



根据本书5.2.5所介绍的一种带有温度历程的开模变形仿真方法,建立B柱开模变形分析模型。其中选用的成形初始温度为1073K,顶部和底部的凸模位置均为60mm。开模后约束设置如图6-6所示。分析过程中选用了以下三种对比状态。
1)实际开模状态A。冲压残余应力的释放+开模后不均匀温度场降温变形(残余应力σ+开模不均匀温度场T)。

图6-6 约束设置
2)虚拟开模状态B。不加载冲压残余应力,加载成形后为不均匀温度场,观察不均匀温度场降温变形(只考虑开模不均匀温度场T)。
3)虚拟开模状态C。加载冲压残余应力,加载成形后为不均匀温度场,在绝热状态下(零件自身不传热,零件不与环境进行热交换),观察残余应力引起的变形(只考虑残余应力σ)。
开模变形比较如图6-7~图6-10所示。
根据观察,发现B柱的顶部、底部及中间剖面的变形明显,且有代表性。因此选择变形较为有特征的A、B、C三个截面进行分析,截面位置如图6-11所示。

图6-7 开模变形比较(总位移比较)

图6-8 开模变形比较(X方向比较)

图6-9 开模变形比较(Y方向比较)
在A截面上的变形主要有收缩和弯曲两种形式。局部详细分析(A截面比较)如图6-12所示。收缩主要表现为:
1)X方向整体向刚性约束点收缩,且两侧(位置1、6)较中段(位置3、4)收缩更严重(仿真结果多收缩0.4mm左右,后述结果均为仿真结果)。

图6-10 开模变形比较(Z方向比较)
2)Y方向两边向内部收缩(位置1内缩1.5mm左右,位置6内缩0.7mm左右)。
弯曲主要表现在Z方向,可以看出两边向+Z方向上翘,形成沿X轴的弯曲(位置1上翘4mm左右,位置6上翘4mm左右,位置3上翘0.5mm左右)。

图6-11 截面位置示意图
形成收缩和弯曲的主要原因都是因为板料开模后不均匀的温度降至室温引起的(由曲线规律可知,不均匀的温度降至室温所引起的变形对总变形的贡献最大)。收缩是由于降温引起的B柱X、Y方向尺寸的收缩。弯曲是由于1、6位置对应的上法兰处开模温度较高,收缩程度大;而3、4位置对应的凸模处温度较低,收缩程度小,总体形成了沿X轴的弯曲。
在B截面上的变形主要有收缩、弯曲和扭转三种形式。局部详细分析(B截面比较)如图6-13所示。(https://www.xing528.com)

图6-13 局部详细分析(B截面比较)
收缩主要表现在:
1)X方向整体向刚性约束点收缩(位置1~7收缩基本均匀),由于距离刚性约束点位置较远收缩量较大(收缩3mm左右)。
2)Y方向对比两端也出现Y方向收缩。
弯曲主要表现在:Y方向整体向-Y方向变形,可见B柱出现绕Z轴的弯曲(1~7向-Y方向移动1.7mm左右),而参考A截面没有出现此类Y方向平移。
扭转主要表现在:Z方向位移观察得出绕X轴的扭转(位置1向-Z方向移动0.7mm,位置7向+Z方向移动2mm左右)。
形成收缩的主要原因是板料不均匀温度场引起的B柱X、Y方向尺寸的收缩(由曲线规律可知)。而绕Z轴的弯曲和绕X轴的扭转主要是由于冲压后开模时不均匀的残余释放引起的。
在C截面上的变形主要有收缩、弯曲和扭转三种形式。局部详细分析(C截面比较)如图6-14所示。

图6-14 局部详细分析(C截面比较)
收缩主要表现在:X方向整体向刚性约束点收缩,其收缩量随与刚性约束点的距离而变化(位置1收缩3mm左右,位置5收缩-0.7mm左右)。
弯曲主要表现在:Z方向整体沿Y轴弯曲变形,可见B柱出现绕Z轴的弯曲(位置1向+Z方向移动1.5mm左右,位置5向+Z方向移动0.5mm左右,而位置3向-Z方向移动0.8mm左右),该方向弯曲度“加重”。
扭转主要表现在:Y方向出现了沿+Z方向的扭转变形,B柱顶部向-Y方向变形,底部向+Y方向变形,绕刚性约束点扭转(位置1向-Y方向移动-1.7mm左右,位置5向+Y方向移动0.4mm左右),并且出现沿Z轴的微小弯曲变形。
形成收缩的主要原因为板料降温收缩引起的(由曲线规律可知)。绕Y轴的弯曲,是由不均匀温度场降温收缩量不同引起的,法兰温度较高,收缩量较大,形成弯矩。绕Z轴的扭转和沿Z轴的微小弯曲是由不均匀温度场和残余应力释放共同引起的(B柱不对称,长边一侧收缩量更大等原因)。
典型零件的开模变形主要由“不均匀开模温度T的降温”和“残余应力σ释放”引起的。在实际的热冲压及开模过程中,上述两种因素相互作用,共同耦合,并通过不同温度下的材料本构和热膨胀系数,表现出各式各样的变形行为。
在众多的变形行为中,主要有三种形式,即收缩、弯曲、扭转。三种变形行为在零件不同的截面均有体现,并随着分析方向的转变而分别成为主要的变形形式。影响零件变形的因素及其影响关系如图6-15所示。
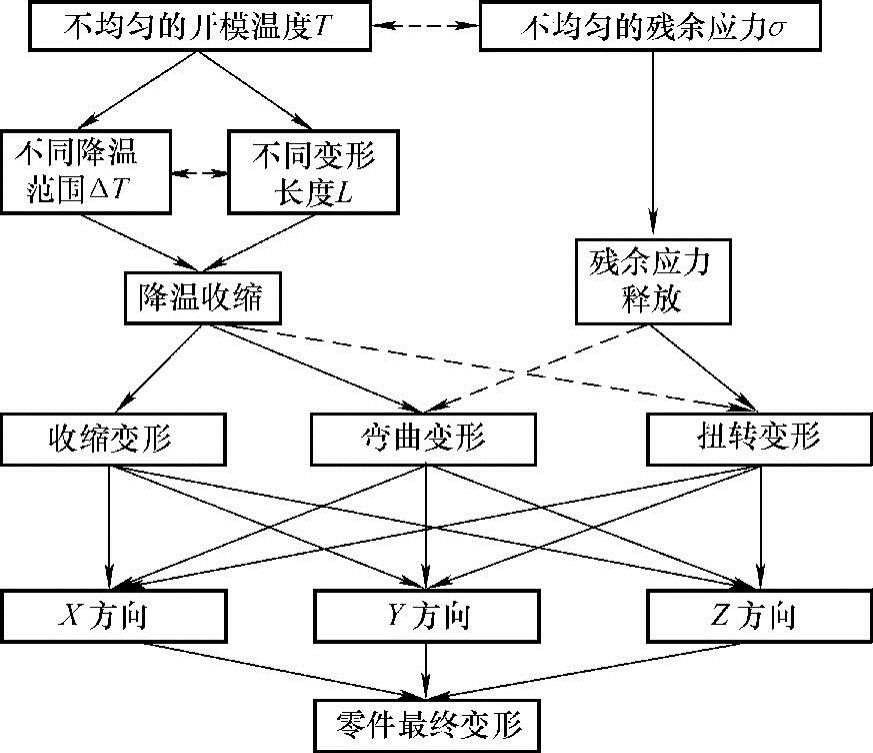
图6-15 影响零件变形的因素及其影响关系
收缩主要是由于开模温度T的降温引起,任意方向上的降温,都将导致该方向零件的端部向刚性约束点收缩的变形趋势与行为。
弯曲主要是由于在弯曲变形的两侧,开模温度T及变形长度L分布不对等,导致两侧收缩量不对等,引起弯曲的变形趋势与行为。但不同冲压过程的残余应力分布情况不同,对这种弯曲行为也有一定的影响,但总体影响没有温度影响显著。
扭转主要是由于冲压后的不均匀残余应力的释放引起。这种残余应力的分布随零件的几何形状、材料的流动、冲压过程的不同而不同。具体的表现形式也有不同。而不均匀的温度场T和变形长度L由于对扭转区域两侧贡献不同,也会对这种弯曲产生影响,但总体影响没有不均匀残余应力释放的影响显著。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。