



5.2.4.1 仿真类型设置
在对B柱零件进行热冲压成形仿真时,选择零件的冲压方向为Z轴;工具运动的加速时间可以选择0.001s,这样既能够方便理想化的分析,而且不容易造成计算的不收敛;由于涉及热力学过程,需要选择Coupled thermal structural a- nalysis,如图5-5所示。
各部分零件位置关系如图5-5所示,该位置关系由现场工况得到。5.2.4.2 材料模型的定义
Dynaform与AutoForm都是常用的仿真软件,但是Dynaform中可以选择不同的材料模型,能更为贴切的定义材料。该项设置在Blank界面完成。对于热成形材料22MnB5,选择106号弹性-黏塑性-热材料模型,因为模型没有对称且没有折叠情况,所以Symmetry type中选择none,Contact中不选择Single surface。在Thickness中设置冲压板料的厚度,如图5-6所示。
22MnB5材料的性能主要由三部分组成,即基本物理性能、力学性能和成形性能。在106号材料模型中,通过密度、弹性模量、泊松比、热膨胀系数、黏性系数、应力-应变曲线及成形极限曲线进行定义。
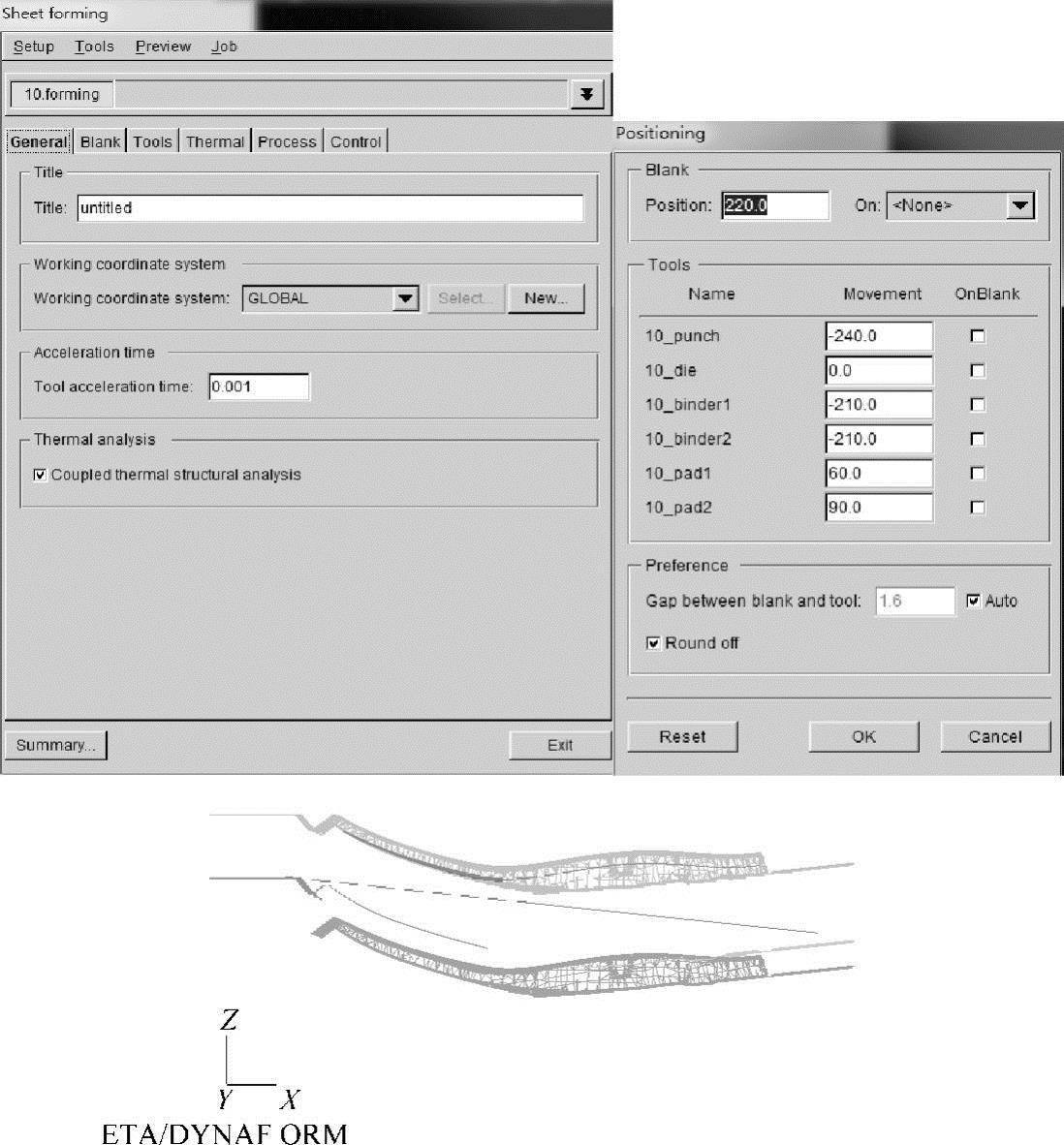
图5-5 综合设置及零件位置设置
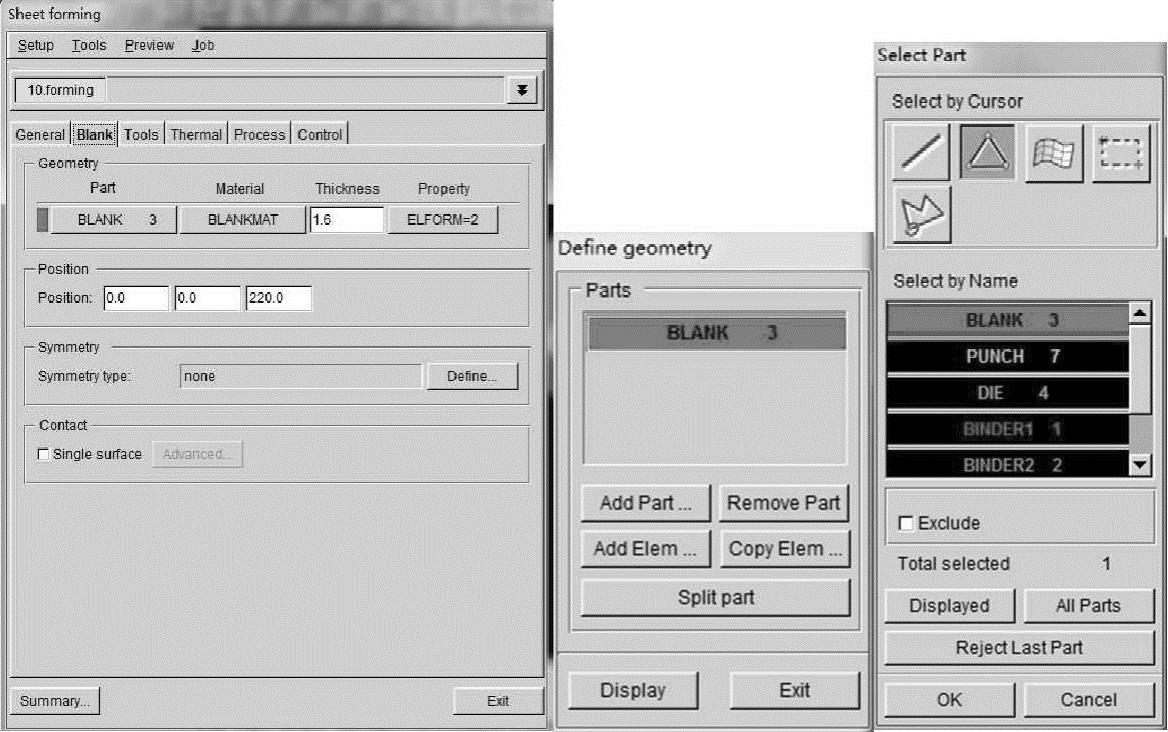
图5-6 Blank界面设置
在热冲压中由于温度历程和相变的存在,零件在热成形和模具内淬火的过程中,均有不同程度的体积变化,该现象由热胀冷缩和相变体积应变引起,将影响最终的开模变形与尺寸超差。通过DIL试验,精确获得了板料在热冲压温度历程下的DIL曲线,可以仿真板料模具中成形与冷却过程中的热胀冷缩及相变体积应变,因此可以精确再现热胀冷缩与相变体积应变对成形结果的影响,与冲压实际情况更加贴切。应力-应变曲线也在常温和不同高温下分别定义。各参数设置如图5-7所示(在Dynaform软件中,采用的温度单位为℃,下同)。
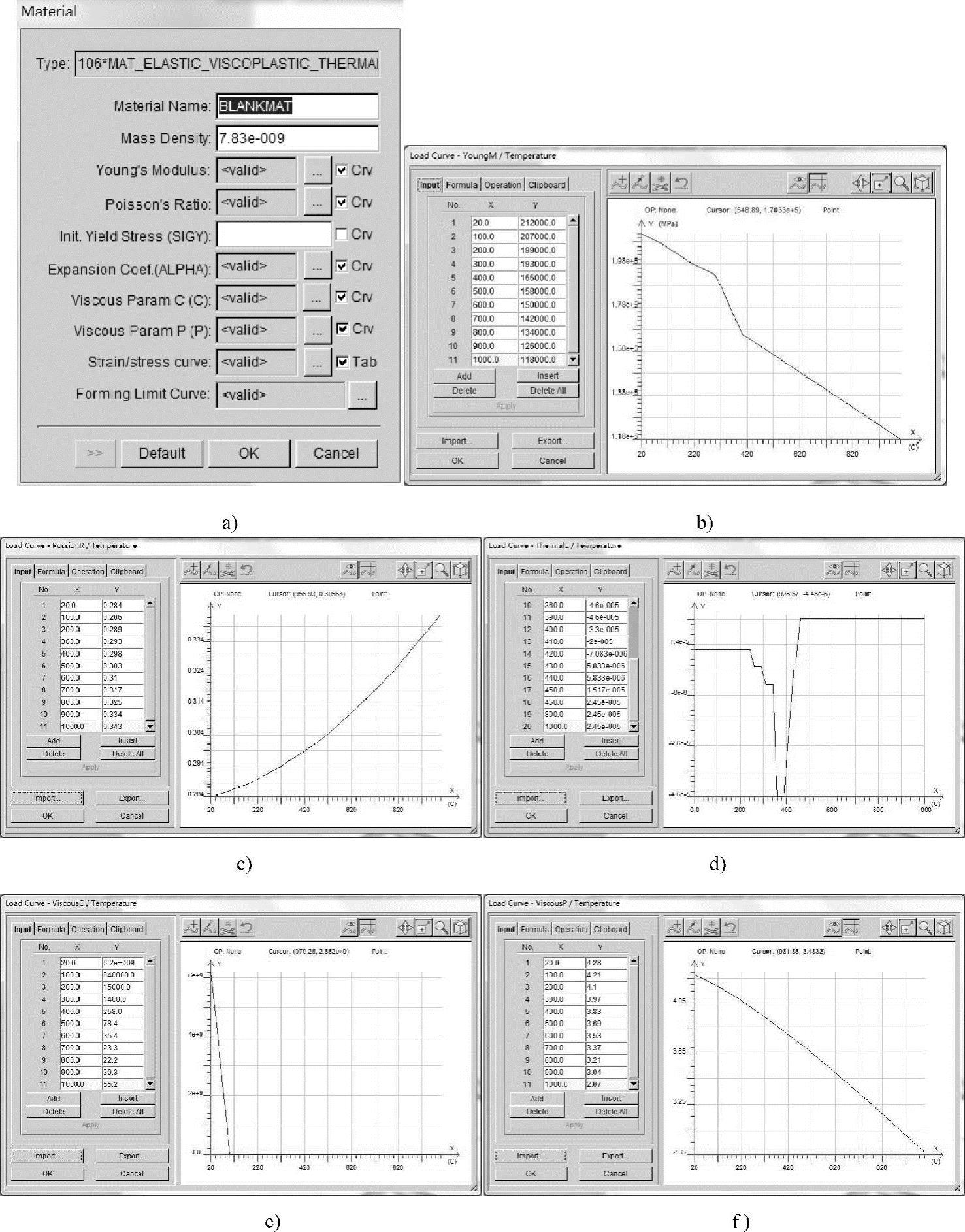
图5-7 各参数设置
a)106号材料参数 b)弹性模量 c)泊松比 d)热膨胀系数 e)黏性系数C f)黏性系数P
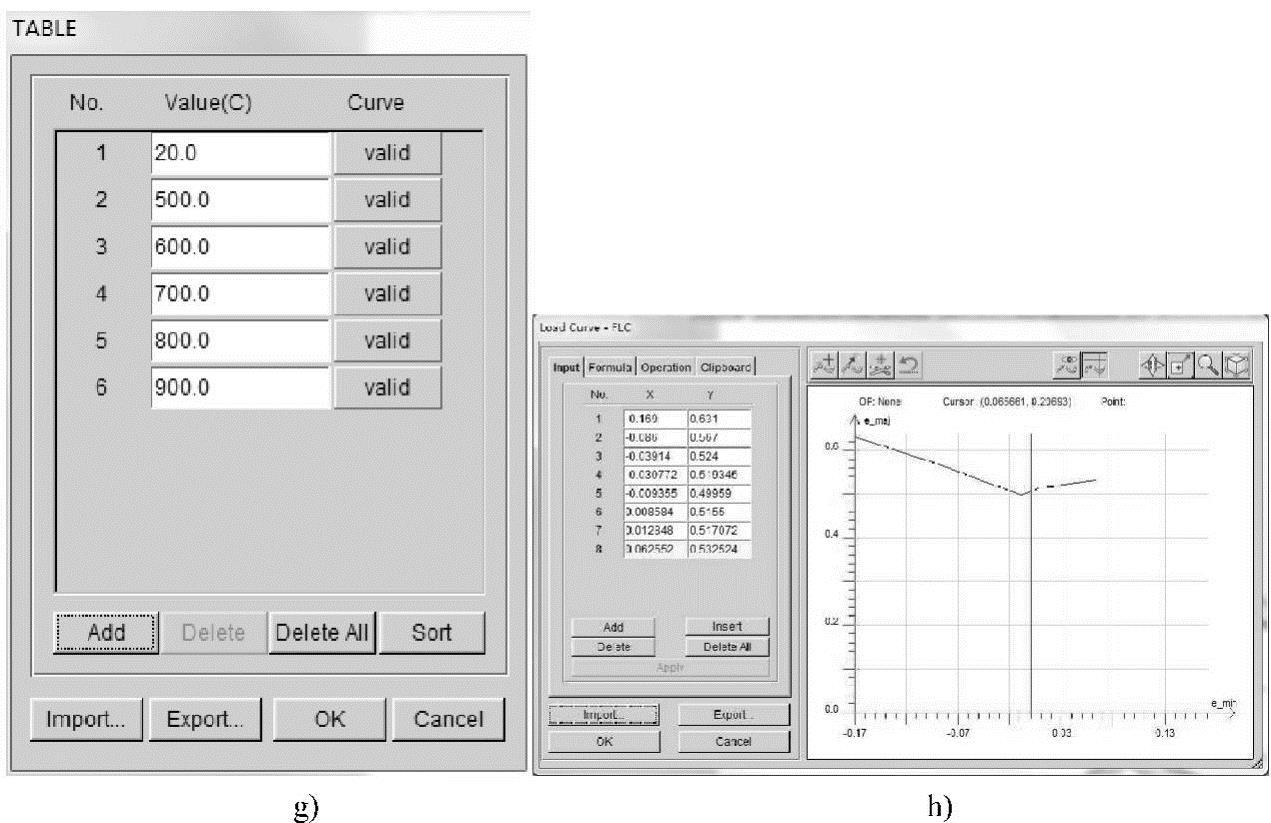
图5-7 各参数设置(续)
g)各温度应力-应变曲线 h)FLC
5.2.4.3 热成形工具的设置(https://www.xing528.com)
B柱零件主要涉及6个工具,分别为die(固定凸模)、punch(凸模)、pad1(凹模分块)、pad2、binder1(压边圈1)及binder2(压边圈2)。在Dynaform的Tools中,需要对工具的定位方向、工作方向、模具形面偏置、行程进行设置,如图5-8所示。
设置die中的Movement为0,以其为基准位置;设置punch中的Movement为-240,代表punch沿着它运动方向的负向移动240mm;设置binder1中的Movement为-210,代表binder1沿着它运动方向的负向移动210mm;设置pad1中的Movement为60,代表pad1沿着它运动方向的正向移动60mm。
由于导入的曲面为凹模的形面,而板料在凹模以上,所以凹模、凹模分块不需要偏置,凸模、压边圈需要偏置出一定的数值。5.2.4.4 热参数、热边界条件和接触设置
因为本数值模拟只包含一个板料,故在Blank中,选择统一热材料,故选择Common thermal material。此外,材料的比热容及传热系数均与温度相关,并且模具钢基本属于热各向同性材料,因此材料的类型选6∗MAT_THERMAL_ISO-TROPIC_TD_LC。默认材料的热密度与物理密度相同,因此设为0.0kg/m3作为默认值。板料及工具热参数设置如图5-9所示。
设定未进行热交换前板料开始温度为800℃,模具开始温度为50℃,辐射因子为0.6SBC,由于采用20倍加速法,而Dynaform自身没有对环境对流参数进行自动放大,因此需要人工放大,实际传热系数为50W/(m2·K),加速20倍后,传热系数1000W/(m2·K),如图5-10所示。
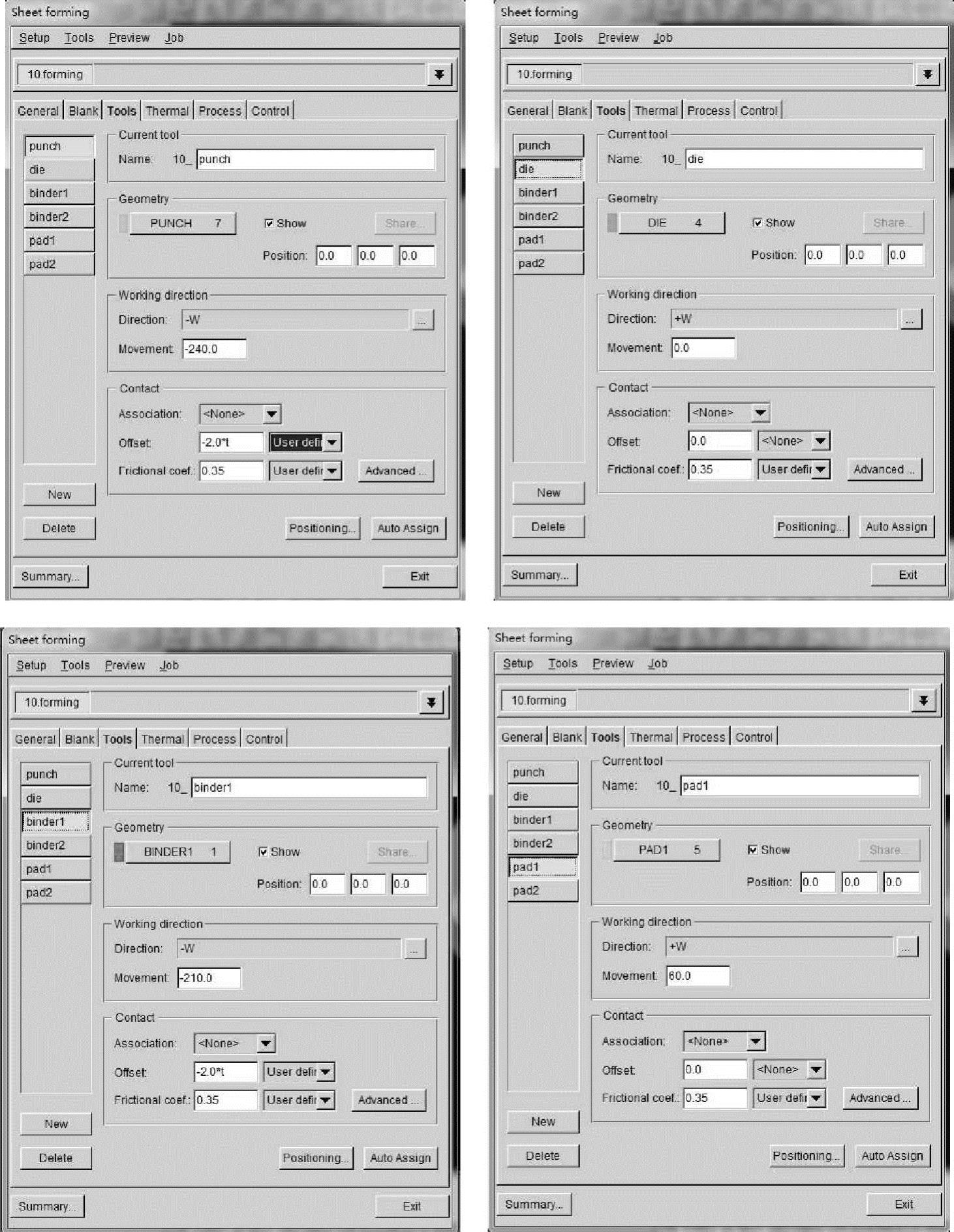
图5-8 热成形工具的设置
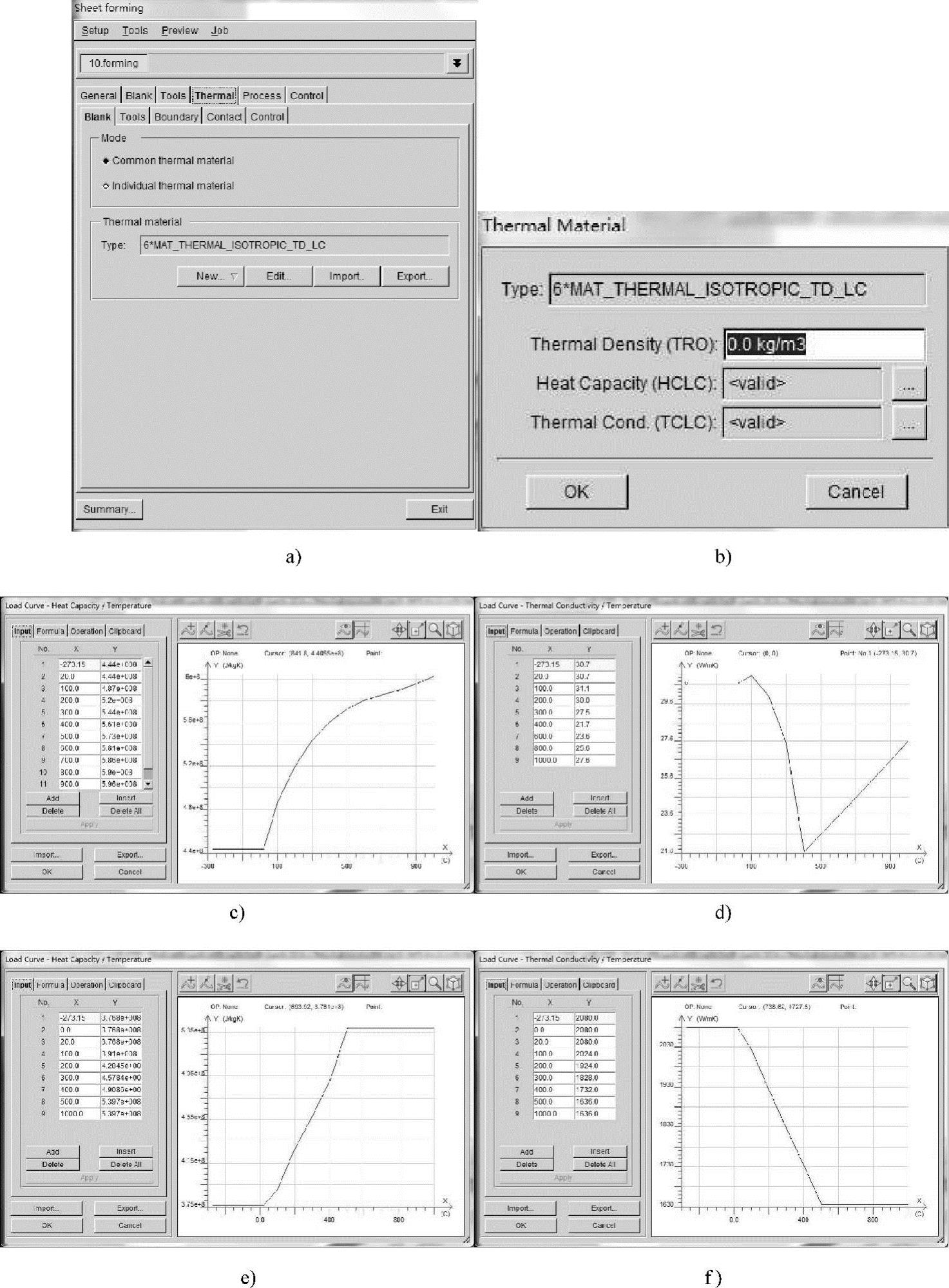
图5-9 板料及工具热参数设置
a)热参数设置 b)热密度设置 c)板料比热容设置 d)板料传热系数设置 e)工具比热容设置 f)工具传热系数设置
Ls-DYNA中的传热过程分两个部分:在零件最大间隙之外,系统认为零件单纯与环境进行热交换;在最大间隙与最小间隙之间,系统认为零件之间进行热交换,发生热传递的模具最小间隙为0.035mm,最大间隙为0.5mm。由于两个模具相接触时,采用单向算法,可以忽略其对环境空气的对流与辐射,因此选择第一个复选框。如图5-10所示。
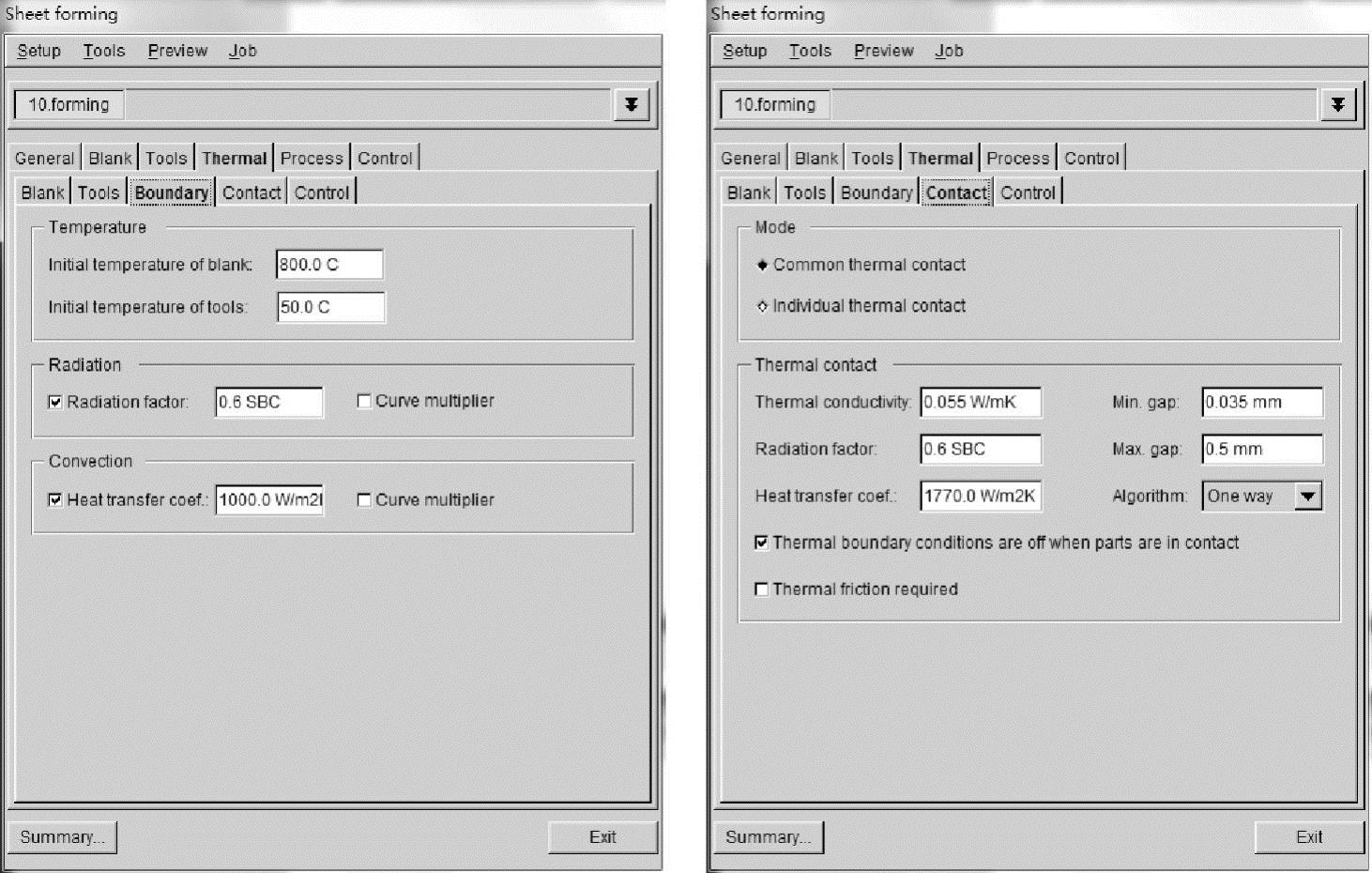
图5-10 热边界条件设置及接触设置
5.2.4.5 成形过程参数设置
在Dynaform中可通过设置实现冲压过程。由于采用了时间加速算法,因此具体的仿真工艺参数设置中与时间相关的选项均放大了20倍。
如图5-11所示,closing1中punch、binder1速度参数设置为2400;closing2中punch、binder1速度参数设置为2400,pad2压力参数设置为10;closing3中punch、binder1速度参数设置为2400,pad1、pad2压力参数设置为10;drawing中punch速度参数设置为2400,binder1、binder2压力参数设置为0.1,pad1、pad2压力参数设置为10;time中punch压力参数设置为10,binder1压力参数设置为0.1,保压时间0.175。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。