



线切割加工时的工艺技术和技巧必须重视,只有工艺合理,才能高效率、高质量地加工出需要的零件。因此,必须对线切割加工的各种工艺问题进行深入探讨和研究。在一定的技术及设备下,合理制定加工工艺路线是保证零件质量的重要环节。
一、分析、校核零件图样
对零件图样进行分析、校核的工作主要包括以下内容。
1.凹角和尖角的尺寸符合线切割加工的特点
因为电极丝有一定的半径R,加工时又有一定的加工间隙δ,使电极丝中心运动轨迹与给定图线相差了距离f,如图8-30所示,即f=R+δ。因而,加工凸模类零件时,电极丝中心轨迹应放大;加工凹模类零件时,电极丝中心轨迹应缩小,如图8-31所示。线切割加工时,在工件的凹角处不能得到“清角”,而是半径等于f的圆弧。
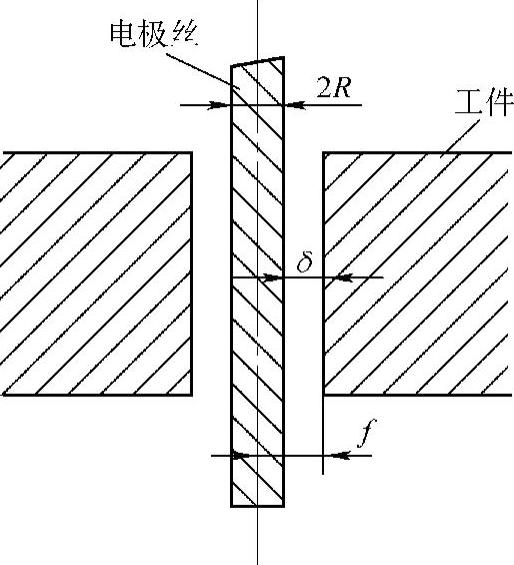
图8-30 电极丝与工件放电位置关系
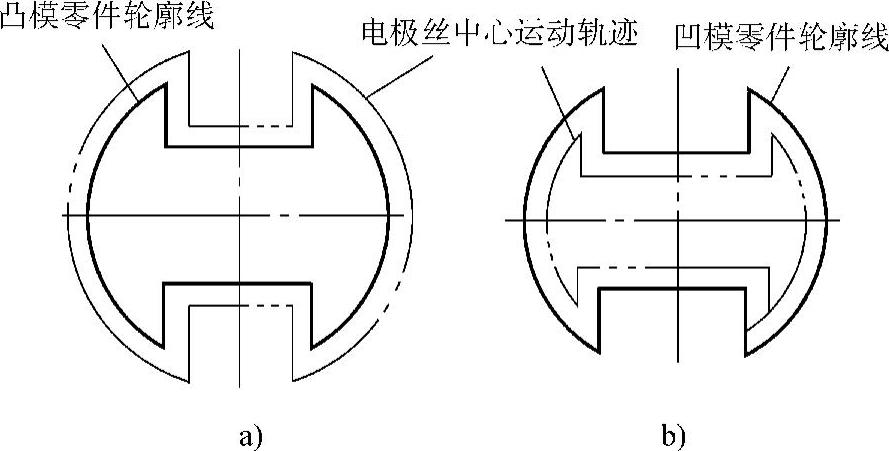
图8-31 电极丝运动轨迹与给定图线的关系
a)加工凸模零件时 b)加工凹模零件时
2.合理选择表面粗糙度和加工精度
线切割加工表面是由无数的小坑和凸起组成的,粗细较均匀,所以在相同粗糙度的程度下,耐用度比机械加工的表面好。因而采用线切割加工时,工件表面粗糙度的要求可以较机械加工法降低半级到一级;所以,线切割加工的表面粗糙度等级提高一级,加工速度将大幅度下降。因而,图样中要合理给定表面粗糙度。同样,加工精度的给定也要合理。线切割加工的精度一般为6级左右,如果加工精度要求很高,是难于实现的。
3.材料的选用和热处理
在线切割加工中,为了减少材料热处理时产生的内应力以及线切割加工时产生的残余应力,应尽量选择淬透性好、热处理变形小的材料。因而,在采用线切割工艺加工模具时,应尽量使用Cr12、CrWMn、Cr12MoV、GCr15等合金材料。
以线切割加工为主要工艺时,钢的加工路线一般是:下料→锻造→退火→机械粗加工→淬火与回火→磨削加工→线切割加工→钳工修整。
二、加工程序的编制
1.过渡圆角半径的确定
为了提高一般冷冲模具的使用寿命,在线与线、线与圆、圆与圆相交处,特别是小角度的拐角上都应加过渡圆弧。过渡圆弧的大小可根据零件的技术要求与使用条件而定,一般可在0.1~0.5mm范围内选取。
2.计算和编写加工程序
编程时,要根据坯料的情况,选择一个合理的装夹位置,同时确定一个合理的起割点和切割路线。对于比较简单的零件采用手工编程,对于复杂的零件可采用自动编程。
3.程序的输入
根据实际情况,程序可以直接由键盘手动输入,或从编程机直接把程序传输到控制器中。
三、加工前的准备
线切割加工要求工件毛坯正确进行锻造及热处理工艺,并应采取措施减少材料变形对加工精度的影响,一般采用以下几个步骤:
1.工件毛坯的准备
(1)预孔加工(穿丝孔)
为了减少残余应力引起的材料变形和对加工精度的影响,不论凸形零件或凹形零件都应在毛坯的适当位置进行预孔加工。它的大小及距离工件边缘的尺寸和相距切割轨迹的远近如图8-32所示,一般有以下原则。
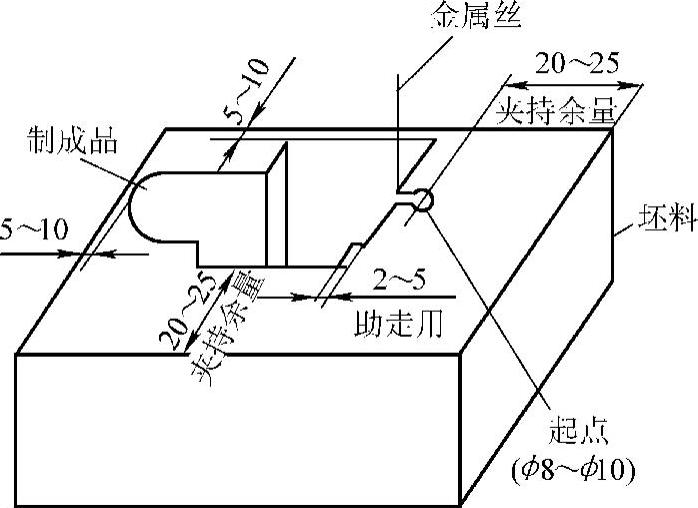
图8-32 预孔位置
1)在切割凹形零件时,预孔加工在凹形的中心位置有利于方便操作。(https://www.xing528.com)
2)在切割凸形零件时或大型凹形零件时,预孔加工在起切点附近,这样,可以缩短切割没有用的轨迹。
3)穿丝孔应放在毛坯废料多的一边。
(2)热处理前的预加工 为了减少材料变形对加工精度的影响,在进行热处理前,可采用预加工的办法,凹形零件可预留3~5mm的余量,凸形零件可在工件四周切槽。
(3)基准面的选择 切割时,大多数工件都需要有基准面,基准面必须精磨。线切割加工时,工件的定位有以孔为基准和以工件端面为基准两种方法。通常,电极丝的定位采用让金属电极丝和被加工工件发生电接触的方式。
1)以孔为基准。作为定位基准的孔要用坐标磨床或其他设备进行精加工;基准孔内必须清洁无污;以孔为基准的定位精度一般可达5~10μm。
电极丝找中心的方法(又称“找中”)是移动基准孔内的电极丝。比如:当电极丝与孔壁有电接触时,电极丝便以该点为起点反向(即X负方向)移动直至电极丝与另一端的孔壁接触,则孔的中心坐标X0必在这段距离(圆的弦)的中点,同理可找出孔Y方向的中点坐标Y0。X0、Y0即为基准孔的中心点位置。
2)以端面为基准。以端面为基准的定位精度不如以孔为基准的定位精度高,这是因为用端面为基准的定位,只是一个方向的定位,而以孔为基准的定位是根据两孔壁的位置来确定其中心点定位点,是两个方向的定位。一般在以端面为基准进行定位时,因为条件不同(比如定位面有无氧化层、有无工作液、金属丝张力的大小等)容易产生定位误差,故在定位过程中,最好多做几次找正(端面定位又称“找正”)。
2.工件的装夹与穿丝
装夹工件前,首先应校正电极丝与工件装夹台面的垂直度。然后根据图纸及工艺要求,明确切割内容、工件基准和切割顺序。有工艺孔的工件要核对孔位是否与工艺要求相符。有磁性的坯料应退磁。为避免装夹工件时碰断电极丝,最好将储丝筒转到换向的一端,这样即使不慎碰断电极丝,也只是电极丝某段损坏,不会造成整个电极丝的报废。装夹工件时,要根据图样的加工精度要求用百分表等量具找正基准面,使工件的基准面与机床的X向或Y向平行。装夹位置要适当,工件的切割范围取在机床拖板行程的许可范围内。并注意在切割过程不应使工件与夹具碰到丝架的任何部分。工件装夹完毕后要清除工作台上的杂物。
四、试切与切割
一般来说,对简单有把握的工件可直接加工;对质量要求较高的工件,在正式切割加工前,最好进行试切。被试切的材料是将要切割的材料,也可采用薄板进行试切,经过试切可以确定加工时的各种参数,检查程序的正确性。
正式加工时,机床起动过程应严格按照操作规程进行。在切割加工中应注意以下事项:
1)用数控线切割加工时,凡是未经严格审查而又比较复杂的程序,均不宜直接用来加工零件,应先进行空机运转或用薄板试切割,确认无误后,方可进行正式加工。
2)切割的进给速度,应根据工件的厚度、材质等,在加工前调整好,也可以在切割工艺线时调整,直至电流表稳定。以后在整个切割过程中,均不宜变动进给控制按钮。
3)工作液循环系统如发现堵塞应及时疏通,特别要防止工作液浸入机床内部,造成短路,以致损坏电器元件。
4)如果电蚀产物在导轮上积聚过多,则将导致导轮与丝架之间形成一条通道,造成丝架带电,这样既不安全又影响切割效率。
5)为保证高精度零件加工的顺利进行,一般在每段程序切割完毕后,都应检查纵、横拖板的手轮刻度是否与指令规定的坐标相符。如果出现差错,应及时处理,避免加工零件报废。
6)不要轻易中途停机,以免出现中断痕迹。
五、加工过程中特殊情况的处理
1)短时间临时停机。在某段程序尚未切割完毕时,如果需要暂时停机片刻,则应先关闭控制台的变频、高频及进给,然后关闭脉冲电源、工作液泵和走丝电动机,其他设备可不必关闭。只要不关闭控制器的电源,控制器就能保存停机时剩下的程序,以后重新开机时,按以下顺序进行操作即可继续加工:
开走丝电动机→工作液泵→高频电源→变频开关→高频开关
2)断丝处理:
①首先应立即关闭脉冲电源和变频,再关闭工作液泵及走丝电动机,把变频粗调置于“手动”一边,打开变频开关,让机床工作台按原程序继续走完,最后回到起点位置重新穿丝加工。若工件较薄,可就地穿丝,继续切割。
②若加工快结束时断丝,可考虑从末尾进行切割,但须重新编制一段程序,当加工到二次切割的相交处时,要及时关闭脉冲电源和机床,以免损坏已加工的表面。
3)控制器出错或突然停电。这两情况出现在待加工零件的废料部位且零件的精度要求又不太高的情况下,待排除故障后,将电极丝退出,拖板移到起始位置,重新加工即可。
4)断路的排除。应立即关掉变频,待其自动消除短路,如不能奏效,再关掉高频电源,用酒精、汽油等溶剂冲洗短路部分,若此时还不能消除短路,只好把电极丝抽出退回到起点重新加工。
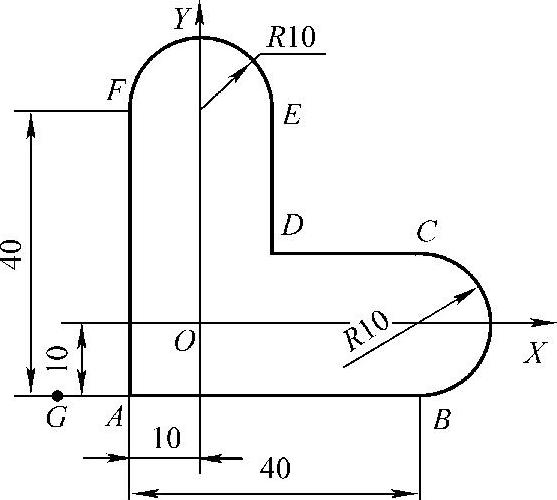
图8-33 样板图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。