



1.一般结构
板式粘合机的结构主要有上下两块平板:加热板和顶板。加热板是一块有热源的固定不动的平板,顶板是靠动力和传动机构进行上下运动的平板。工作时,两板吻合,粘合物夹在中间,由加热板加热,经过一定时间,使粘合剂熔融,在压力作用下渗入面料粘合,然后两板分离并冷却定型,完成粘合过程。
板式粘合机的特点是面接触,压力大,粘合物静止不动,加压时间长,压力、温度、时间三要素均连续可调,由于调节范围大,故适应性广。
2.NH-B1000×600型粘合机
如图4-1所示是一种液动板式粘合机,其加热板面积为1000mm×600mm,除了用于衬衫外,还用于西服、中山装衣片粘合衬里。该机结构简单、维修方便,压力大,总压力可达1.32×105N。采用电加热、液压驱动顶板加压来完成压烫,温度、时间和压力三要素均连续可调并自动控制。
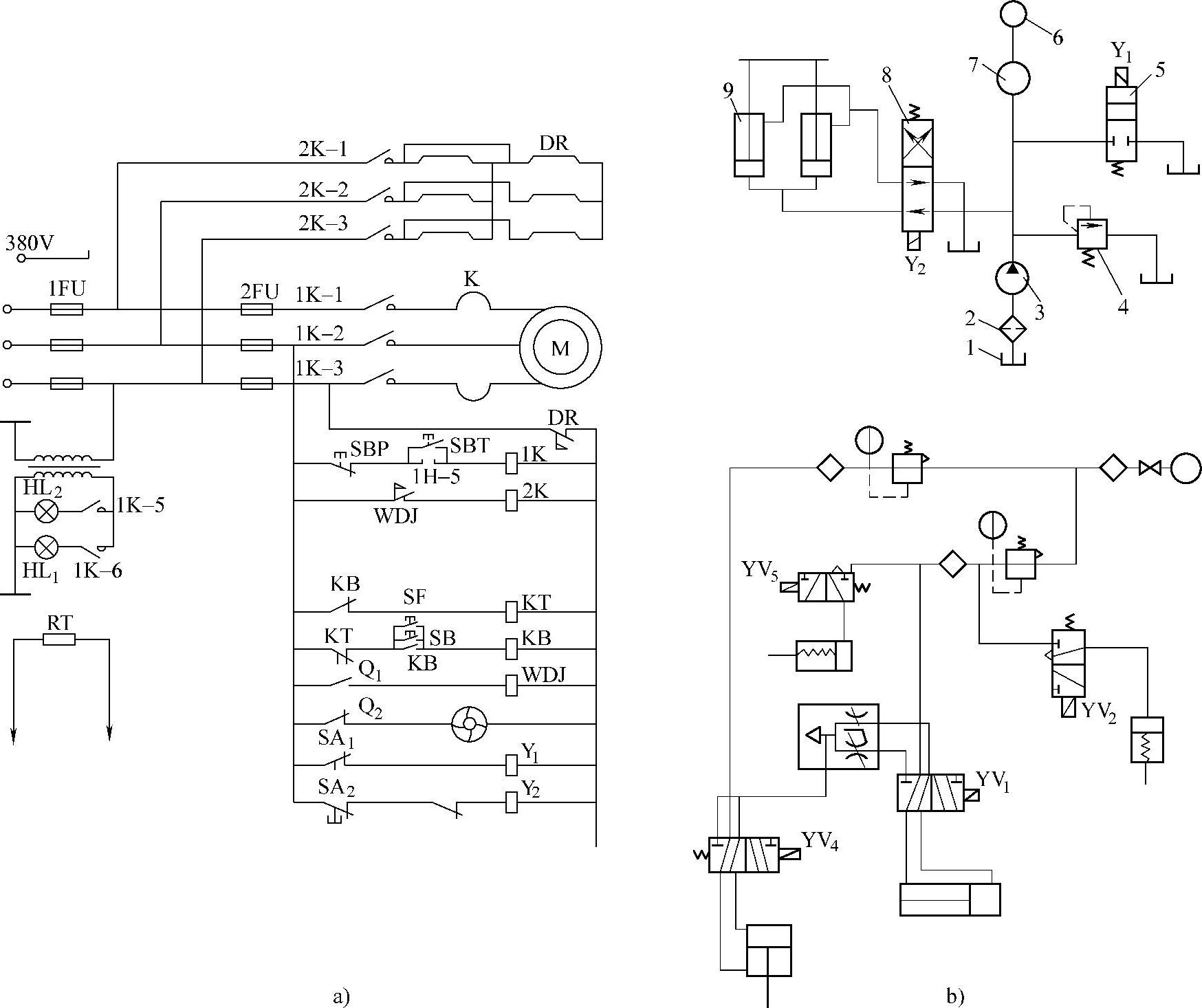
(1)电气原理 如图4-2a所示,该机使用三相四线电源。使用时先接电源,则变压器接通,停止按钮指示灯HL1亮,表明整机通电源,扳动电热开关Q1,温度调节WDJ通电,则其常开触点的接触器2K通电,使DR也通电,电热板开始加热。当达到预定温度时,由温度传感器Rt把信号传给温度调节仪,使WDJ断电,加热停止。当低于预定温度时,传感器又把信号传给温度调节仪,使WDJ通电加热,以保证恒温。
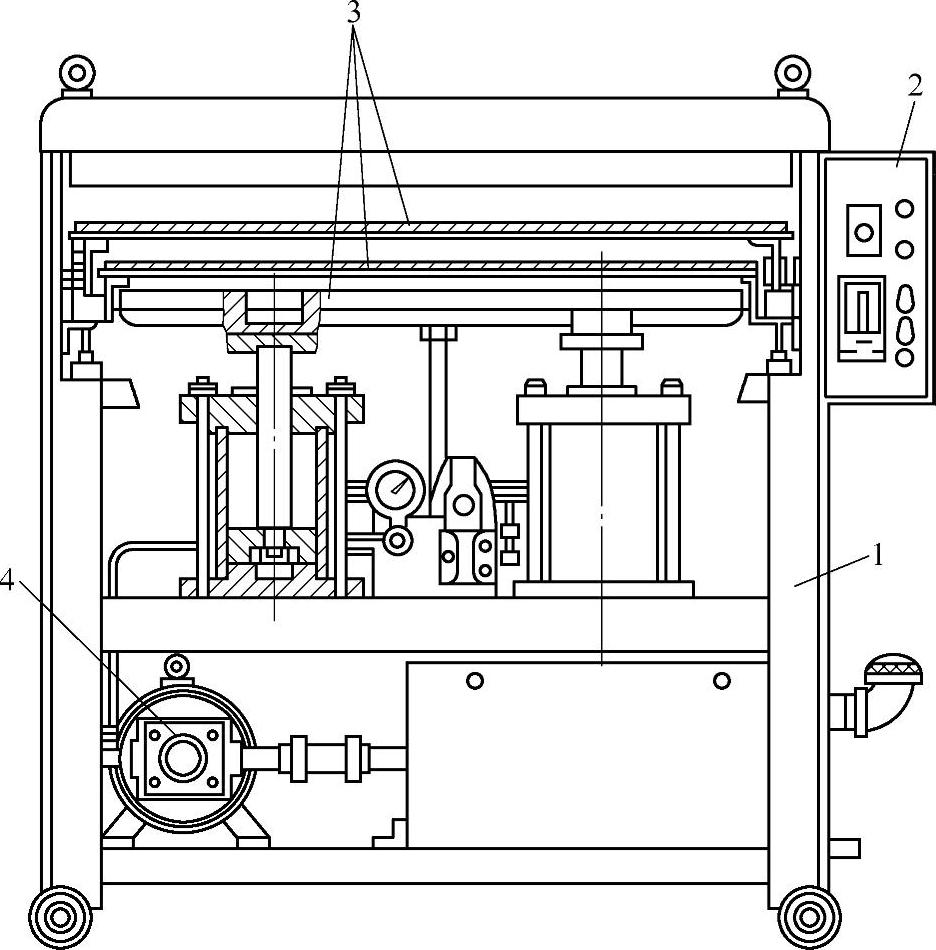
图4-1 板式粘合机
1—机架 2—电气 3—工作部分 4—液压装置
(2)液压原理 当达到预定温度时,按下启动按钮SBT,接触器1K通电,1K一组常开主触点闭合接电动机回路,电动机运转带动液压泵开始输油,如图4-2b所示,此时因二位二通电磁阀Y1带电,液压系统与油箱导通,液压系统仍处在卸荷状态。此时指示灯HL1灭,而起动按钮指示灯HL2亮。然后将衣片按布局排于送料车,把送料车送入加压位置,按下脚踏开关SF或按钮SB,此时中间继电器ZJ通电,闭合常开触点,开启常闭触点,导致二位四通电磁阀Y2通电,二位二通电磁阀断电,卸荷停止,压力油通过二位四通电磁阀,由液压缸下部进油,活塞上行,带动顶板上升与加热板吻合加压。这时顶板上的顶杆脱离限位开关SA1而断开,加压时间由时间继电器调整,当时间达到,二位四通电磁阀断电,而二位二通电磁阀通电,但由于限位开关SA2仍处于开启位置,所以二位二通实际仍未改变方向,活塞下行,带动顶板与电热板下降,当顶板下降至一定温度时,装在顶板的顶杆撞击下部的限位开关SA2,使其闭合,这时二位二通电磁阀才通电,使液压系统卸荷,完成了粘合,然后拉出料车,自然冷却。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-2 电气原理
1—油箱 2—滤清器 3—液压泵 4—溢流阀 5—卸荷阀 6—压力表 7—压力表开关 8—电磁换向阀 9—液压缸
3.HKH5.6/7型板式粘合机
该粘合机是德坎尼吉塞公司产的板式粘合机,结构如图4-3所示。其传动系统由链传动组成,采用无级变速电动机驱动主链轮,再由链条带动上下两组传送带,经变向链轮和导轴,使各自形成一定的轨迹,并转向相反。该机有以下两个独立工作部分。
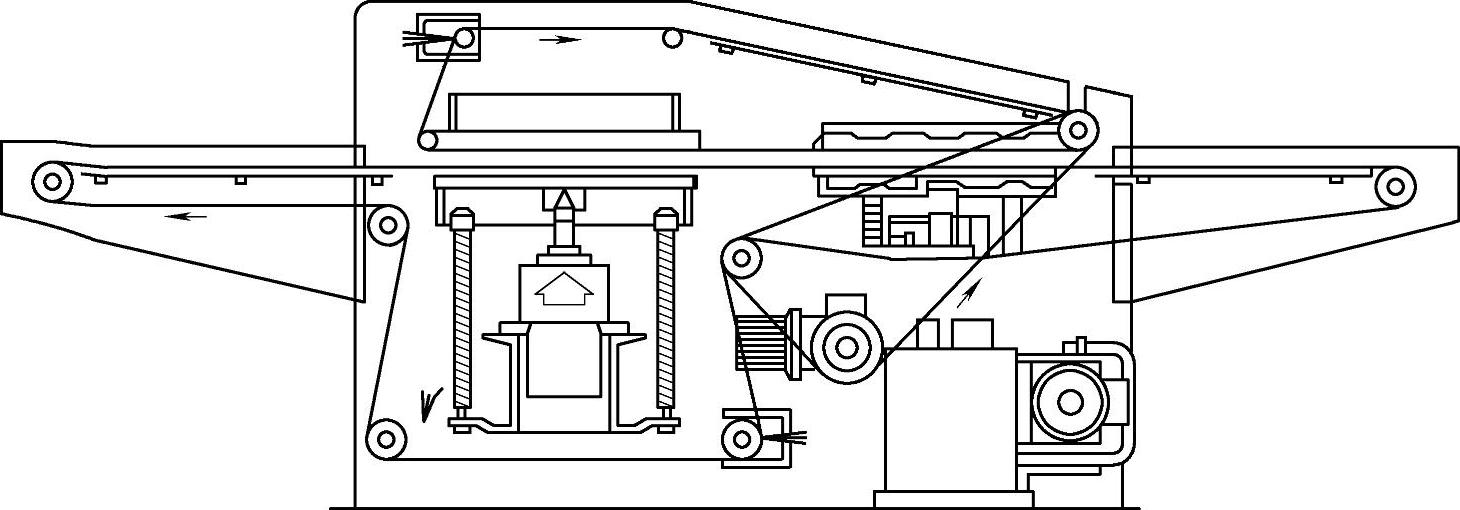
图4-3 HKH5.6/7型板式粘合机
(1)热粘合部分 由上加热板和下顶板组成。加热板由铝合金制成,内装电热管作为热源。加热板固定不动,下顶板活动,由顶板、导向轴、液压缸和复位拉簧组成。该机采用单缸液压传动,压力油由活塞下部进入液压缸,活塞上行,带动顶板上升,与加热板吻合加压,加压时间由时间继电器控制,待加热时间到,继电器触点断开二位三通电磁阀,油路换向,压力油与油路导通。活塞在复位弹簧作用下,下行复位,完成加热过程。然后,传送带前进一段距离,使粘合衣料进入冷却部位。
(2)冷却定型部分 结构和工作原理与热粘合部分基本相同,区别在于该部分的上下平板为两组冷却装置。当上下冷却板装入粘合物时,下板上升与上板吻合,粘合物便立即被急剧冷却。
这两部分由油压系统控制,动作同步,时间也相同。该机可连续工作,且冷却定型好,但是结构复杂,制造精度高,价格昂贵。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。