



燃料运行设备常选用防爆性能较好的鼠笼式电动机,如胶带机滚筒的驱动电动机、犁煤器及三通挡板的驱动(电动推杆或电液推杆)电动机等。卸储煤设备因经常带负载频繁起停,多选择绕线式电动机,如斗轮机各运动机构(行走机构、回转机械、俯仰机构等)用驱动电动机、翻车机运行系统(翻车机本体、重车调车机、空车调车机、迁车台等)用驱动电动机。下面就以绕线式电动机的检修为例,将其检修工艺及技术要求做如下阐述。
(一)电动机解体、抽转子
1)解体前应作好记号(包括:接线记号、对轮位置、大小盖各部螺钉、地脚垫片等),记号应明显可靠,以免组装发生错误。同时应测量并记录电动机绝缘。
2)对轮的拆卸,应根据对轮紧力的大小,分别先用丝杠拉马、千斤顶或液压拉马进行拆卸,但应保护好轴中心顶尖孔及对轮。对轮特别紧的,可用加热法拆卸,但加热前对轮应处于受力状态,然后用大号烤把迅速均匀加热、加热温度应不超过200~250℃。一般对轮与轴的配合为紧配合,其平均间隙接近于零。
3)拆装电动机螺钉时,应尽量使用呆扳手、梅花扳手,防止损坏螺钉的六方头。端盖有顶丝孔的,应用顶丝顶开端盖再行拆盖,以保护好电动机和端盖的止口。
4)拆端盖时一般应先拆球体轴承一侧,后拆柱体轴承一侧(安装时顺序相反),要防止端盖脱离轴承碰伤线圈。小容量电动机的端盖可用手抬,大容量电动机的端盖可用抬杆抬上或用倒链、起重机吊下。
5)抽转子的方法:30kW以下的小型电动机可由两人直接用手将转子抬出,对40kW以上的大型电动机,可在轴伸端套上一节内径略大于轴颈的钢管(但轴上必须包以布片或厚纸板之类的软质垫层,以防止损伤轴颈表面),可以人抬或用起重设备将转子抽出。抽装转子时注意不得碰伤铁心和定子线圈(包括转子绕组)。转子抽出后,应用木板或枕木将转子垫起,不得使风叶和短路环受力,并应防止转子滚动。
(二)定子的检查及修理(绕线式电动机与鼠笼式电动机相同)
1)电动机检修解体前应测量其定子绕组的绝缘电阻值,对1kV以下的低压电动机用1kV的绝缘电阻表测量,其绝缘电阻不低于0.5MΩ。对于1kV及以上的高压电动机,用2.5kV的绝缘电阻表测量,同时记录绝缘吸收比R60”/15”,其绝缘电阻应不低于1MΩ/kV,吸收比不得小于1.3。
2)高压电动机大修时,由高压试验班进行交流耐压试验,一般在电动机大修后进行,如绝缘太低也可干燥后进行。交流耐压标准为6kV电动机试压9kV 1min耐压试验。高压电动机容量在500kW以上的,还应作2.5倍额定电压的直流耐压试验,并测量其泄漏电流值,其相同差别一般不大于100%。20μA以下者,各相间应无显著差别。
3)低压电动机大修时,100kW以下不重要的电动机,可不作交流耐压试验,由检修人员用2500V绝缘电阻表摇测1min代替耐压试验。但有异常情况时,或重要的电动机,应由高压试验班进行试验,标准为1.5倍额定电压,但不低于1kV。
4)电动机的三相直流电阻测量,1kV及100kW以上的电动机其直流电阻的标准为:在20℃时,三相绕组直流电阻值之差,不得超过最小值的2%,并应注意相同组别的历年相对变化。中性点未引出的可测量线间电阻,1kV及100kW以上的电动机各线间直流电阻的差应不超过最小值的1%。对于低压绕线式电动机,转子绕组的交流耐压试验,大修时可用2.5kV绝缘电阻表摇测1min耐压试验。同时也应测量起动电阻器的直流电阻,其值与制造厂数值或最初测量的结果比较,相差不应超过10%。
5)定子吹灰清扫,用0.15~0.2MPa的压缩空气吹净线圈、铁心及机壳内的灰尘。压缩空气必须经过过滤器,以除去水分和油份。对吹不掉的油泥、污垢,可用干布沾四氯化碳或酒精清擦,或用带电清洗剂清洗,还可用竹片等剔除污垢,但不得使用金属工具,以免损伤绝缘。
6)定子全面检查:铁心有无松动、锈蚀、过热、定转子摩擦、个别硅钢片凸出及齿部压铁松动现象。有铁心松动处,可插入薄绝缘片处理;有锈蚀处应除锈并涂以绝缘清漆处理;若硅钢片个别凸出及齿部压铁松动等情况,应向班长汇报,以研究处理。必要时可作铁心发热试验,以检查铁心短路点。
7)检查槽揳及垫条有无松动、断裂、窜出、枯焦等现象,要保证槽揳压紧线圈。
8)检查线圈表面及引线有无损伤,通风沟内线圈绝缘是否膨胀,端部线圈绑线及间隔垫片是否松动脱落,线圈及接头处有无过热现象。发现绑线及间隔垫片松动脱落应补齐垫片重新帮扎。接头部位有过热现象或直流电阻不合格,均需剥开绝缘,检查接头焊接是否良好。对绝缘损伤处,轻微的可用气干绝缘漆涂之,严重的应重包扎绝缘。检查引出线全长绝缘应无破裂、焦枯,焊头不脱焊、不流锡、不氧化,引线头首端应有永久性的相别记号。
9)检查机座、端盖、风挡应无裂纹,止口无损伤,风挡固定良好,螺钉应齐全。对端盖上的裂纹,小型电动机可用电焊焊补,大型电动机端盖及机座,因不易加热焊补较难,一般可用钻孔、加夹板铆接等方法加固处理。伤口有扩大趋势时,须及时修整。
10)电动机受潮后绝缘电阻值下降,且低于规定值时,需进行干燥处理。电动机干燥方法有很多,要根据现场具体条件和电动机的具体情况而定,常用的干燥方法有以下几种。
外部干燥法:有灯泡法、热风干燥法、干燥室烘干法、电阻器加热及煤油蒸气加热干燥法。内部干燥法:铜损干燥法和铁损干燥法。
(三)绕线式电动机转子的检查及修理
1)绕线式转子的检验项目包括:测量转子回路的绝缘电阻(包括起动电阻或调速电阻控制器等)的测量;大修时用2.5kV的绝缘电阻表摇测1min代替耐压试验。
小修时转子绕组可与其起动设备一起测量,用500V的绝缘电阻表测量其绝缘电阻值不得低于0.5MΩ;测量转子三相绕组直流电阻的相互差别不应超过1%;转子绑线对绕组和绑线对地的绝缘电阻、刷架对地的绝缘电阻,均不得小于0.5MΩ。
2)滑环表面质量检查
滑环表面应无烧伤,轻微烧伤可用细纱布打磨。测量滑环晃度不得超过0.2mm,若晃度超标或烧伤深度大于0.5mm,则应车光,但不得多车,车后滑环表面粗糙度应为Ra1.6μm,晃度值应小于0.05mm,在车床上找中心时偏心度不得超过0.02mm。车光前后均测量滑环直径。
3)转子吹灰清扫并检查转子绕组绑线应无断裂,空心轴内引线绝缘无焦枯、破损、接线鼻子接触良好,且不脱焊。
(四)电刷及刷握的检修调整
1.刷架的检修与调整
刷架应固定牢固,绝缘良好,500V绝缘电阻表测量其绝缘电阻不低于5MΩ,刷架与引线接触良好,无过热现象。
2.刷握的调整
调整刷握时,应调整其下边沿距滑环表面为2~3mm,且与刷架固定接触良好,电刷压力为0.0147~0.0196MPa(即为150~200g/cm2),同环上电刷压力应一致,相差不应超过10%。
电刷长度应适当,应不短于5mm(接触面至铆钉边),牌号应相同且合适。电刷与滑环的接触应吻合,其在刷握内隙为0.1~0.2mm。刷握架等部件应清洁,但不必每次将修都打磨,以免造成间隙过大。
(五)鼠笼式电动机转子的检查与修理(https://www.xing528.com)
1)用0.2~0.3MPa的压缩空气吹净转子积灰,并擦净油泥、污垢。
检查转子铜导体与端部短路环的焊接是否开焊,铸铝转子及端环是否流铝和裂纹。对铜导体开裂者,可用铜焊条补焊,但补焊时应作好防护措施,防止烤坏铁心,铸铝端环裂纹,可剔槽用铝焊补。对2级和4级电动机如焊点多且集中的补焊后,应找平衡。对1000r/min及以下电动机,一般不致影响平衡。
2)对槽内导体不可见部分,如怀疑有断裂(如铁心松散变形、过热等),可用开口变压器测试,或对鼠笼通大电流,在转子槽上撒铁屑试验。铸铝转子铝条断裂应返电动机修理厂修理。铜条断裂可现场更换(单鼠笼或双鼠笼的下层导体为纯铜,双鼠笼的上层导体是黄铜,短路环均为纯铜)。对黄铜-纯铜的焊接应用银焊(含银40%左右)。
3)当转子断条占全部笼条的1/7左右时,会造成转矩严重下降,故必须修复。
4)检查转子铁心表面有无摩擦、锈蚀、松动,在轴上嵌装是否牢固,对锈蚀处应除锈,涂以绝缘漆。对铁心有磨擦者,应检查轴是否弯曲,可在车床上用千分表检查或在定子内盘动转子检查间隙变化来确定,如弯曲则应消除。轴有裂纹,应汇报班长,研究处理。
(六)电动机验收与试运
电动机在检修全部组装结束及开关等均已检修完毕,并检查无遗留问题,应进行整体验收。
电动机验收时,检修记录应齐全,试验有结论,环境卫生良好,还应说明计划项目完成情况,计划外项目内容,尚遗留的问题。
电动机大修验收后,应作空载试运行不少于1h。试运中应检查空载电流、铁心温度(应不大于60℃),滚动轴承、滑动轴承的轴承温度均不大于80℃,且无异常声响,检查轴承振动值及轴向窜动值,不得大于表12-6及表12-7的值,并作记录。
表12-6 轴承振动值标准

表12-7 轴向窜动值(指滑动轴承)标准

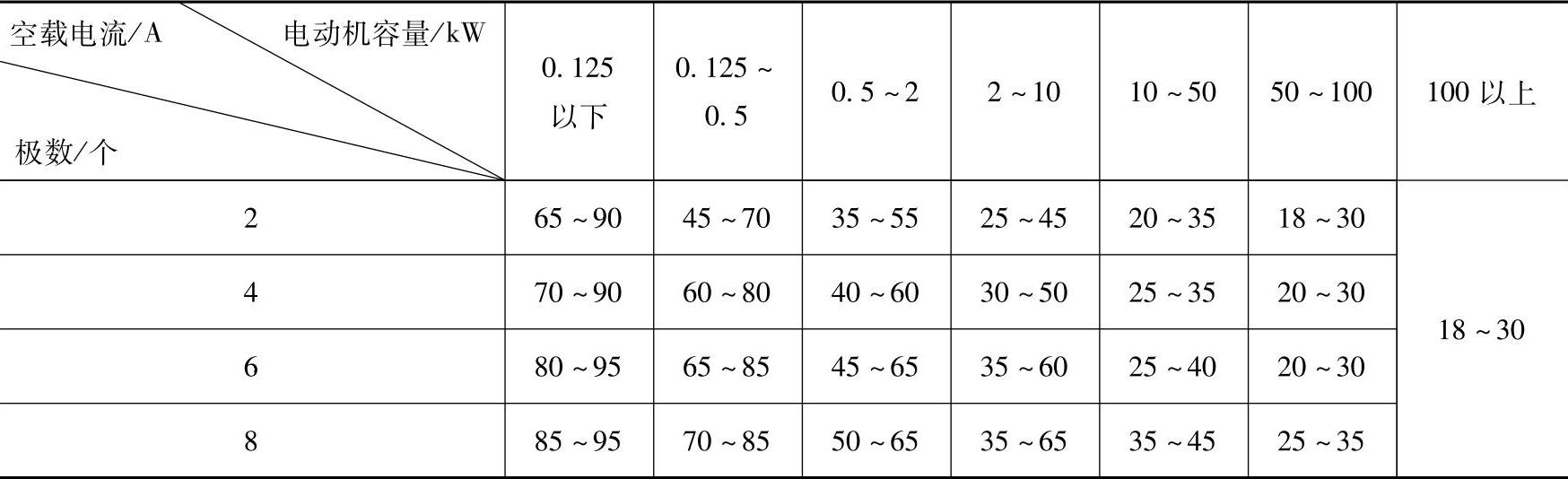
一般电动机在额定电压下空载电流为额定电流的20%~35%(10kW以下电动机空载电流大一些),任一相电流与三相电流的平均值偏差应小于平均值的10%,可参考表12-8中的值。
表12-8 额定电压下空载电流参考值
(七)电动机检修中常见缺陷及处理方法
1)在轴承室与轴承配合松动的地方,应采取刷镀方式来恢复紧力,一般情况下不允许使用打麻点的方式增加紧力。
2)严禁在联轴器松动的情况下,用打麻点来增加预紧力,如果轴有磨损,需刷镀或堆焊后进行机加工处理,在轴未磨损的情况下,说明老联轴器的尺寸已不符合要求,要求机械提供合适的新联轴器。新联轴器安装前,需要对联轴器与轴的配合间隙进行复测,要求有0.02~0.03mm紧力。若不合格要求,则更换联轴器或修整联轴器。联轴器的安装采用加热的方法。
3)键的配合。键不应一次加工而成,而应采用稍大于键槽尺寸的键坯手工加工制作。例如:10×8的键槽,应采用12×8或11×8的键坯加工,以配合磨损后的键槽。
4)卧式电动机在未连机械的情况下,轴向振动应不大于0.03mm,如果空试大于0.03mm,应考虑轴承问题或轴承装配问题。
5)电动机在运行中振动过大的原因及处理方法如下:
①转子不平衡(如转子上配重螺钉脱落,使重心不在转子中心轴上),应找正动平衡。
②带轮不平衡,应找正静平衡。
③胶带盘轴孔偏心,可车正并镶套。
④转轴弯曲。应更换转轴,或车直镶套(热套)。
⑤安装基础不平,或固定不稳,应重新安装,固定平稳。
⑥笼型转子导条断裂、或绕线转子绕组断路,使负载电流时大时小地振荡,应检查修复。
⑦联轴器装配不正或有松动,应找正紧固联轴器。
⑧被带作业机械失去平衡,应找正动平衡。
⑨定子绕组有局部故障,旋转磁场不平衡而引起振动,应检查修复。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。