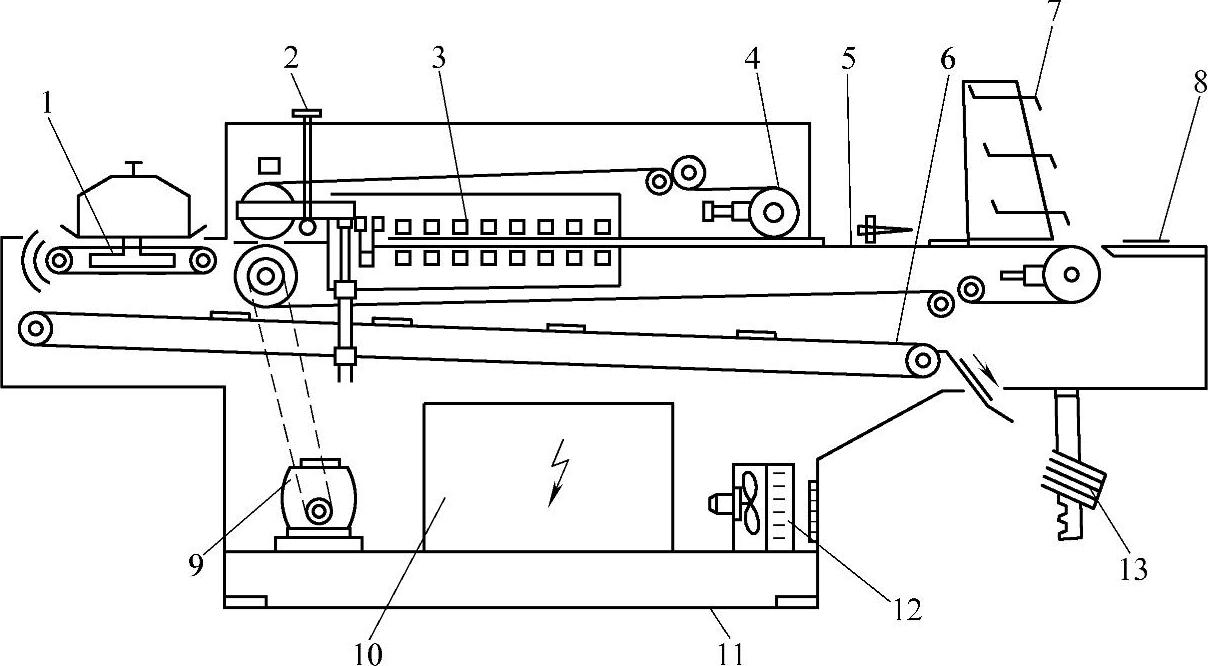
图4-7 NH-G600-S型粘合机
1—制冷 2—调压辊 3—电热丝 4—加压辊 5—传送带 6—输送带 7—料架 8—粘合料 9—电动机 10—电热箱 11—机架 12—制冷器 13—料台
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。