



【摘要】:图2-18 实训件1二、对图2-19零件,在TH5640A型立式加工中心上加工,分析其加工工艺,编写加工程序。图2-19 实训件21.加工工艺铣削80mm×60mm四个侧面→铣削上表面→铣削棱形凸台→铣削40mm圆台→钻3×10mm孔至8.5mm→扩至9.8mm→铰到10mm。
一、按照技术要求,完成图8-37所示内花键扳手零件的加工。
1)零件图工艺分析。此零件尺寸要求精度不高,但内外两个型面都要加工,有一定的位置要求。
2)确定装夹位置及走刀路线。此零件毛坯料为100mm×32mm×6mm板料,为防止工件翘起或低头,装夹采用两端支承方式,如图8-38所示。走刀路线是先切割内花键然后再切割外形轮廓。

图8-37 内花键板手零件
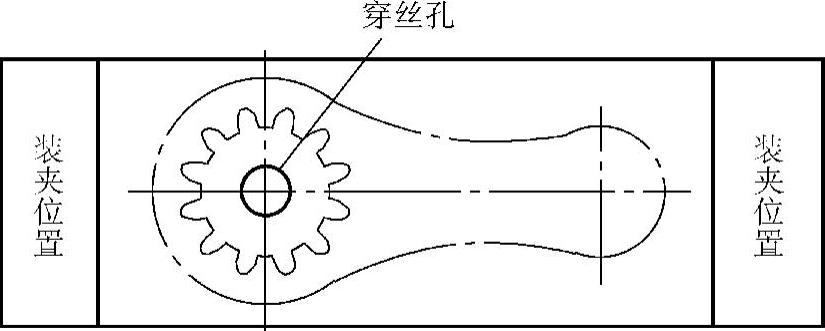
图8-38 零件装夹位置
3)编制程序,加工零件。
二、按照技术要求,完成图8-39所示平面样板的加工。(https://www.xing528.com)
1)零件图工艺分析。经过分析图样,该零件尺寸要求比较严格,但是由于原材料是2mm厚的不锈钢板,因此装夹比较方便。编程时要注意偏移补偿的给定,并留够装夹位置。
2)确定装夹位置及走刀路线。为了减小材料内部组织及内应力对加工精度影响,要选择合适的走刀路线。装夹位置和走刀路线。如图8-40所示。
3)编制程序,加工零件。

图8-39 平面样板
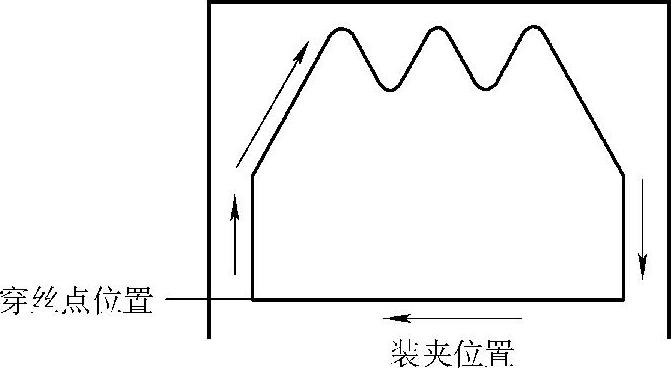
图8-40 走刀路线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。