



千斤顶是一种用得非常普遍的起重设备(起重工具),具有结构轻巧、搬动方便、能力大、操作简便等特点。千斤顶的顶升高度一般在100~450mm,起重能力在3~320t之间,也有用起重能力达500t的液压千斤顶的实例。
千斤顶有机械式和液压式两类。机械式又有螺旋千斤顶和齿条千斤顶两种;液压式一般分普通液压千斤顶、车库用油压千斤顶及分离式液压起顶机三种类型。
1.QL螺旋千斤顶的结构和技术参数
QL螺旋千斤顶(JB/T 2592—2008)为用于汽车、桥梁、船舶及钢结构工程的机械式螺旋千斤顶。
千斤顶按结构和使用场所分为如下几种:
1)普通型千斤顶见图2-30和图2-31(50~100t的千斤顶为蜗杆式)。
2)普通高型螺旋千斤顶[1],其代号为QLG。
3)普通低型螺旋千斤顶[1],其代号为QLD。
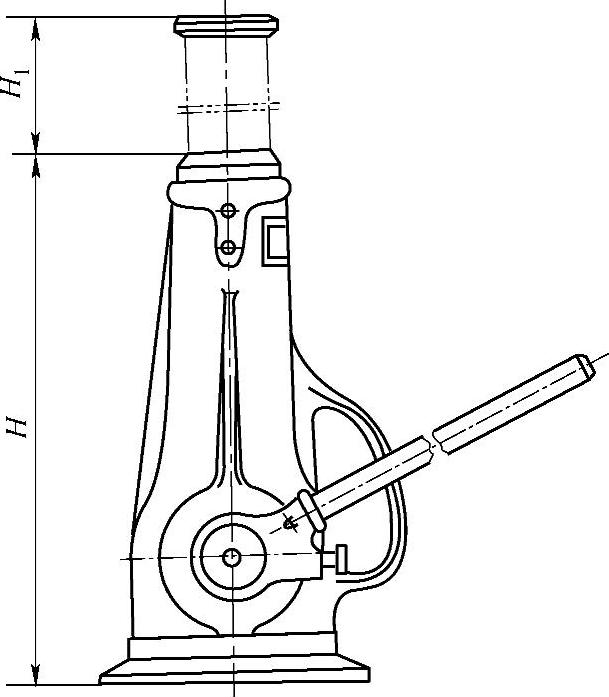
图2-30 普通型千斤顶(一)
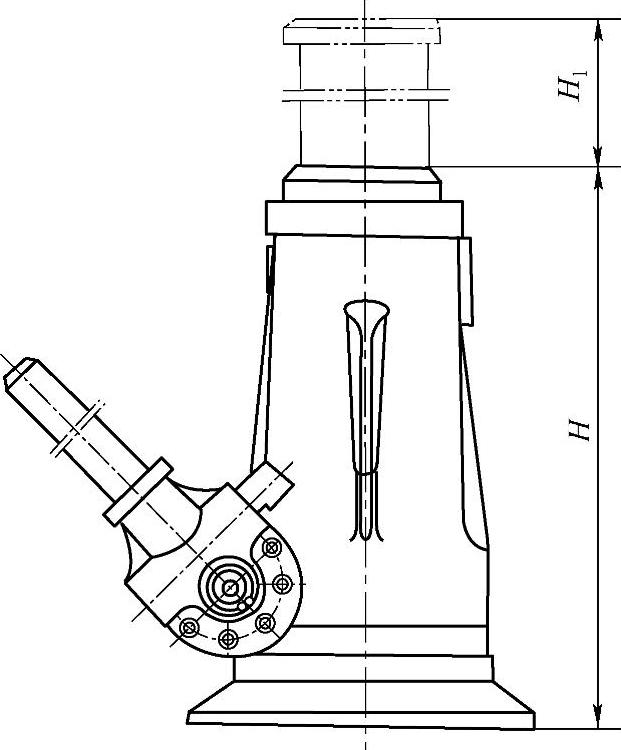
图2-31 普通型千斤顶(二)
4)钩式螺旋千斤顶见图2-32,其代号为QLg。
5)剪式螺旋千斤顶见图2-23,其代号为QLJ。
6)自落式螺旋千斤顶(设有一套快速下降机构)的代号为QLZ。
QL螺旋千斤顶的技术参数见表2-27。
表2-27 QL螺旋千斤顶的技术参数
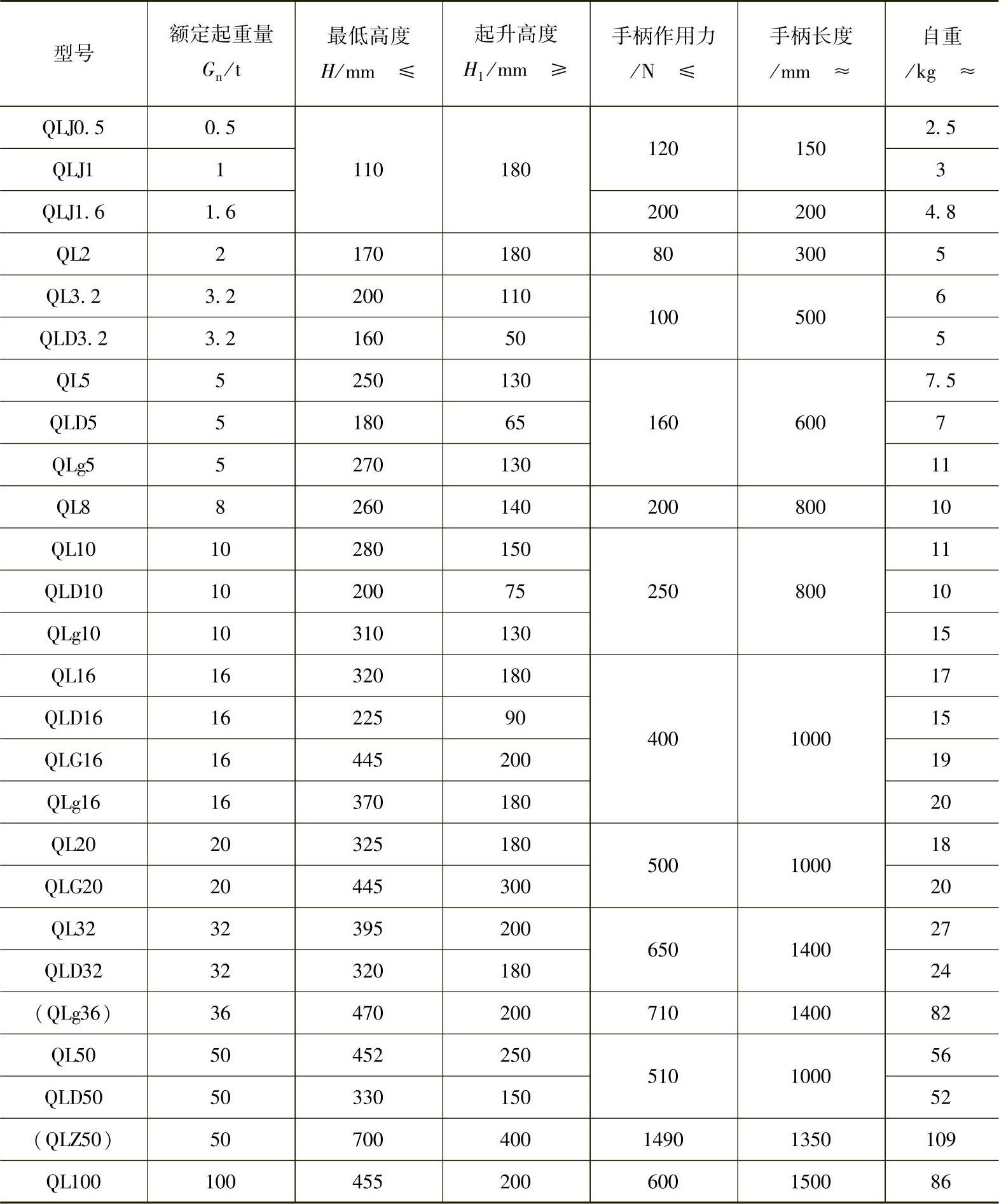
注:1.钩式螺旋千斤顶顶部承载能力为额定起重量。钩部承载能力为二分之一的额定起重量。
2.剪式螺旋千斤顶在额定起重量下的有效起升高度,是指自起升高度的中央位置到最高位置;手柄长度为回转半径;额定起重量是指承载面位于起升高度的二分之一以上位置时的承载能力。
3.产品自重不包括手柄重量。
4.表中(QLZ50)、(QLg36)系暂时保留产品。
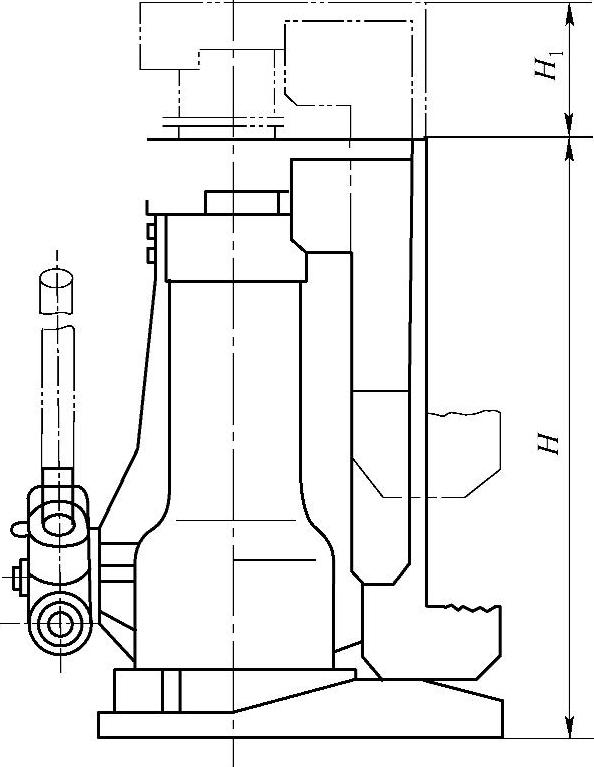
图2-32 钩式螺旋千斤顶
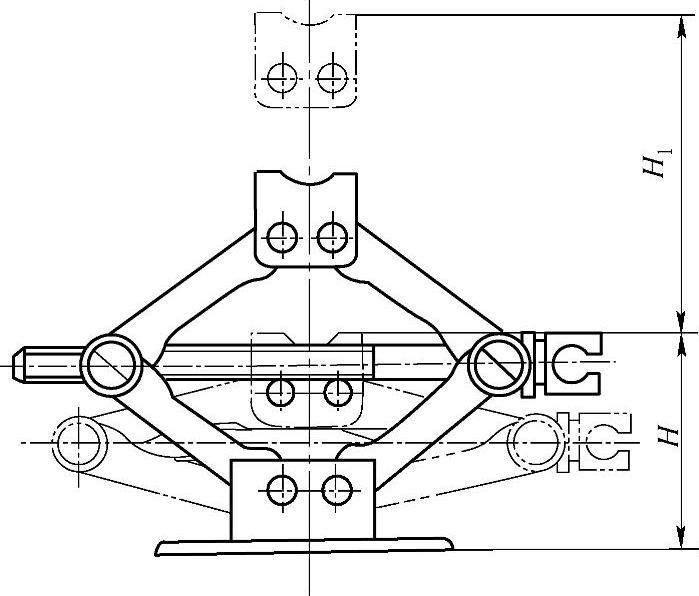
图2-33 剪式螺旋千斤顶
2.QL螺旋千斤顶的技术要求(https://www.xing528.com)
技术要求包括使用性能、试验载荷、装配等。技术要求对维修工作的作用是:技术要求项目经过使用后,在实际工作中会发生达不到原技术水平或千斤顶出现故障,这时候找维修人员检查调整或更换机件、加油等就是维修。因此,技术要求项目对维修有一定指导作用,也是维修验收质量的标准。
(1)产品的正常使用性能 应达到表2-27的规定。
(2)千斤顶的试验载荷 在表2-28规定的试验载荷(垂直静载荷)作用下,各部位不得产生永久变形、裂纹及其他异常现象。
表2-28 千斤顶的额定起重量与试验载荷

(3)千斤顶承受1.2Gn的试验载荷 在此垂直动载荷作用下,各运动部分应工作正常及平稳可靠。包括手柄在内的任何部位,均不得产生有害于使用的异常现象。
(4)千斤顶升至最高状态下与水平面垂直倾斜达6° 在承载面中心承受额定起重量的垂直静载荷作用下,应能保持稳定,任何部位均不得产生永久变形及其他异常现象。
(5)千斤顶的可靠寿命 这是指在承受额定起重量时,应能在起重高度H1(剪式千斤顶为H1/2到最高位置)范围内,往复动作达到表2-29中所规定的次数(一个往复升降循环为一次)。此时,各部分不得损坏,且千斤顶仍能正常工作。
表2-29 额定起重量与往复循环次数

(6)千斤顶主要零件材料 应优先采用不低于下列规定的材料:
1)普通型及钩式千斤顶的螺杆、锥齿轮、棘轮、棘爪和棘轮轴,应采用GB/T 3077—1999中的40Cr钢。
2)圆柱齿轮、升降套筒及蜗杆,应采用GB/T 699—1999中的45钢。
3)机体和棘轮箱应采用GB/T 9440—1988中的KTH330-08可锻铸铁,或性能相当的高强度铝合金;蜗轮应采用GB/T 1348—2009中的QT 600-3球墨铸铁;钩式千斤顶机体应采用GB/T 11352—2009中的ZG 270-500。
4)底座应采用GB/T 700—2006中的Q235A级。
5)铜螺母用GB 1176—1987中的ZCuZn25Al6Fe3Mn3(25-6-3-3铝黄铜)。
(7)千斤顶主要零件的热处理硬度 热处理硬度应符合表2-30的规定。热处理件不得有裂纹、过烧等缺陷,冷轧螺杆可不进行热处理。
表2-30 热处理硬度

锥齿轮、圆柱齿轮的精度为10级。蜗杆、蜗轮的精度为9级。以上精度等级以国标GB为准。未注公差尺寸的极限偏差应不低于GB/T 1804—2000中的IT15。
(8)装配要求
1)所有零件须经检验合格后才能进行装配,外购件必须有合格证明书。
2)过盈配合零件装配时,均须平稳压入,不得有松动及歪斜现象。
3)齿轮与齿轮、蜗杆与蜗轮、棘轮与棘爪之间应啮合良好。
4)齿轮、轴承及易磨损的部位应涂润滑油或润滑脂。
5)对整体装配后的千斤顶,在动作检查时,各运转部分应灵活可靠;在全行程范围内动作时,应无时松时紧现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。