



漏磁无损检测的原理源于磁粉检测,当用一个或多个磁化器将钢管的某一部位磁化到饱和状态时,钢管中任何形式的材质不连续都会在其所在位置引发磁场畸变,由此产生泄漏于材质之外的磁力线或磁通。这些泄漏磁场量的空间分布具有微小、非线性等特点。磁敏感元件以电信号的形式描述这些磁场量信号时,会失去漏磁场的矢量特性,从而难以准确获得材质中的缺陷形态特征,如缺陷的位置、形状和走向等。
内、外部缺陷灵敏度差异一直是影响钢管漏磁检测可靠性和一致性的主要因素之一,因为内、外部缺陷灵敏度差异较大,相同尺寸的缺陷在钢管不同深度处会产生不同的信号幅值,从而造成误判或漏检。因此,对疑似缺陷检测信号进行位置特征识别,将直接有利于提升漏磁检测信号的可利用价值及作为最终评价依据时的可靠性。
1.内、外部缺陷检测信号特征
漏磁场是一种非线性的空间三维场,是由磁饱和状态下铁磁性钢管中的磁导率不一致引起的。为了尽可能详细地了解漏磁场在各个方向上的分布情况,通常将漏磁场分解为两个分量,即一个切向分量Bt和一个法向分量Bn,如图4-1所示。在检测过程中,当传感器与缺陷同侧时,则可视为外部缺陷,此时测量的漏磁场切向与法向分量分别记为Bext和Bexn。当传感器与缺陷异侧时,则可视为内部缺陷,漏磁场切向与法向分量分别记为Bint和Binn。从图4-1中可以看出,内、外部缺陷在传感器处产生的漏磁场存在较大差异。
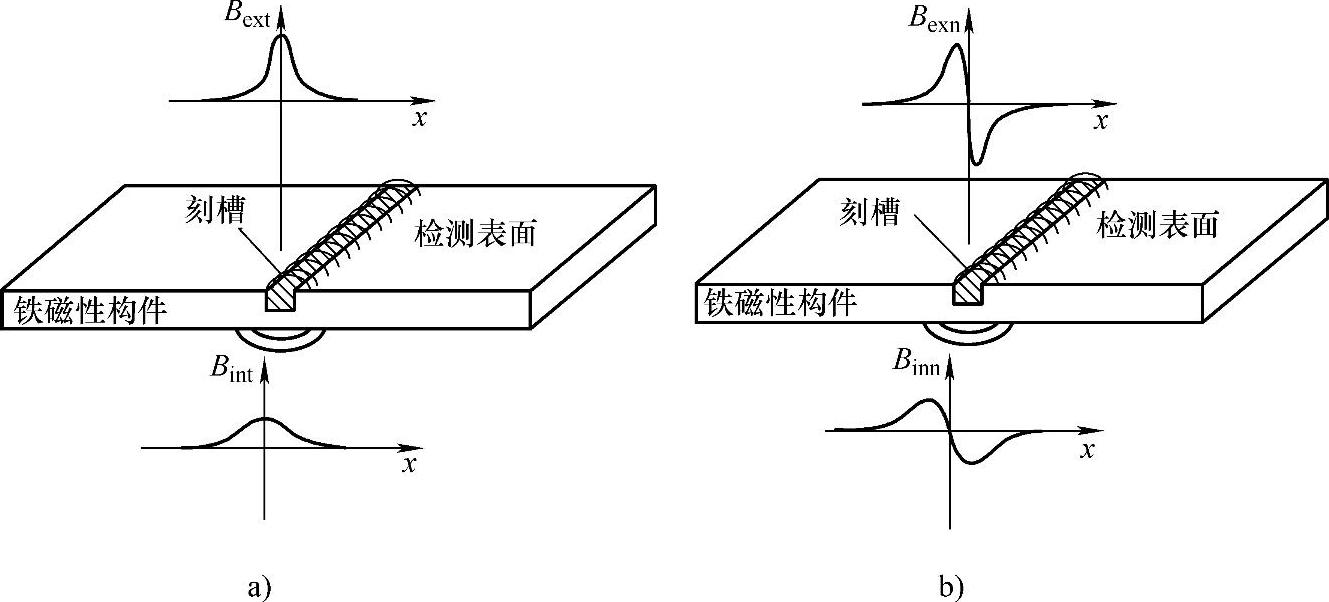
图4-1 内、外部缺陷漏磁场检测信号
a)漏磁场切向分量 b)漏磁场法向分量
法向分量是指漏磁场在钢管表面法线方向上的分量,检测信号在裂纹中心的正上方幅值为零,而在裂纹的两个断面附近分别达到正、负极大值,相邻极值之间的距离取决于裂纹的宽度、缺陷的形状、提离距离以及缺陷所在位置等因素。
下面以漏磁场法向分量进行讨论。
内、外部缺陷的漏磁场形成机理略有不同:当缺陷处于被测钢管外表面时,其溢出磁场可以视为磁力线遇到磁导率变化时外逸的部分;而钢管的内部缺陷在钢管外部产生的漏磁场,实质是由于材质不连续产生的畸变扰动磁场,将磁力线从原本分布均匀的铁磁性构件内“挤压”出材质表面,形成可检测量。
从图4-1中可以看出,外部缺陷检测信号的峰-峰值较大,且具有陡峭的畸变特征;内部缺陷检测信号的强度及畸变特征都与前者不同。当用霍尔元件检测漏磁场的法向分量时,会获得含过零点的正、负波峰特征的缺陷信号。为了方便标记缺陷产生的漏磁场检测信号,将外部缺陷检测信号记为Vex(h),内部缺陷检测信号记为Vin(h),h为磁敏感元件与被检测构件表面的提离距离。
以二维轴对称模型为例,仿真计算钢管轴向磁化时内、外部缺陷的检测信号特性。钢管厚度为10.0mm,内、外部裂纹尺寸相同:深度为2.5mm,宽度为0.5mm。如图4-2所示,磁敏感元件沿着提离值h=1.0mm的路径扫过外部裂纹时,得到相应检测信号的峰-峰值,记为Vexpp(1.0);扫过内部裂纹时,得到相应检测信号的峰-峰值,记为Vinpp(1.0)。
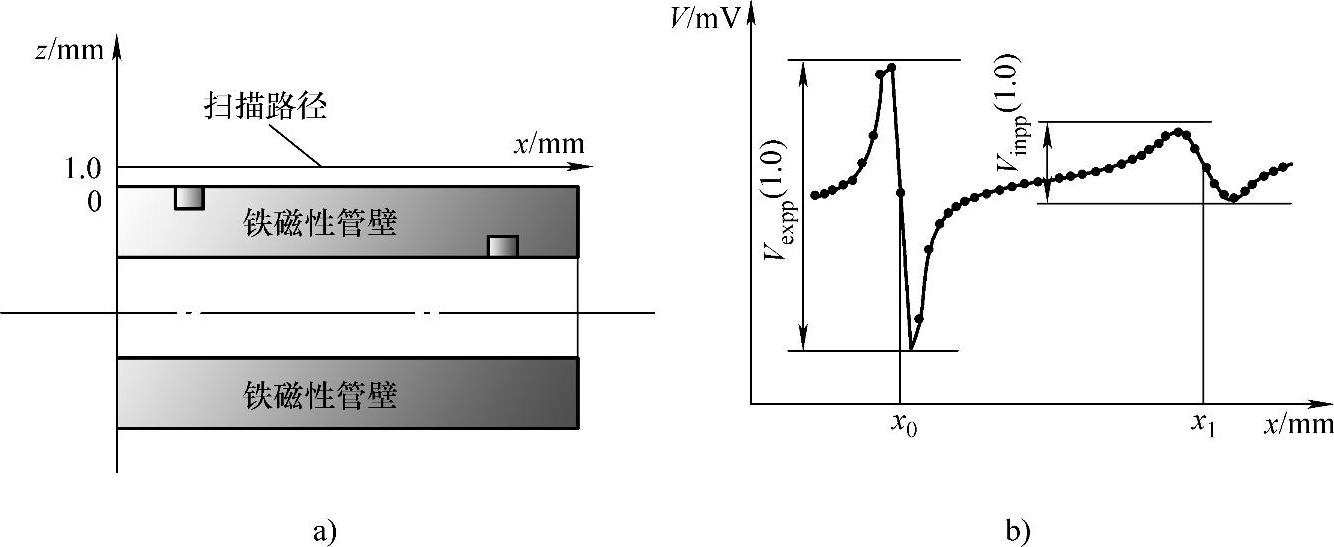
图4-2 内、外部裂纹检测信号以及峰-峰值定义
a)检测示意图 b)内、外部缺陷仿真信号V(x)
在钢管自动化漏磁检测过程中,一般将检测探头布置在钢管外表面来实现钢管的全覆盖检测。从图4-2中可以看出,相同尺寸的裂纹分别位于钢管的内、外表面时,产生的检测信号差异很大,包括幅值和宽度。然而,在常规漏磁检测中,一般将检测信号幅值作为裂纹深度的评判依据。因此,如果不对裂纹位置进行区分,而直接使用相同的报警门限进行评判,则会造成外部裂纹的误判或内部裂纹的漏判,使相同尺寸的缺陷产生不一致的评价结果。
图4-3给出了钢管内壁上的裂纹(内部缺陷)漏磁场法向分量检测信号波形,同时给出了检测信号极值间隔宽度W与管壁厚度的关系曲线。从图中可以看出,当检测探头与钢管表面的提离距离h增大,或者壁厚增大时,检测信号的极值间隔宽度W均会增大。因此,当借助于检测信号的波形特征构建评判指标时,应注意这一点。
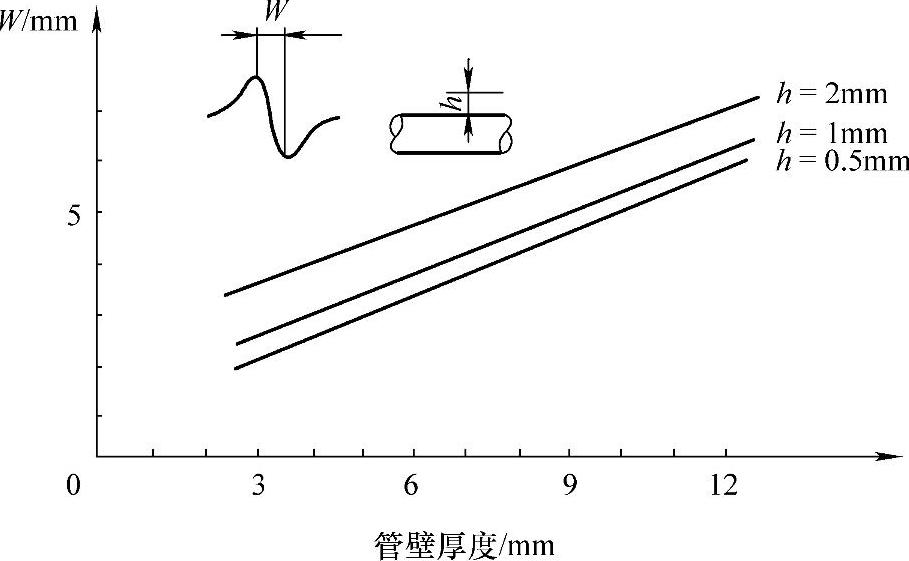
图4-3 钢管内壁裂纹漏磁检测信号极值间隔宽度W与管壁厚度的关系曲线(https://www.xing528.com)
2.钢板正、反面缺陷检测信号对比
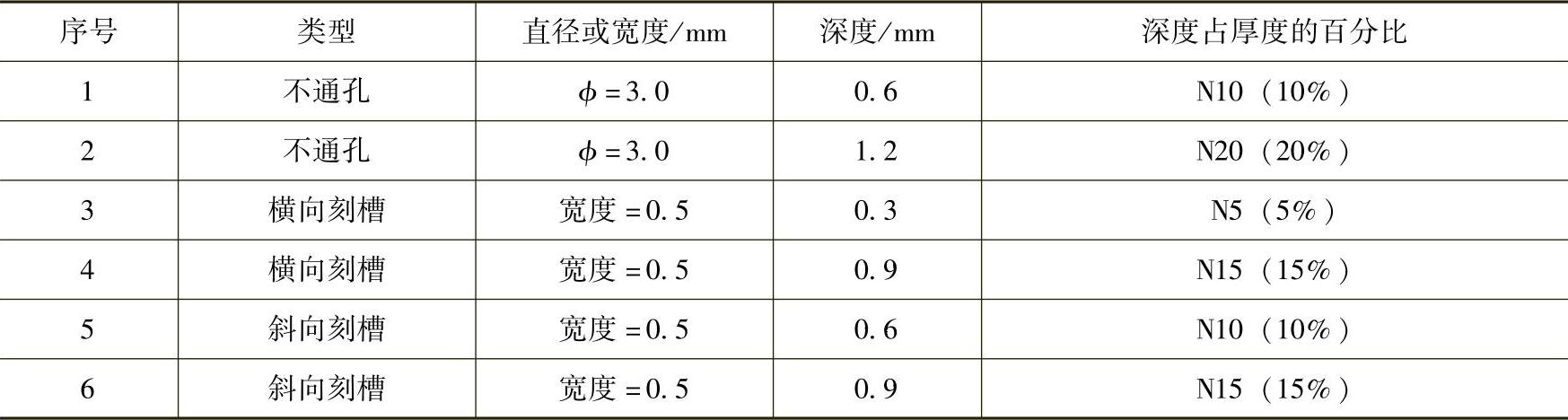
下面通过在钢板上刻制各类人工缺陷模拟钢管漏磁检测中内、外部缺陷。采用机加工和电火花加工的方法,在钢板表面相隔一定距离加工横向刻槽、斜向刻槽以及不通孔等人工缺陷,人工缺陷尺寸见表4-1。
表4-1 厚度为6.0mm的钢板表面人工缺陷尺寸
磁敏感元件选用集成霍尔元件UGN-3503,将其封装于检测探头中,传感器的提离距离为0.5mm。采用直流磁化线圈对钢板进行轴向磁化,通过调节磁化电流幅值,确保试件始终处于磁饱和状态。分别在人工缺陷所在钢板正面以及反面进行检测,随机抽取一组正面检测与反面检测信号,如图4-4和图4-5所示。
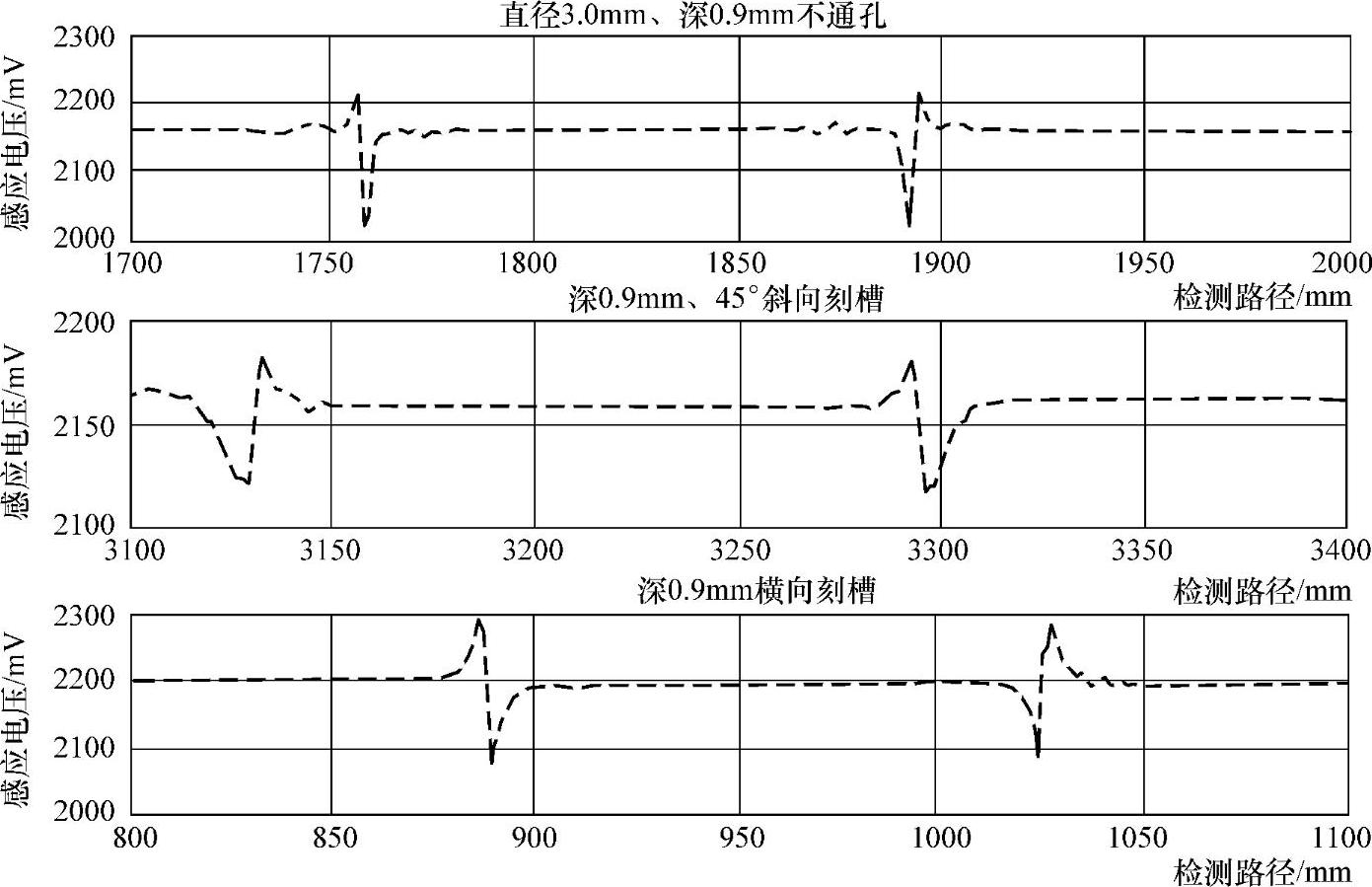
图4-4 正面检测(即外部刻槽)不同形态特征人工缺陷的信号
通过对相同深度(0.9mm)的不通孔、45°斜向刻槽以及横向刻槽等各种人工缺陷进行漏磁检测试验可以发现,缺陷的形状、位置和走向等形位特征均对缺陷检测信号产生了较大的影响,具体体现在信号幅值以及极值间隔宽度上。
3.钢管漏磁检测内、外部缺陷区分的必要性
由于钢管的特殊几何结构,钢管漏磁自动化检测一般将探头布置在钢管外壁,来完成对钢管的全覆盖检测。由于漏磁检测采用直流磁化方法,磁化场具有很强的穿透力,内部缺陷同样可以获得较好的信噪比。但是,检测探头布置在钢管外壁,钢管内、外部缺陷的灵敏度却有不同,具体表现为内、外部缺陷检测信号的峰-峰值和极值间隔宽度存在明显区别,而且管壁越厚,差别越大。当采用常规漏磁检测评判指标(信号峰-峰值)对缺陷进行评判时,无论是切向分量还是法向分量,都无法形成一一对应的关系,容易受到非同类形态特征的干扰,造成缺陷的非一致性评判,最终影响钢管的检测精度。
漏磁检测信号既然受到多种因素的影响,而常规漏磁检测评判指标却又未能提供完备描述矢量漏磁场的信息。因此,需要提取或构造新的评判指标来准确评估缺陷形态特征。漏磁检测探头中的磁敏感元件是以电信号的形式将漏磁场的磁信号在输出设备中显示出来的。由于电信号标量在描述磁场矢量时具有不完备性,因此,需要将这些标量信息进行重新整合,而不是仅仅依靠检测信号的波形幅值来进行评判。
直流漏磁检测的优势在于对铁磁性构件的深度磁化,使得检测功能较其他电磁检测方法要强大得多。其中,准确评估钢管使用性能的基础是对缺陷位置特征的准确识别。通过上述对钢管内、外部缺陷检测的讨论,可以认识到以下两点:
1)漏磁检测方法可用于钢管的内、外部缺陷检测,但是缺陷的位置特征会造成检测信号的差异,包括检测信号的峰-峰值和极值间隔宽度。
2)缺陷的形状、走向、深度等形态特征也会引起检测信号的波形变化。
因此,对于位置特征和形态特征均无法事先确定的缺陷,仅将检测信号峰-峰值作为评价依据,势必会造成缺陷的非一致性检测与评判,也即,分别处于钢管内、外表面的相同尺寸的缺陷经漏磁检测与评判后得到了不同的损伤量级。从客观上讲,这种误差必然存在,但是可以设法尽量避免,这也是定量检测首先需要解决的问题。
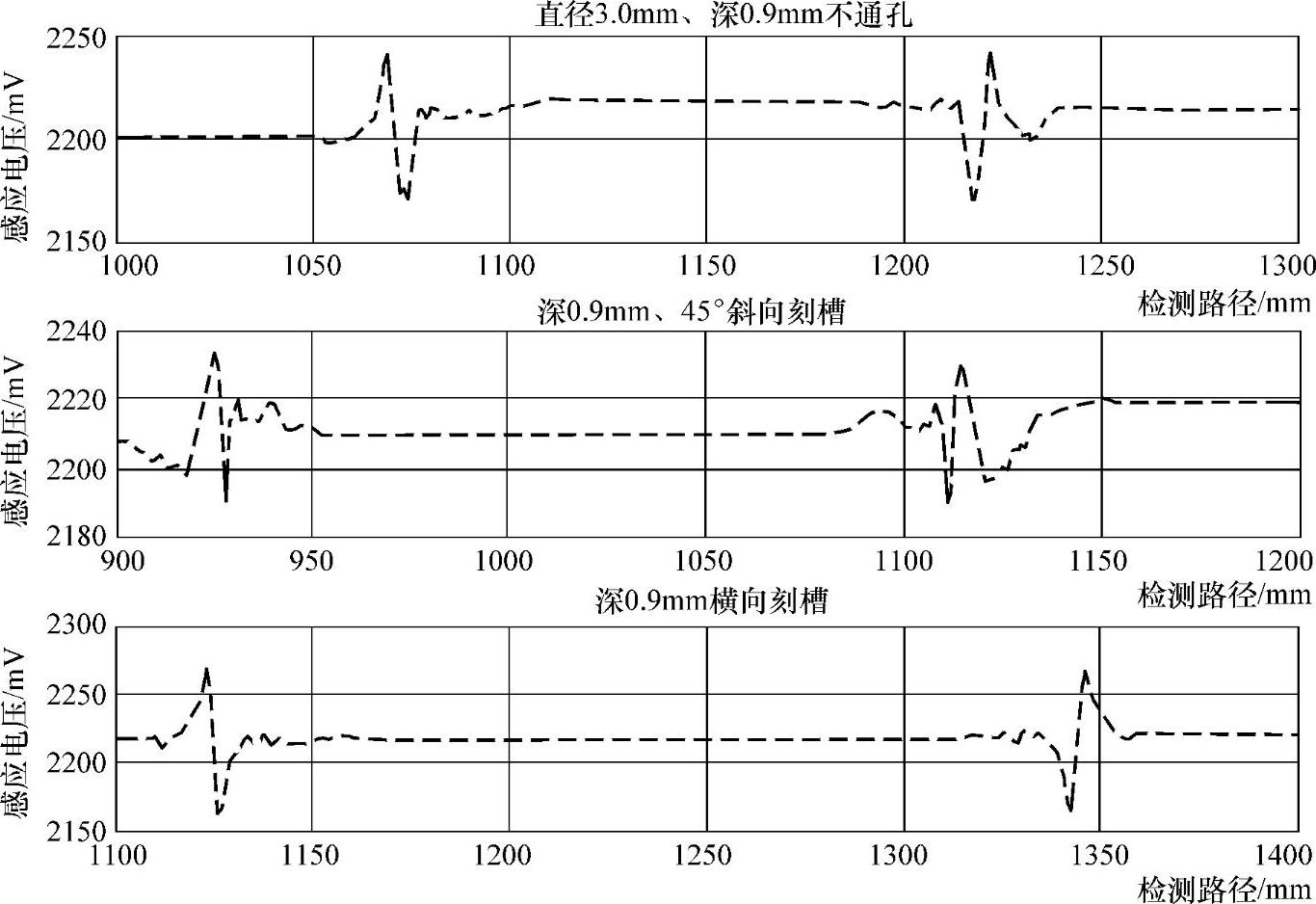
图4-5 反面检测(即内部刻槽)不同形态特征人工缺陷的信号
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。