



钢管涡流检测是以交流电磁线圈在金属构件表面感应产生涡流的无损检测技术,它适用于导电材料,可以检测铁磁性和非铁磁性金属构件中的缺陷。由于涡流检测在检测时不要求线圈与构件紧密接触,也不需要耦合剂,容易实现自动化。但涡流检测仅适用于导电材料,只能检测表面或近表面层的缺陷,不便使用于形状复杂的构件。
将钢管放置在通以交流电的线圈中时,钢管表面会感生出周向电流。涡流磁场方向与外加电流的磁化方向相反,因此将抵消一部分外加电流,从而使线圈的阻抗、通过电流的大小、相位均发生变化。钢管的直径、厚度、电导率和磁导率的变化以及有缺陷存在时,均会影响线圈的阻抗。若保持其他因素不变,仅将缺陷引起阻抗的变化信号取出,经仪器放大并予检测,就能达到无损检测的目的。
按照检测线圈的使用方式,可分为绝对线圈式、标准比较线圈式和自比较式等形式。只用一个检测线圈的称为绝对线圈式。用两个检测线圈接成差动形式,称为标准比较线圈式。采用两个线圈放于同一被检构件的不同部位,作为比较标准线圈,称为自比较式,是标准比较线圈式的特例。基本电路由振荡器、检测线圈信号输出电路、放大器、信号处理器、显示器和电源等部分组成。
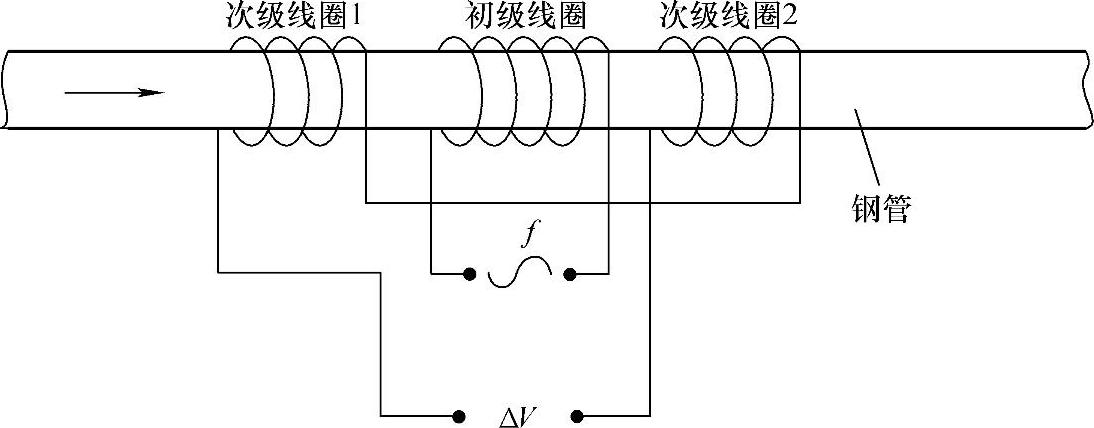
为使无缝钢管和焊接钢管在整个圆周面上都能进行无损检测,可使用穿过式线圈涡流检测技术,或者使用扁平式线圈检测技术。当使用穿过式线圈对钢管进行检测时,如图1-2所示,被检钢管的最大外径一般不超过180mm。当使用旋转钢管扁平式线圈检测技术时,为实现对钢管表面的全覆盖检测,需要形成线圈与钢管表面之间的相对移动扫描,如图1-3所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-2 穿过式线圈涡流检测技术示意图
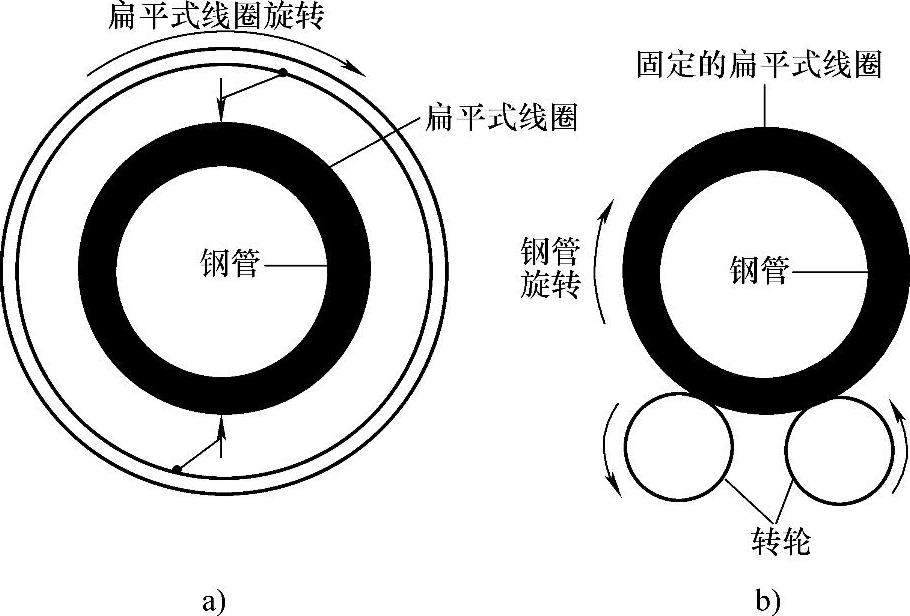
图1-3 扁平式线圈涡流检测技术示意图
a)基于扁平式线圈旋转的涡流检测技术 b)基于钢管旋转的涡流检测技术
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。