



1.表面粗糙度要求(GB/T 1031—2009)
为了保证零件的使用性能,在机械图样中需要对零件的表面结构给出要求,习惯称为表面粗糙度要求,它是指零件的加工表面上由于存在较小间距和峰谷而形成的微观几何形状特性。
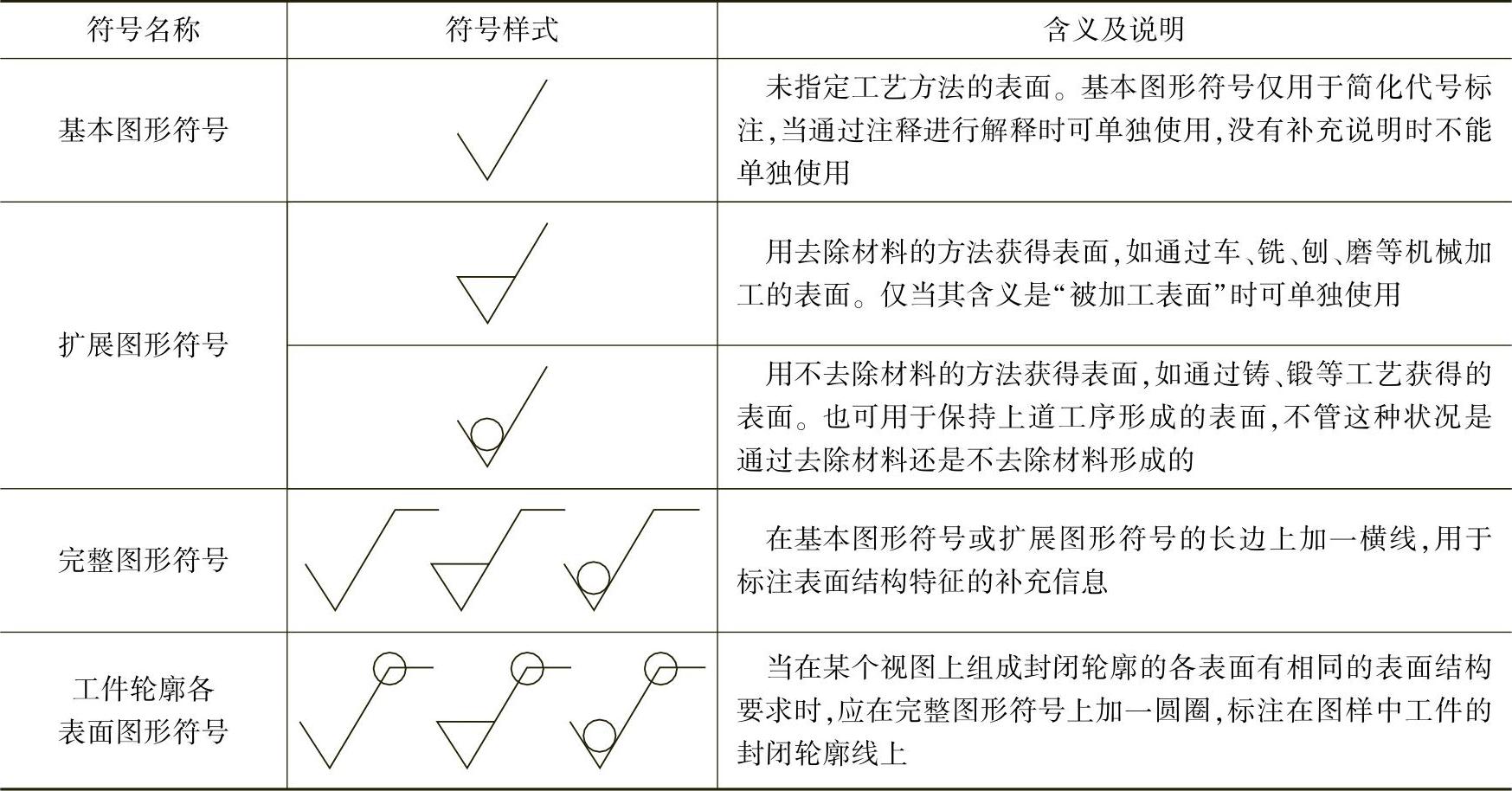
(1)图形符号及其含义 标注表面结构的图形符号及其含义见表1-1-11。
表1-1-11 表面结构图形符号及其含义
(2)图形符号的画法及尺寸 图形符号的画法如图1-1-37所示,表1-1-12列出了图形符号的尺寸。
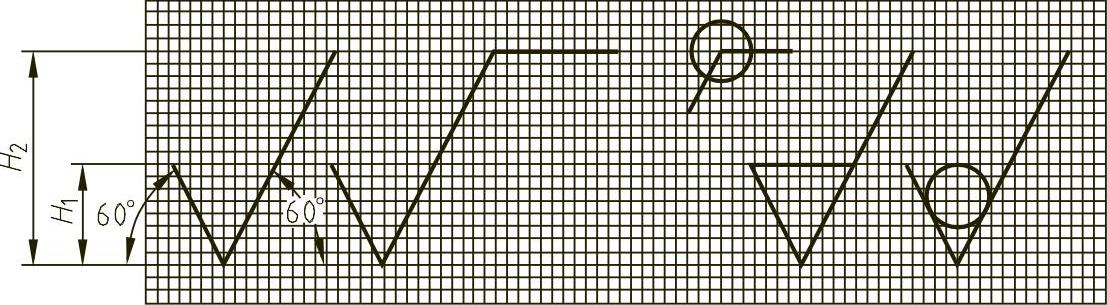
图1-1-37 图形符号的画法
表1-1-12 图形符号的尺寸 (单位:mm)

注:H2取决于标注内容。
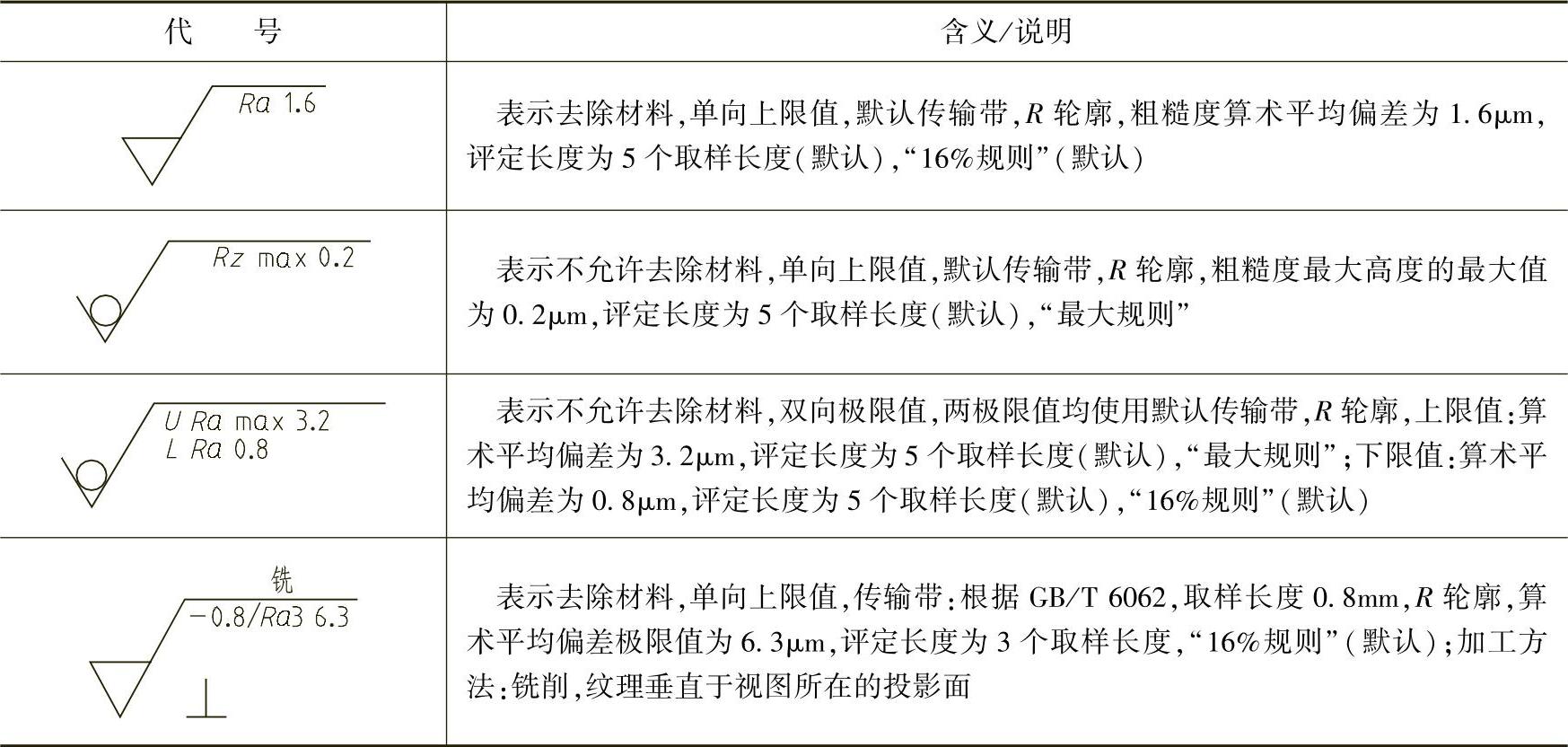
标注表面结构参数时应使用完整图形符号;完整图形符号中注写了参数代号、极限值等要求后,称为表面结构代号。表面结构代号示例见表1-1-13。
表1-1-13 表面结构代号示例
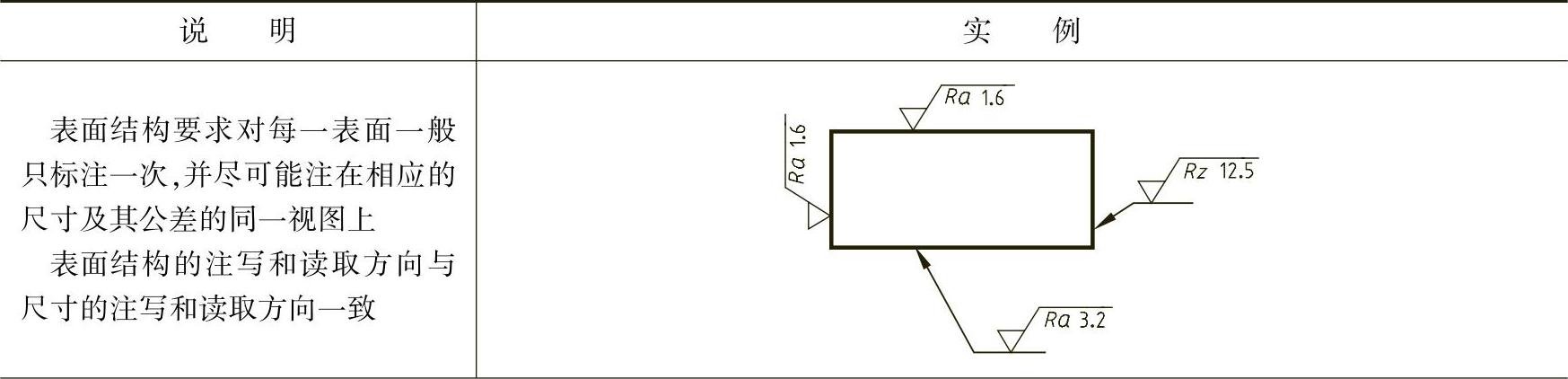
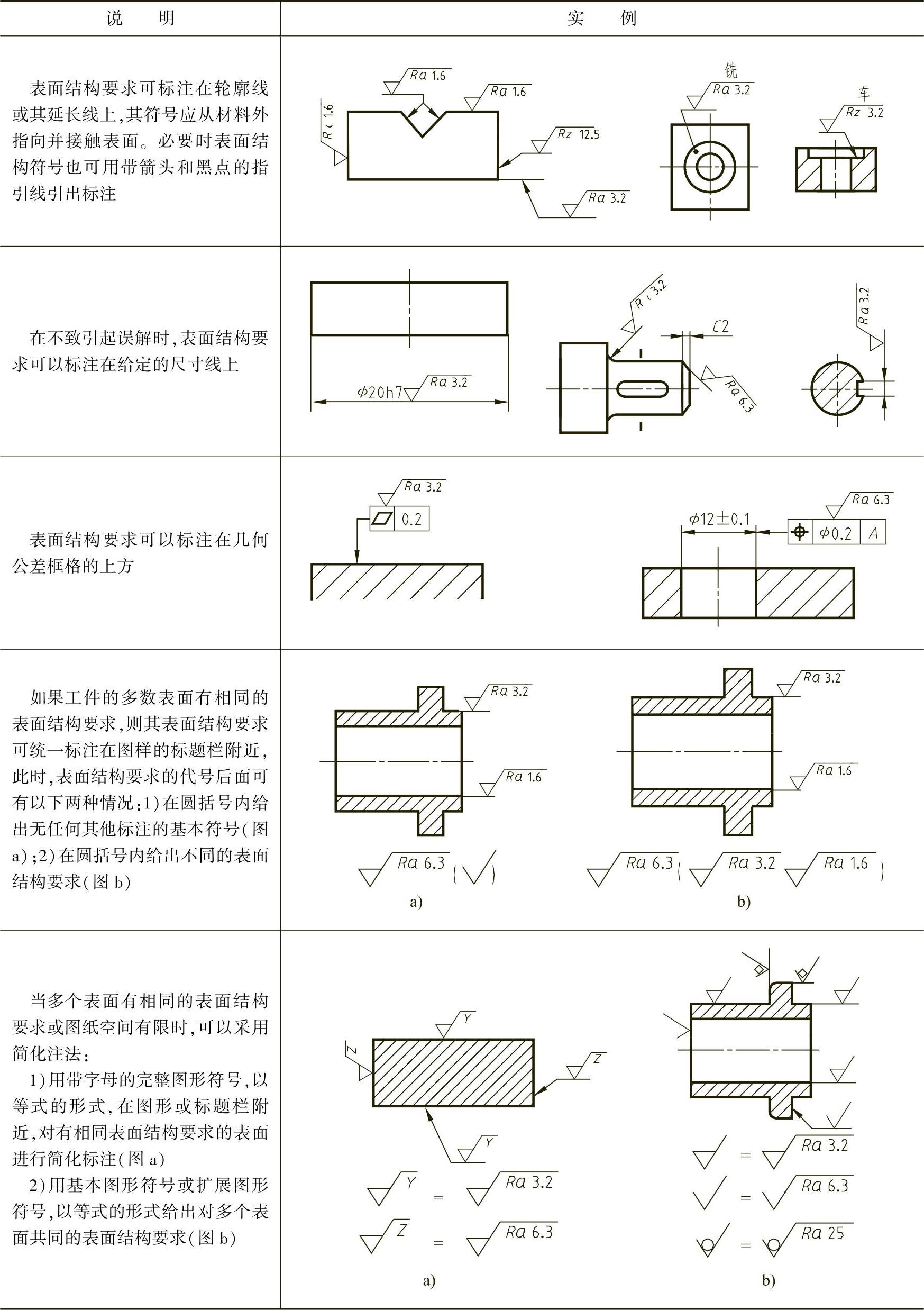
(3)图样中的标注 表面结构在图样中的标注实例见表1-1-14。
表1-1-14 表面结构在图样中的标注实例
(续)
2.公差与配合要求(GB/T 1800.1—2009)
(1)尺寸的概念 常用尺寸概念及表示方法见表1-1-15。
表1-1-15 常用尺寸概念及表示方法
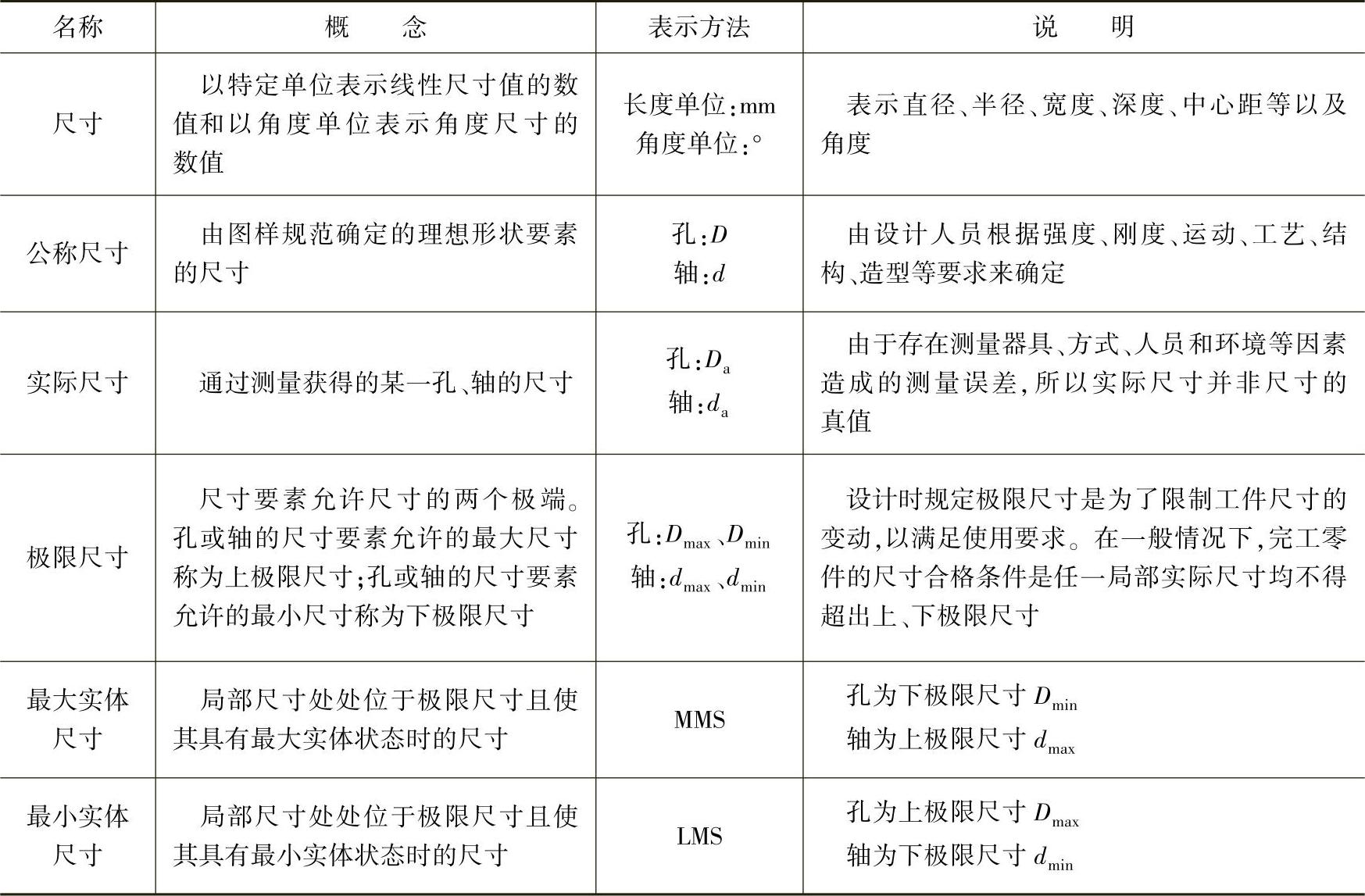
注:公称尺寸也常称为基本尺寸。
(2)偏差与公差
1)偏差。某一尺寸减其公称尺寸所得的代数差称为偏差。偏差可以为正、负或零。偏差还分为实际偏差和极限偏差。
实际偏差:实际尺寸减其公称尺寸所得的代数差。
孔的实际偏差 Ea=Da-D
轴的实际偏差 ea=da-d
极限偏差:极限尺寸减其公称尺寸所得的代数差。
孔的上极限偏差 ES=Dmax-D
轴的上极限偏差 es=dmax-d
孔的下极限偏差 EI=Dmin-D
轴的下极限偏差 ei=dmin-d
完工零件尺寸合格的条件也常用偏差的关系式来表示:
对于孔 ES≥Ea≥EI
对于轴 es≥ea≥ei
极限偏差与极限尺寸、公差的关系如图1-1-38所示。
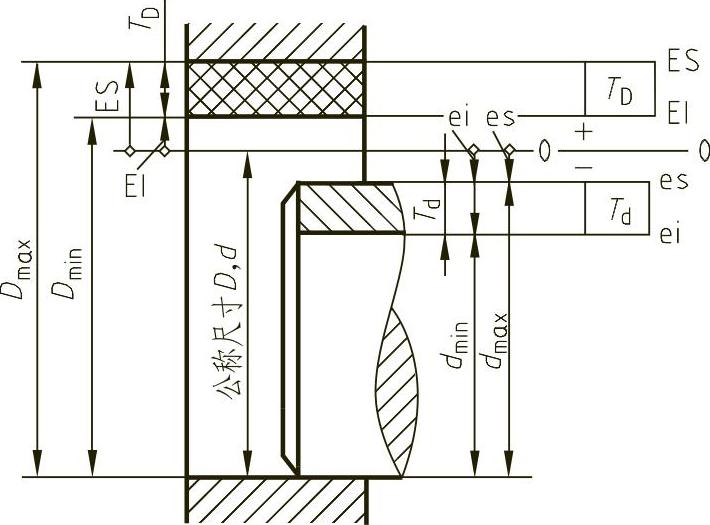
图1-1-38 极限尺寸、公差和偏差
2)尺寸公差(简称公差)。公差指上极限尺寸与下极限尺寸之差(或上极限偏差与下极限偏差之差)。公差是允许尺寸的变动量,是一个没有符号的绝对值。
孔的公差 TD=Dmax-Dmin=ES-EI(https://www.xing528.com)
轴的公差 Td=dmax-dmin=es-ei
尺寸公差是允许的尺寸误差。公差值越大即表示要求的加工精度越低。
尺寸误差是一批零件的实际尺寸相对于理想尺寸的偏离范围。当加工条件一定时,尺寸误差表示了加工方法的精度。尺寸公差则是设计规定的误差允许值,体现了设计者对加工方法精度的要求。
3)公差带图。以公称尺寸为零线,用适当的比例画出两极限偏差,以表示尺寸允许变动的界限及范围,称为公差带图,如图1-1-39所示。通常,零线沿水平方向绘制,正偏差位于其上,负偏差位于其下。偏差数值多以微米(μm)为单位进行标注。
4)标准公差与基本偏差。一个公称尺寸的公差带由公差带大小和公差带位置两个参数确定,公差带大小由标准公差确定,而公差带位置则由基本偏差确定。
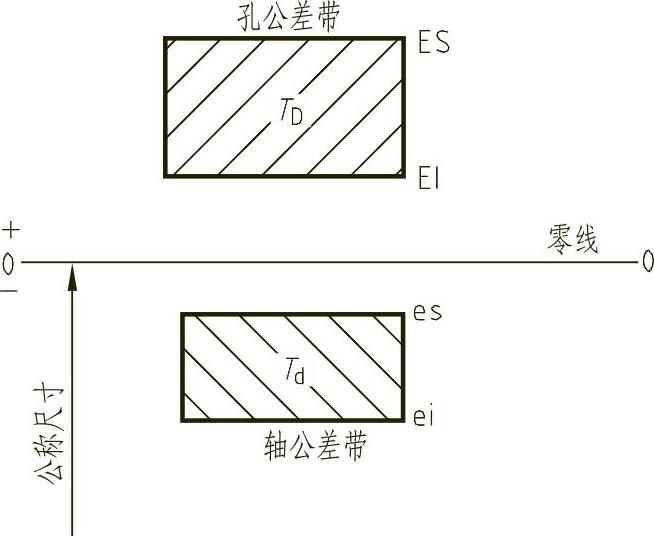
图1-1-39 公差带图
国家标准将标准公差分为20个等级,分别用IT01、IT0、IT1、IT2…IT18表示。其中IT01公差等级最高,之后依次降低(附表A)。
基本偏差是用以确定公差带相对于零线位置的极限偏差(上极限偏差或下极限偏差),一般指靠近零线的那个极限偏差。国家标准规定孔和轴分别有28种基本偏差(图1-1-40),并用拉丁字母表示,规定大写字母表示孔的基本偏差,小写字母表示轴的基本偏差。
例:ϕ30H6的孔,试写出其公差数值。
ϕ30H6的孔,它的基本偏差为下偏差,其值为0;由公称尺寸30mm和6级公差等级查附表A-1得标准公差为0.013mm,则ϕ30H6孔的上偏差为+0.013mm,ϕ30 H6也可写为ϕ30+00.013。
(3)配合 配合指的是公称尺寸相同的相互结合的孔和轴的公差带之间的关系,可分为间隙配合、过盈配合和过渡配合三种,如图1-1-41所示。
间隙配合:具有间隙(包括最小间隙等于零)的配合。此时,孔的公差带在轴的公差带之上。
过盈配合:具有过盈(包括最小过盈等于零)的配合。此时,孔的公差带在轴的公差带之下。
过渡配合:可能具有间隙也可能具有过盈的配合。此时,孔的公差带与轴的公差带相互交叠。
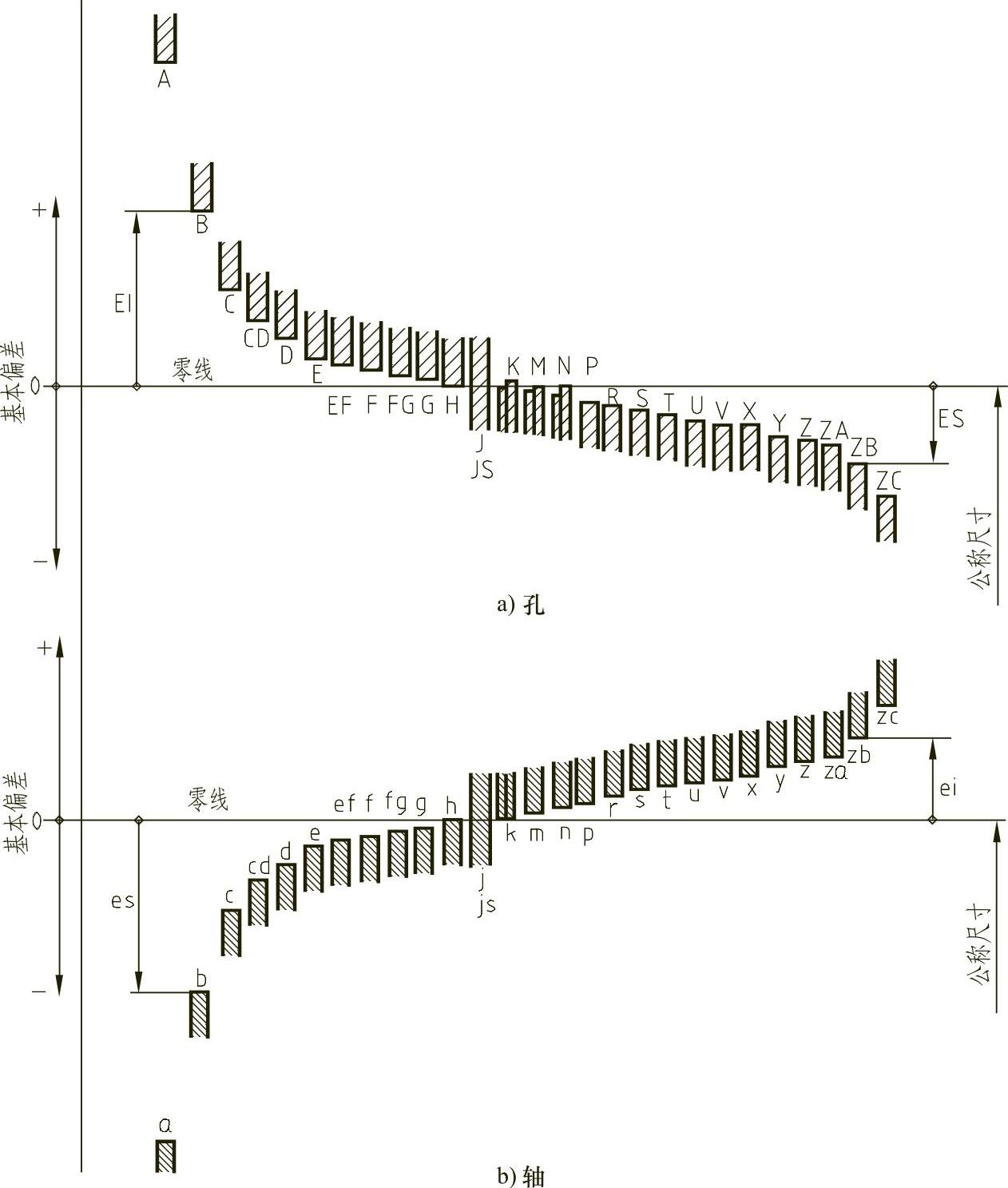
图1-1-40 基本偏差系列
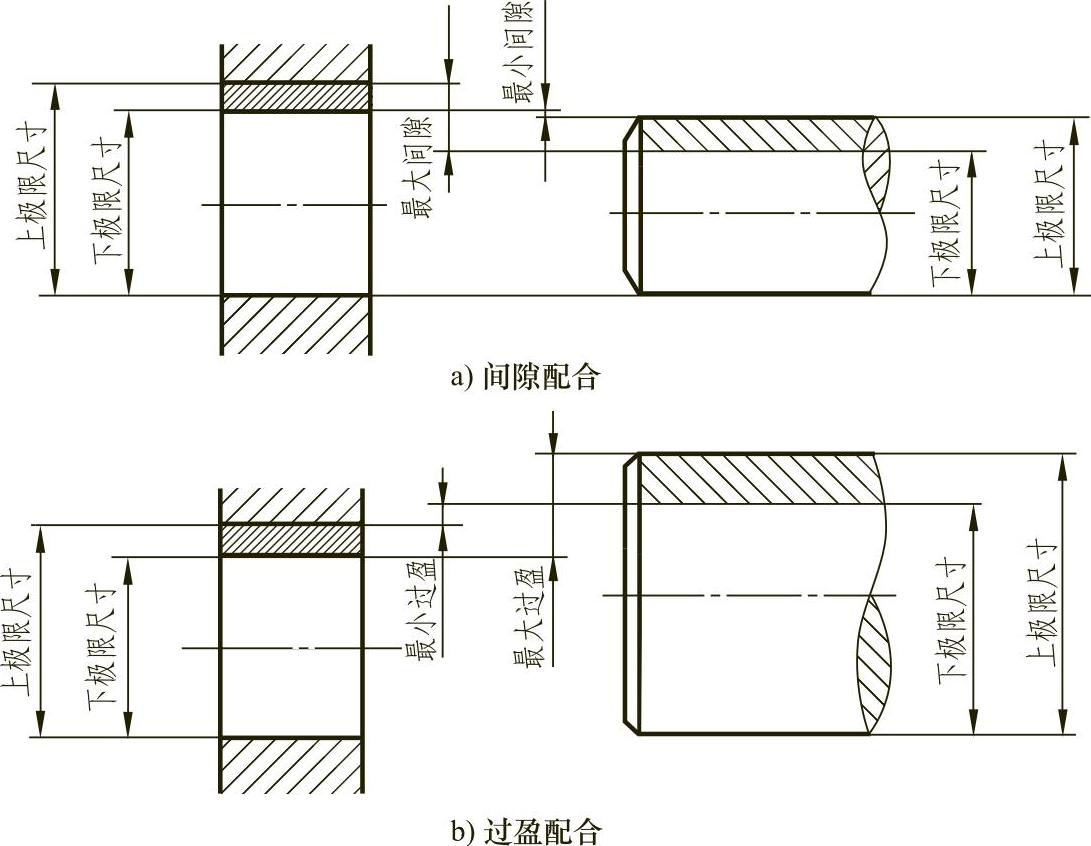
图1-1-41 配合类别
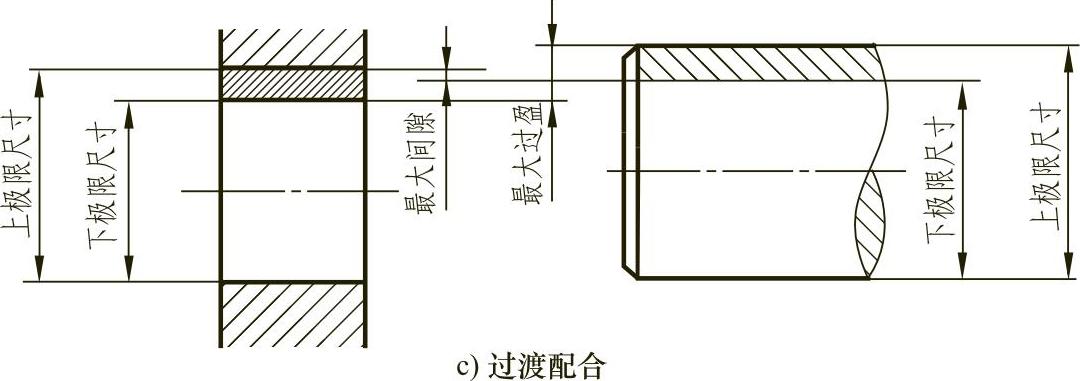
图1-1-41 配合类别(续)
公称尺寸相同的孔和轴相配合,任何一种孔的公差带与任何一种轴的公差带结合都能形成一种配合,配合过多不利于设计与生产,为此,国家标准规定了两种基准配合制度,即基孔制和基轴制。
1)基孔制。基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度称为基孔制,如图1-1-42a所示。
基孔制配合中的孔称为基准孔,国家标准规定基准孔的基本偏差为下极限偏差,数值为零,基准孔的代号为H。基孔制优先,常用配合见附表A-3。
2)基轴制。基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度称为基轴制,如图1-1-42b所示。
基轴制配合中的轴称为基准轴,国家标准规定基准轴的基本偏差为上极限偏差,数值为零,基准轴的代号为h。基轴制优先,常用配合见附表A-4。
图1-1-42 基准配合制度
(4)公差与配合的标注 在零件图上标注尺寸公差,有三种形式:只注公差带代号(适用于大批量生产);只注偏差数值(适用于单件小批量生产);同时注写公差带代号和偏差数值(应将偏差数值用括号括起来)。标注示例如图1-1-43所示。在装配图中则只标注配合代号,分别标出孔和轴的公差带代号,例如: 。
。
3.几何公差(GB/T 1182—2008)
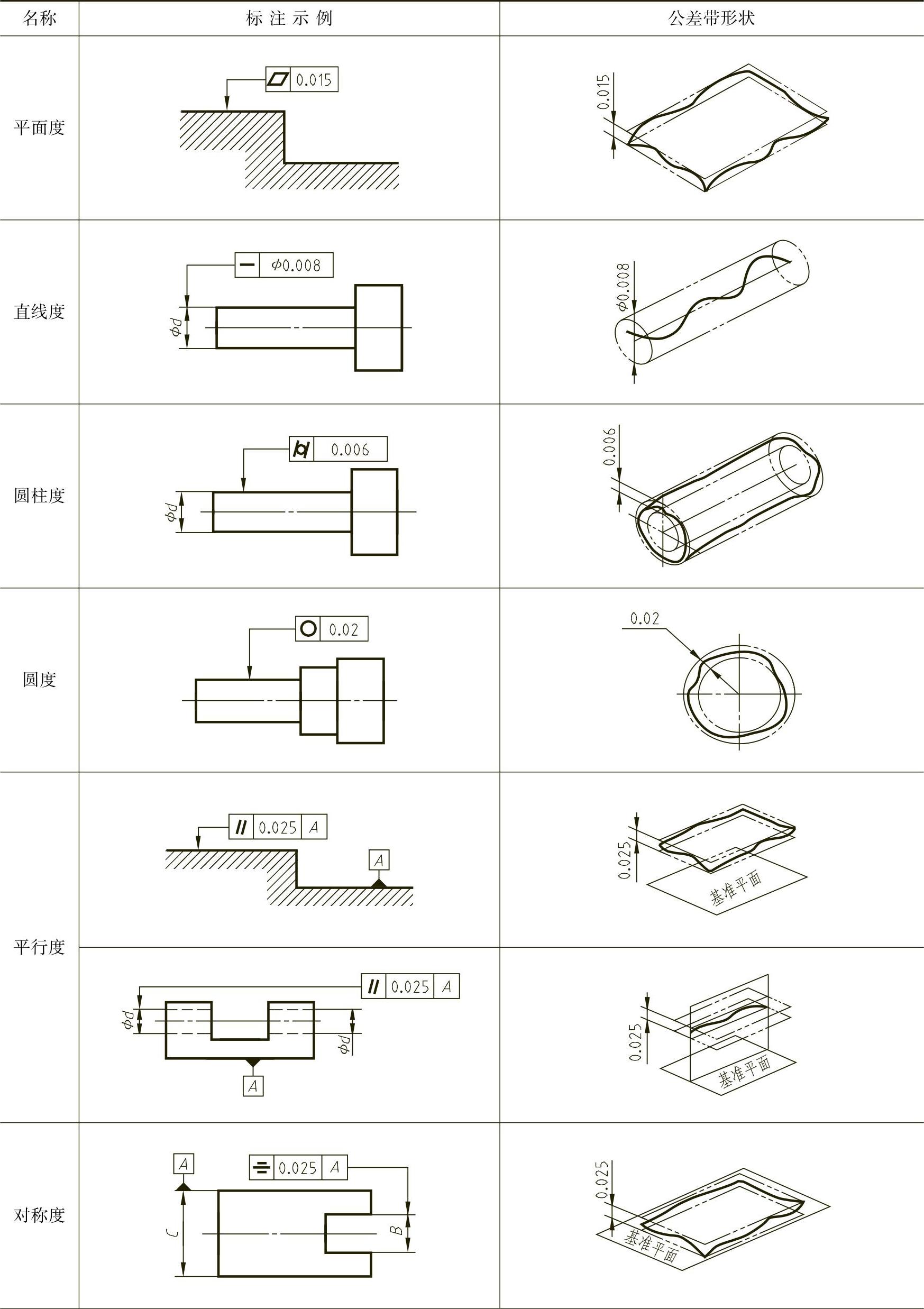
几何公差包括形状公差、方向公差、位置公差和跳动公差,其几何特征和符号见表1-1-16;几何公差代号及基准代号的标注如图1-1-44所示;几何公差标注示例见表1-1-17。
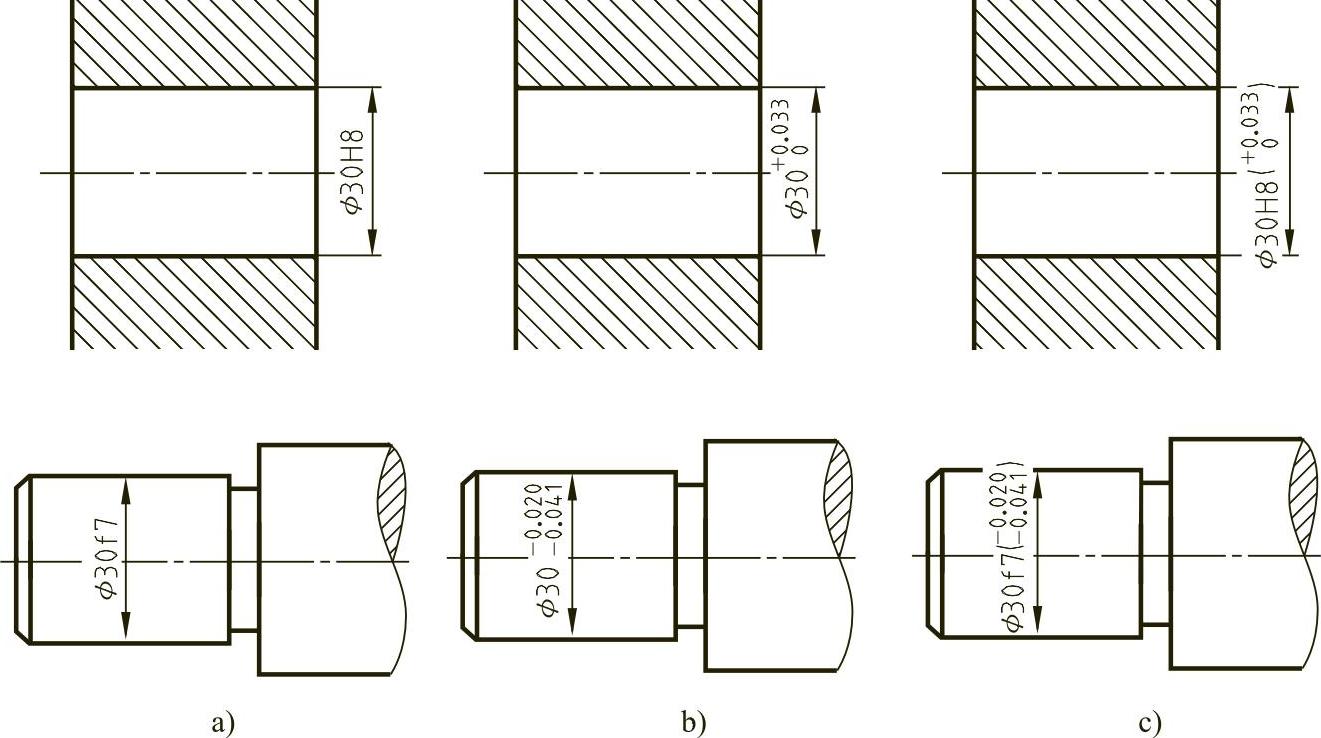
图1-1-43 公差与配合的标注
表1-1-16 几何公差特征和符号

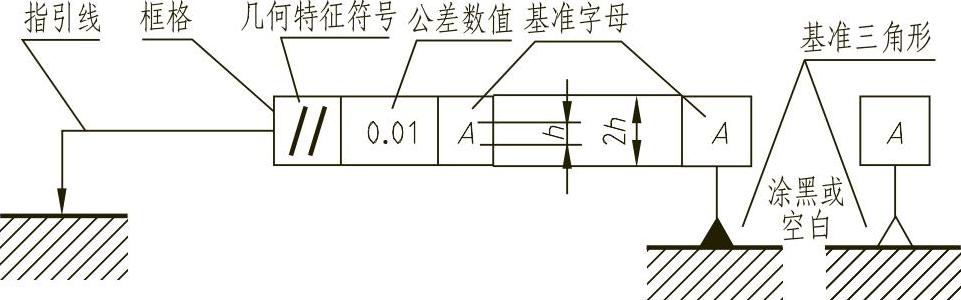
图1-1-44 几何公差代号及基准代号标注
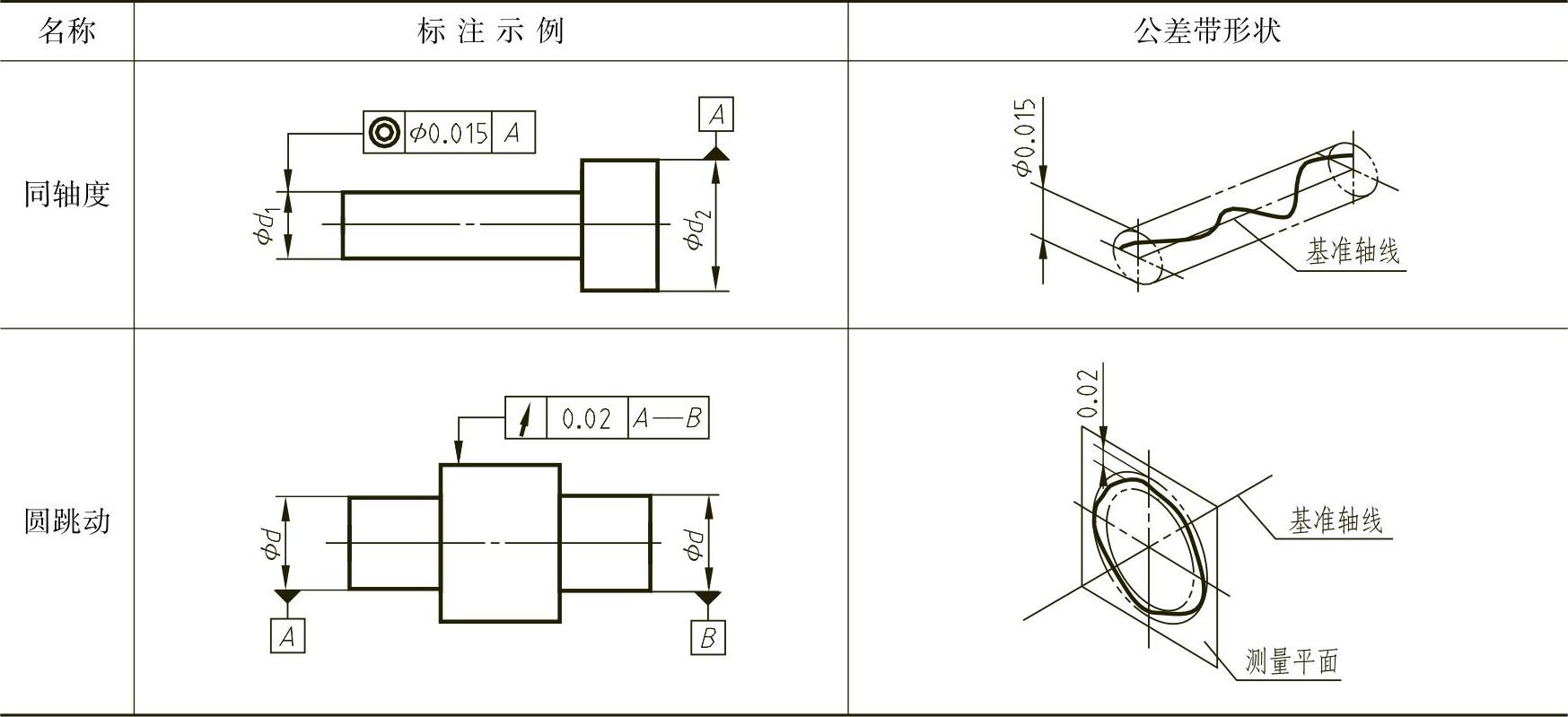
表1-1-17 几何公差标注示例
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。