



考虑到零件顶部变形比较大,以顶部为对象,研究模具温度的影响。为了便于分析,在顶部取9个变形测量点,如图7-6所示。原始模型在9个变形测量点处的开模变形量如图7-7所示,变形范围为2.36~4.06mm。
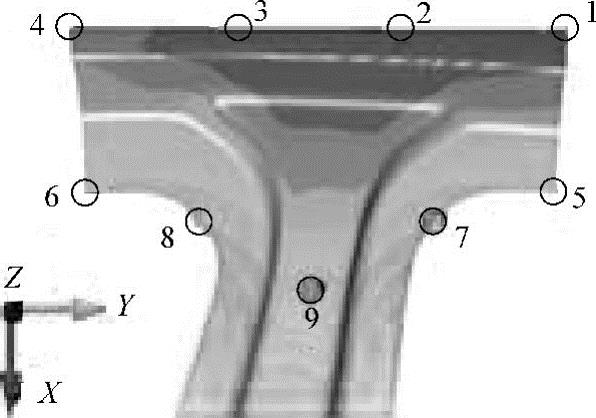
图7-6 变形测量点选取
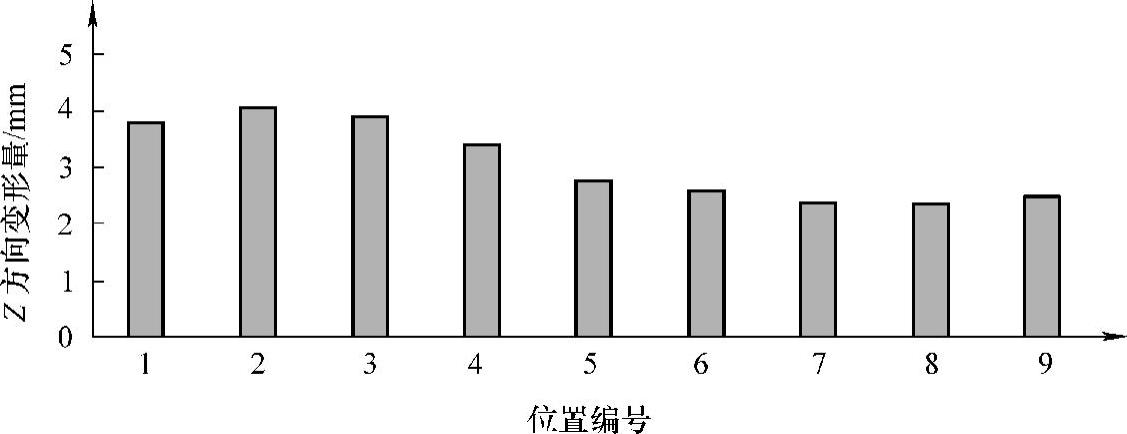
图7-7 开模变形量
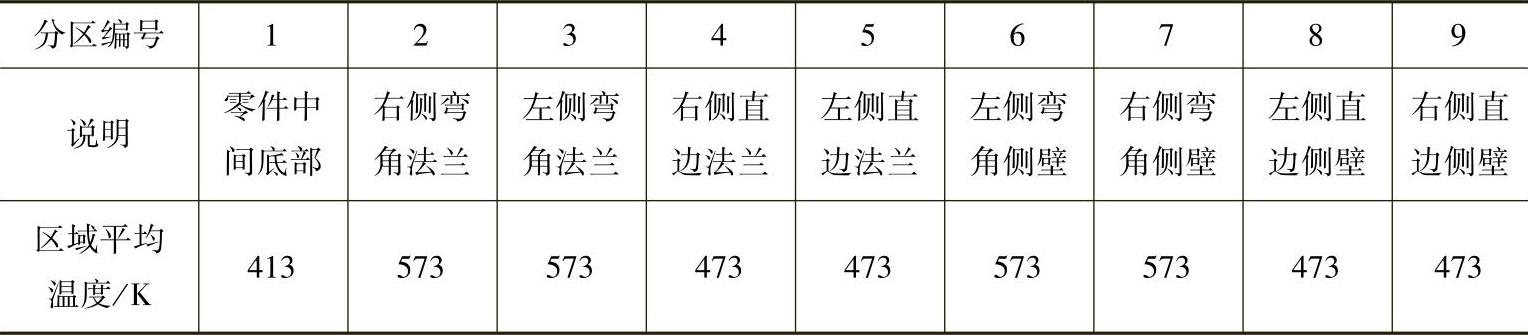
为了便于分析B柱顶部每一区域的温度对最终开模变形的影响,将B柱按照温度分布分为不同的9个区域,即零件中间底部、右侧弯角法兰、左侧弯角法兰、右侧直边法兰、左侧直边法兰、左侧弯角侧壁、右侧弯角侧壁、左侧直边侧壁、右侧直边侧壁,如图7-8和表7-2所示。
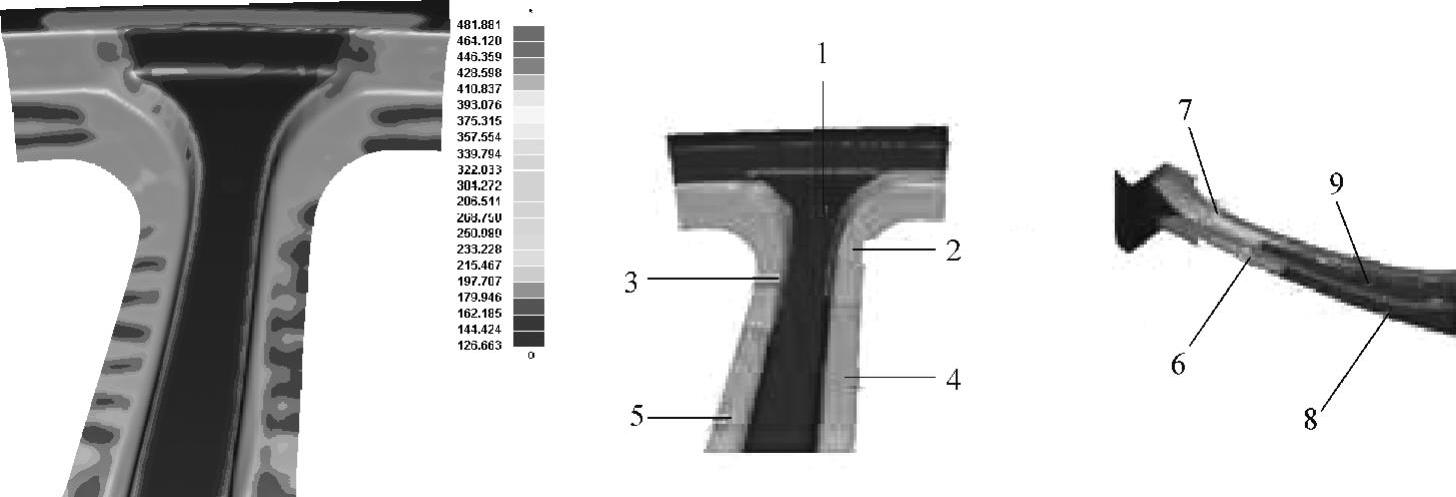
图7-8 B柱顶部开模温度分布及分区
表7-2 分区编号及区域平均温度
7.1.2.1 统一温度分布对变形的影响
为了探讨各区域温度对最终变形的影响,先假设各区域温度均为573K,以发现均匀温度条件下的开模变形特点,如图7-9所示。
结果发现,当顶部开模温度统一为573K时,开模变形大幅度减小,但是出现了如图7-10所示的扭转变形情况。在统一573K的基础上更改单一区域温度的大小,来探究每一区域温度的变化对最终变形的影响。
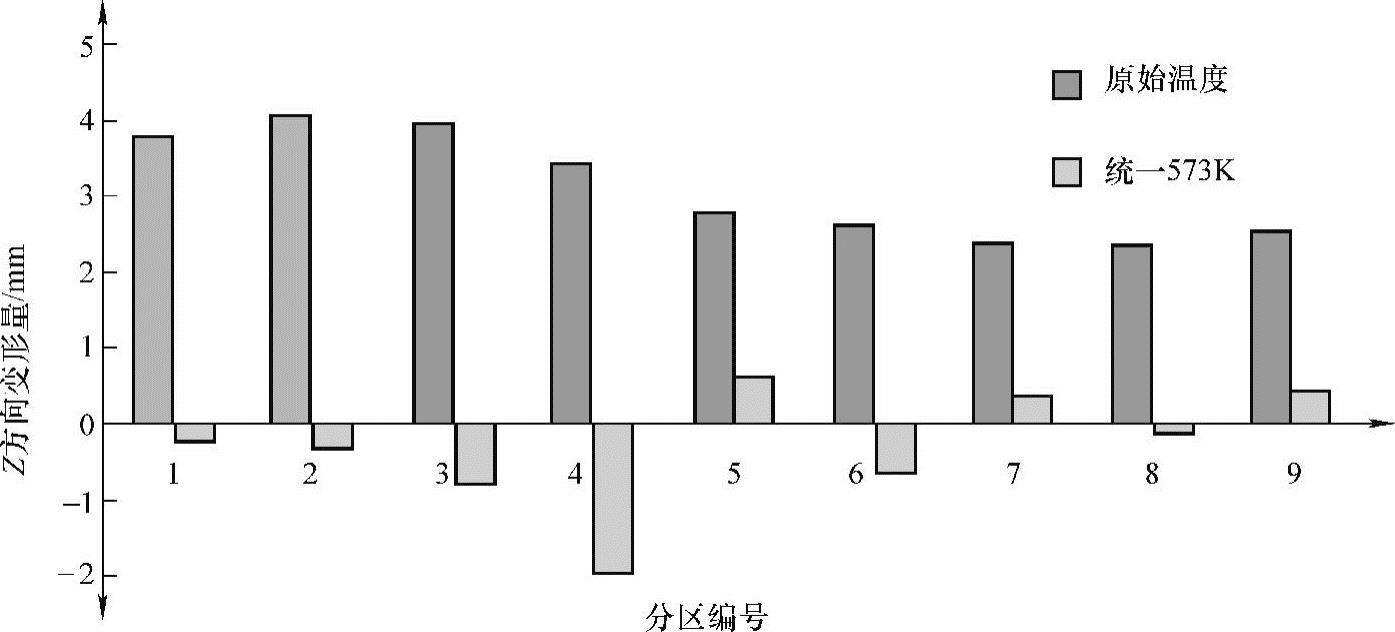
图7-9 统一573K下的变形情况
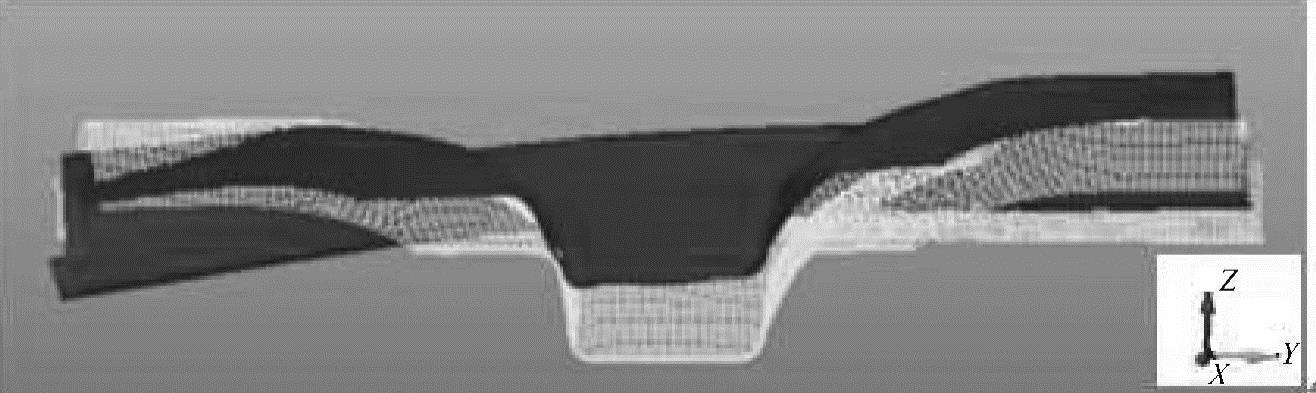
图7-10 B柱顶部扭转变形情况
7.1.2.2 区域1温度对变形的影响
在保证其他各区域温度不变的情况下,将区域1的温度从573K逐渐降低到523K,得到顶部在4个测量点的弯曲变形和扭转变形如图7-11所示。
由图7-11可见,区域1与其他分区的温差造成B柱顶部的弯曲,且温差越大,顶部弯曲越大,但是区域1的温度变化对整体扭转影响不明显。7.1.2.3 区域2、4温度对变形的影响
在保证其他区域温度不变的情况下,将区域2、4的温度从573K逐渐降低到523K,得到4个测量点的弯曲变形和扭转变形如图7-12所示。(https://www.xing528.com)
由图7-12可见,区域2、4处温度主要影响顶部扭转,且降低温度会引起扭转变形的减小;经过研究发现,区域3、5处的温度影响与区域2、4处刚好相反,即降低区域3、5处的温度会引起扭转变形的增加。
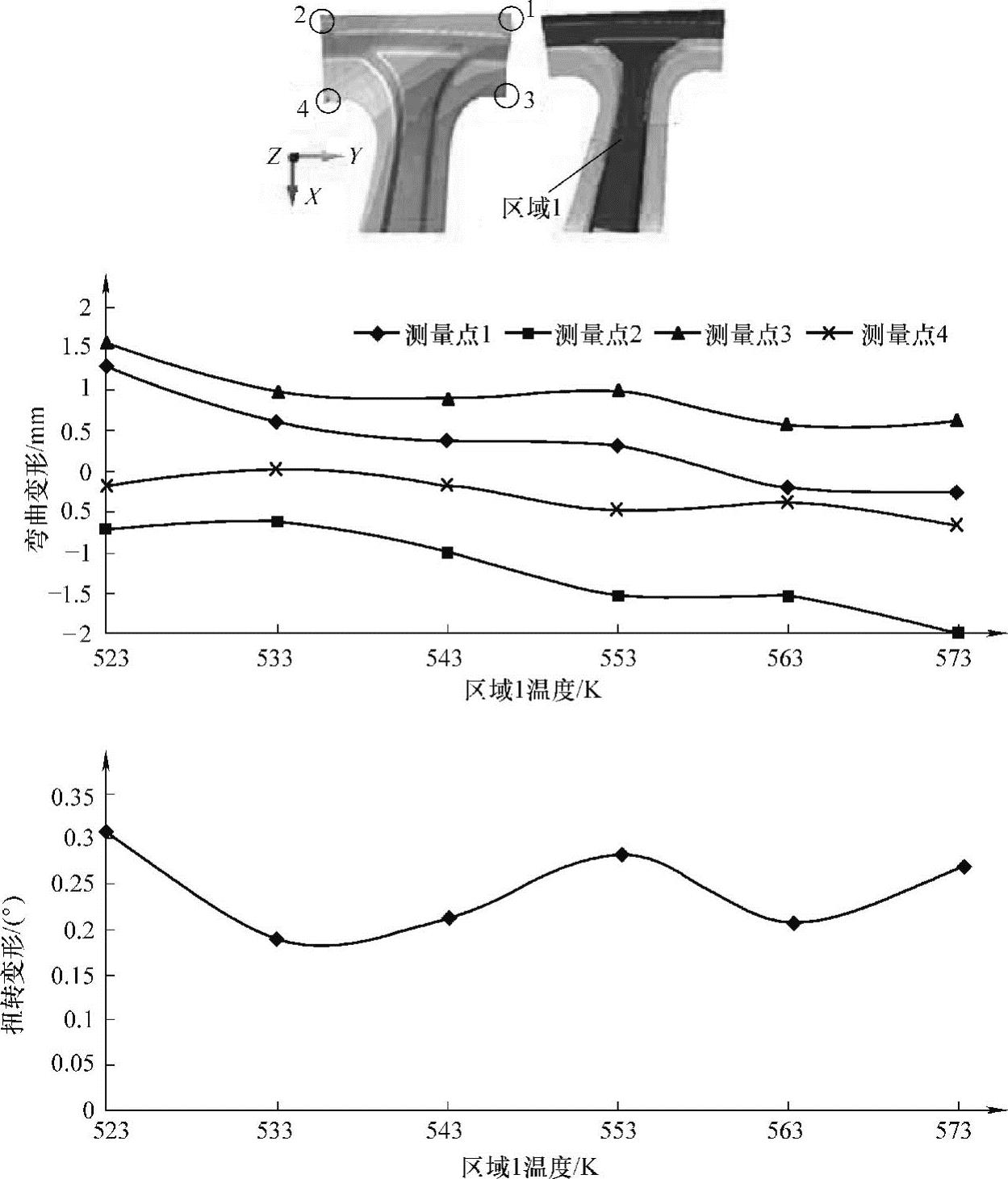
图7-11 区域1处温度变化对变形的影响
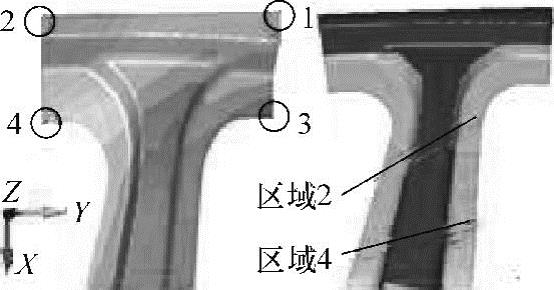
图7-12 区域2、4处温度变化对变形的影响
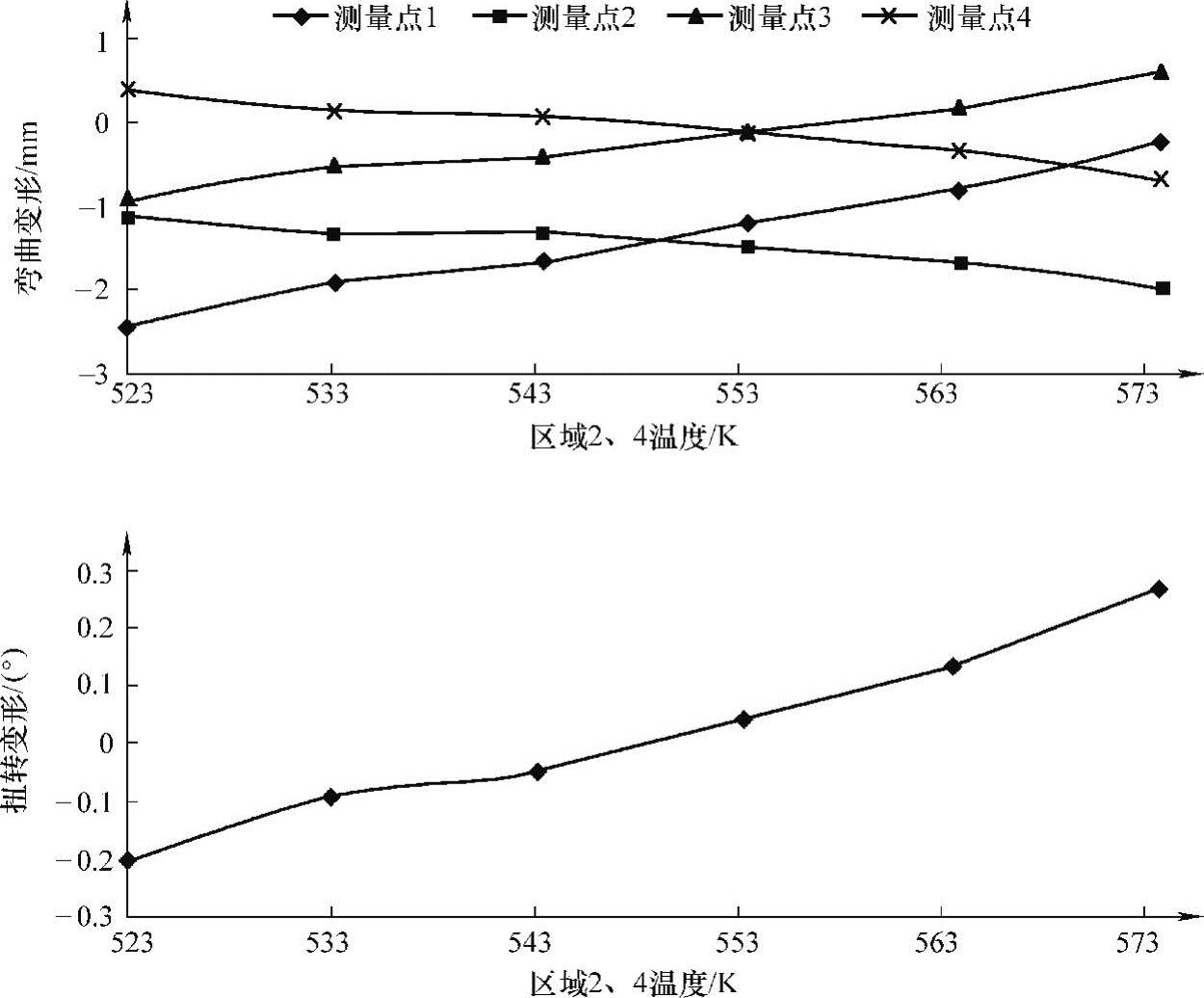
图7-12 区域2、4处温度变化对变形的影响(续)
7.1.2.4 区域6、8温度对变形的影响
在保证其他区域温度不变的情况下,将区域6、8的温度从573K逐渐降低到523K,得到4个测量点的弯曲变形及扭转变形如图7-13所示。
由图7-13可见,区域6、8处温度主要影响顶部扭转,且降低温度会引起扭转变形的减小;经过研究发现,区域7、9处的温度影响与区域6、8处刚好相反,即降低区域7、9处的温度会引起扭转变形的增加。
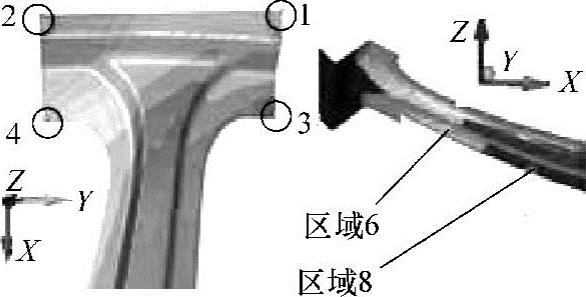
图7-13 区域6、8处温度变化对变形的影响
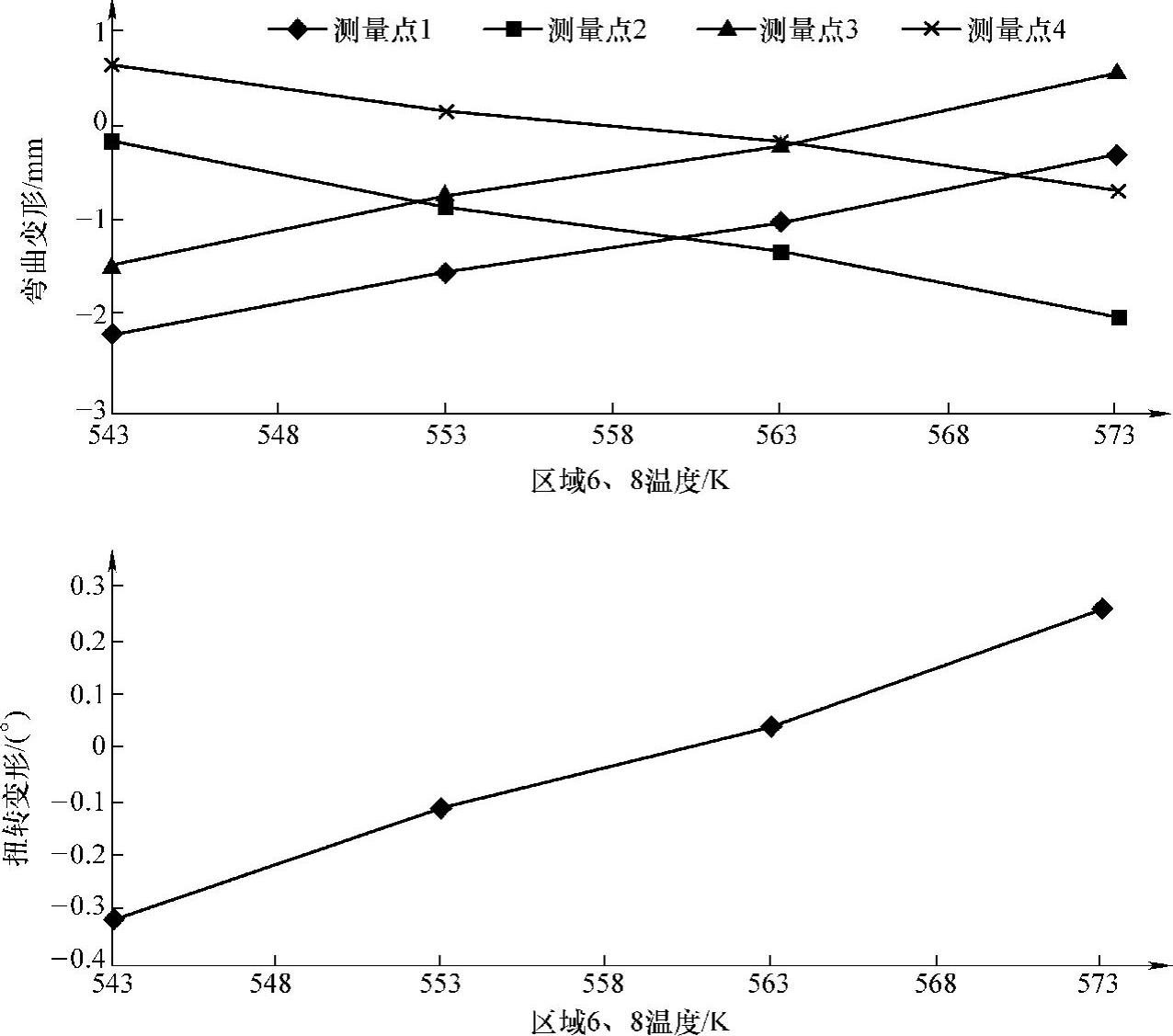
图7-13 区域6、8处温度变化对变形的影响(续)
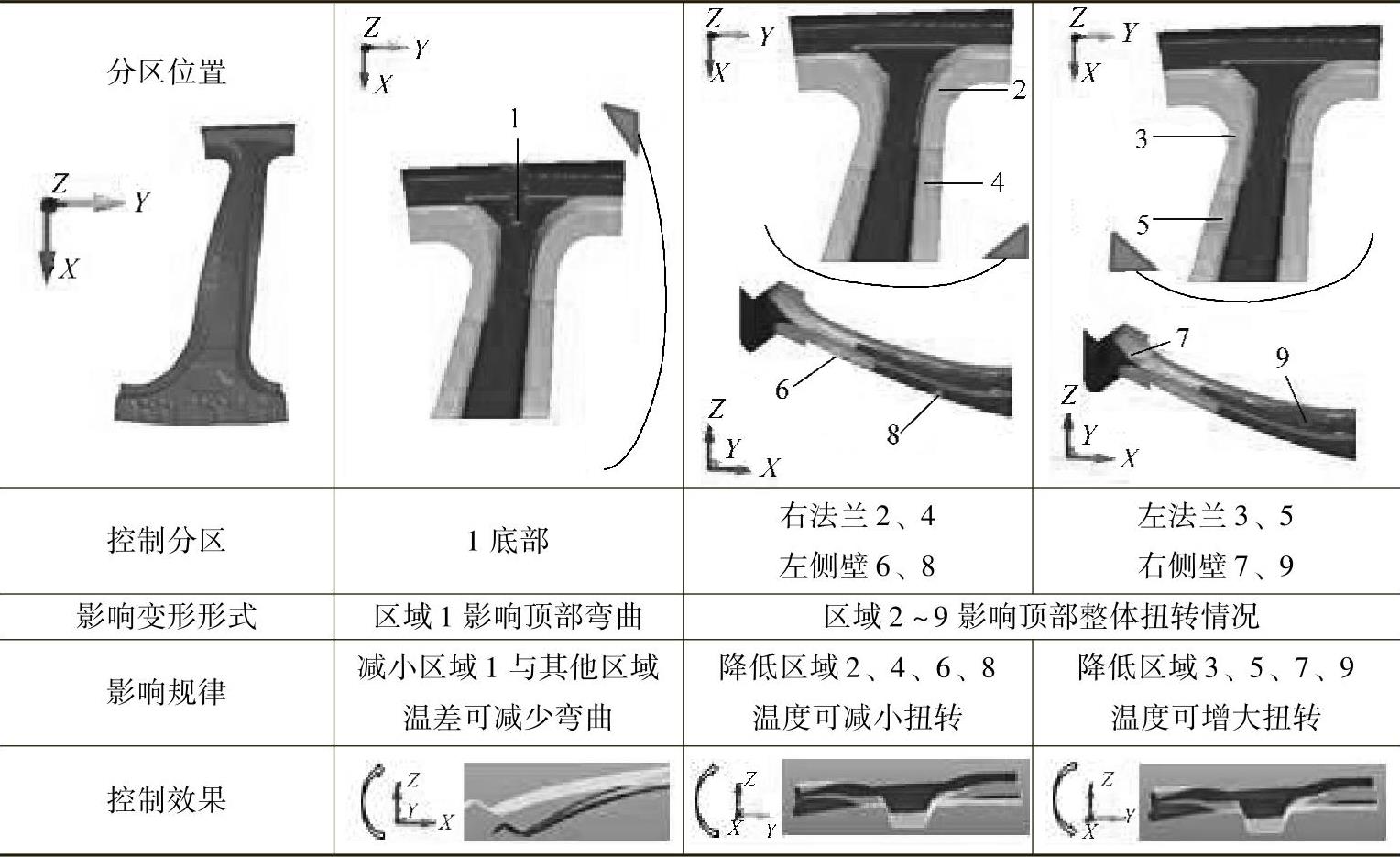
总结各区域温度变化对最终变形的影响规律见表7-3。
表7-3 各区域温度变化对最终变形的影响规律
按照以上规律可以对B柱的回弹变形进行变温控制,不对模块1进行调整,调整其他模块降温速率达到模块2>模块3>模块6>模块7>模块4>模块5>模块8>模块9,获得的B柱最终开模变形量如图7-14所示。从图中可见,均衡处理各模块的温度分布可以有效地控制零件变形程度,提高尺寸精度。
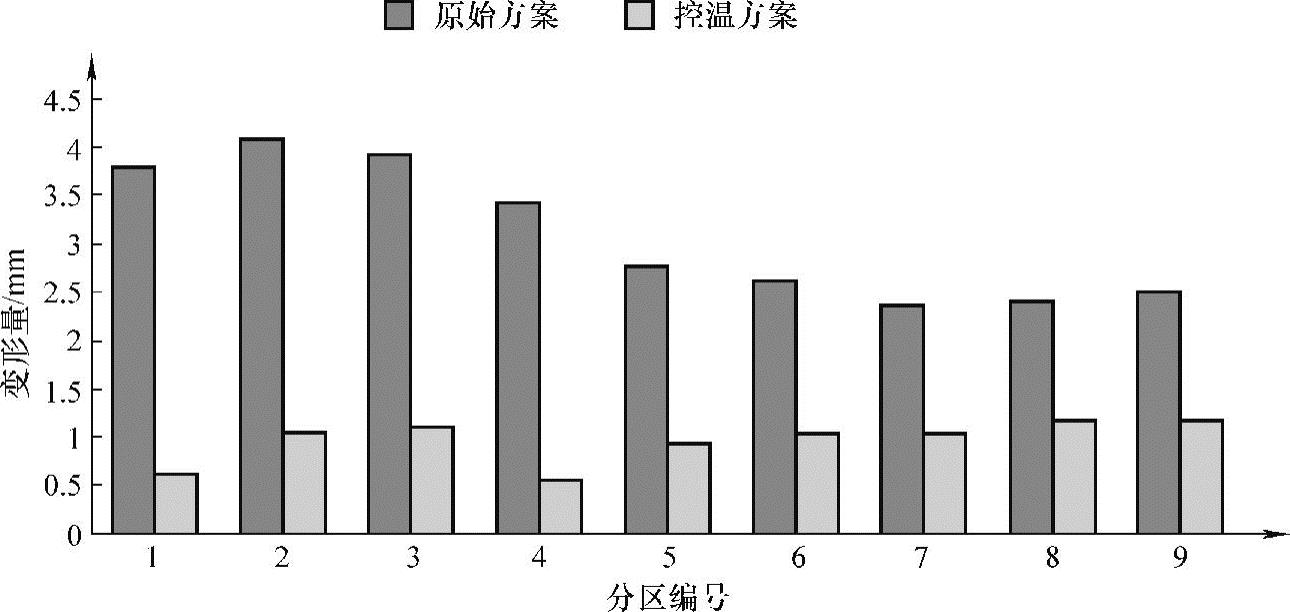
图7-14 B柱新老方案对开模变形量的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。