



为实现对钢管缺陷的全覆盖检测,一般采用螺旋扫查技术对钢管进行检测。此时,感应线圈运动方向与缺陷走向之间会形成夹角θ,如图3-9所示,根据法拉第电磁感应定律,可获得感应线圈的感应电动势为
e(θ)=f(nc,w,l)Bmflvsinθ (3-20)
式中,e为感应线圈的感应电动势;f(nc,w,l)为线圈结构函数,nc、w和l分别为线圈的匝数、宽度和长度;Bmfl为缺陷漏磁场磁感应强度;v为感应线圈扫查速度;θ为感应线圈运动方向与缺陷走向之间的夹角。
由式(3-20)可以得出,感应线圈的感应电动势与夹角θ相关:当感应线圈运动方向与缺陷走向垂直时,即θ=π/2,感应线圈输出的感应电动势幅值最大;当感应线圈运动方向与缺陷走向平行时,即θ=0,感应线圈基本没有感应电动势产生。
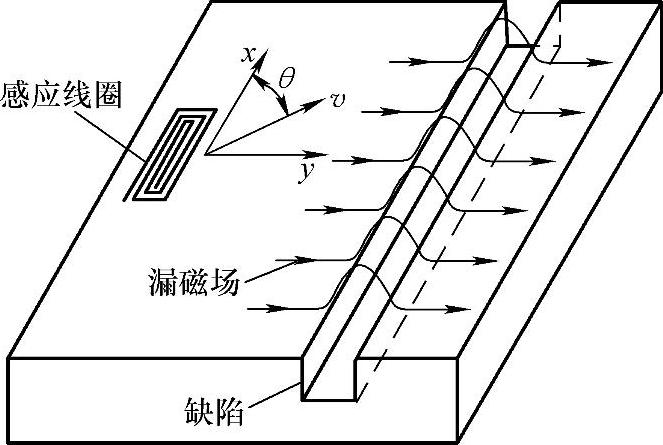
图3-9 感应线圈扫查原理
钢管漏磁检测通过复合磁化方式实现对周、轴向裂纹的全面检测,即轴向磁化检测周向裂纹、周向磁化检测轴向裂纹。根据感应线圈敏感方向与裂纹走向夹角对检测信号幅值的影响规律,即当感应线圈敏感方向与裂纹走向平行时,检测信号幅值最高,周向、轴向裂纹感应线圈的布置方式如图3-10所示。

图3-10 周向、轴向裂纹感应线圈的布置方式(https://www.xing528.com)
当钢管做螺旋前进运动时,感应线圈将在钢管表面上形成螺旋扫查轨迹。将钢管表面沿周向展开,如图3-11所示。设钢管轴向运动速度为va,感应线圈螺旋扫查速度为v,钢管直径为d1,扫查轨迹螺距为P,感应线圈扫查轨迹与钢管轴向夹角为θ,轴向裂纹感应线圈运动方向与轴向裂纹走向夹角为α1,周向裂纹感应线圈运动方向与周向裂纹走向夹角为α2,轴向、周向裂纹漏磁场磁感应强度分别为Ba和Bc。根据图3-11所示几何关系可知,α1=θ,α2=π/2-θ。根据式(3-20),可分别获得轴向、周向裂纹感应线圈的漏磁场感应电动势输出ea和ec,即
ea(α1)=f(nc,w,l)Bavsinα1=f(nc,w,l)Bavsinθ (3-21)
ec(α2)=f(nc,w,l)Bcvsinα2=f(nc,w,l)Bcvcosθ (3-22)
从式(3-21)和式(3-22)可以看出,轴向裂纹感应电动势与sinθ成正比,而周向裂纹感应电动势与cosθ成正比。因此,为使轴向、周向裂纹感应线圈均具有较高的检测灵敏度,夹角θ应设计在合理的范围内。由于钢管与轴向磁化场具有轴对称性,高强度的轴向均匀磁化场更容易获得,因此,在相同的条件下,周向裂纹漏磁场磁感应强度Bc比轴向裂纹漏磁场磁感应强度Ba更大。大量现场试验表明,当感应线圈运动方向与钢管轴线之间的夹角θ保持在50°~60°范围内时,轴向、周向裂纹均能获得较好的检出性。
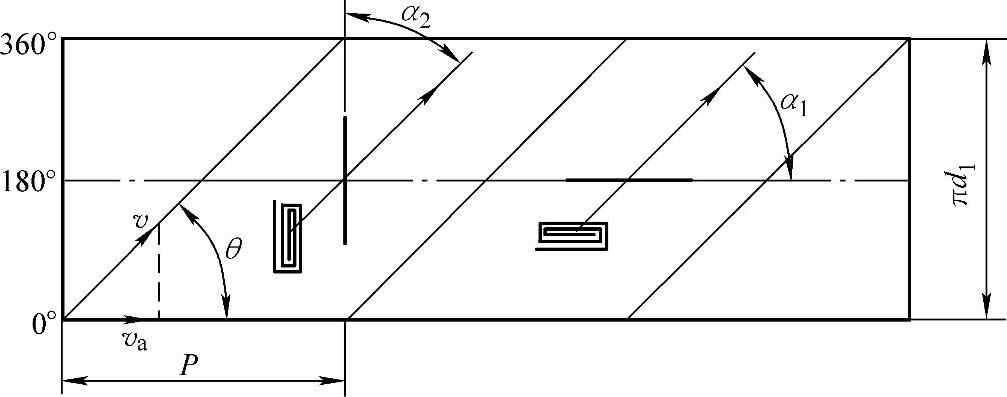
图3-11 感应线圈螺旋扫查轨迹沿周向展开图
在生产制造过程中,钢管中存在的青线和内螺旋会影响轴向、周向裂纹的相对检出率,根据式(3-21)和式(3-22)可以得出,可以通过改变夹角θ来调整轴向、周向裂纹的检测灵敏度。为此,可以利用图3-12所示的同步输送对辊轮组来实现。输送对辊轮固定于旋转盘上,通过连接拉杆同步调整所有对辊轮组的角度,最终实现夹角θ的连续调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。