



(一)金属构架的检修
金属构架的主要检查项目有:构架油漆剥落、腐蚀情况的检查;各焊接点,尤其是重要支承点是否有开焊、变形现象;各螺栓、铆钉连接是否松动、断裂或丢失;各箱体结构是否变形等。
1.金属构架的焊接工艺
(1)焊缝的检查
1)焊缝高度应符合图样要求。
2)焊缝及热影响表面不得有裂纹、气孔、弧坑和夹渣等缺陷。
3)焊缝咬边。当板厚小于10mm时,不得大于1mm,咬边连续长度不大于100mm。两侧咬边总长不得超过焊缝总长的10%。
4)焊缝应呈圆滑过渡至母材的几何形状,焊缝转角处应饱满。
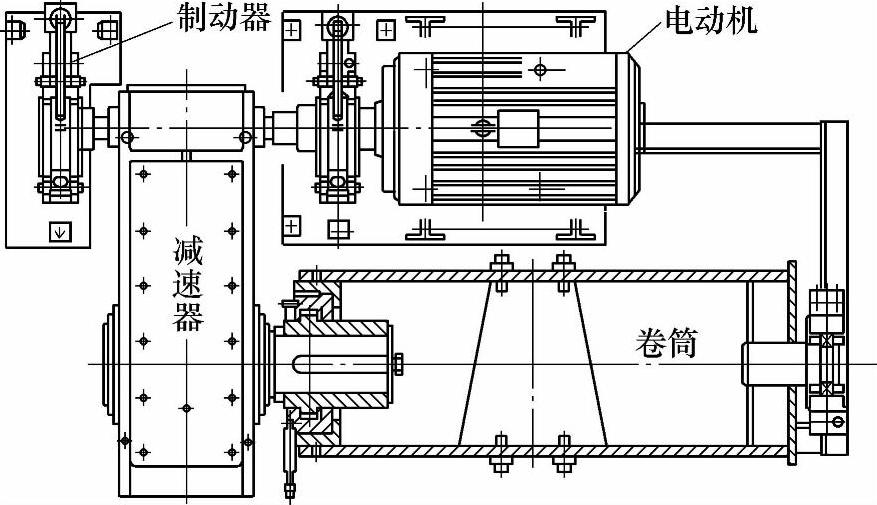
图10-26 钢丝绳变幅机构驱动装置
(2)焊接注意事项
1)重要构件的连接接口处应开坡口。
2)焊接材料的型号、规格应符合设计图样及焊接工艺要求,一般Q235A构件可采用E4303焊条,16Mn构件采用E5015焊条。异种材料构件之间的焊接,一般按强度较强的金属基体选用焊条。
3)烘干的焊条置于空气中超过4h时应重新烘干,但烘干次数超过三次的焊条仅能作为次要件焊接使用。
4)所有焊缝焊前必须彻底清除边缘(不小于10mm)的水迹、油污、铁锈、油漆等杂物,直至露出金属光泽。
5)焊缝药皮应清理干净,焊瘤应铲除。
6)露天施焊时,凡遇雨、雪、大雾等特殊气候,无安全措施不允许焊接。
2.高强度螺栓的连接工艺(https://www.xing528.com)
1)连接前必须清理连接表面的污物、油漆及氧化皮等减少摩擦力的杂物,并用钢丝刷去浮锈,但不准用砂轮打磨。
2)安装高强度螺栓时,严禁强行穿入螺栓(如用锤子敲击)。如不能自由穿入时,应用铰刀修整,修整后孔的最大直径应小于1.2倍螺栓直径。修孔时为了防止铁屑落入迭板缝中,铰孔前应将四周螺栓全部拧紧,使迭板紧密贴紧后再进行。严禁气割扩孔。
3)安装高强度螺栓时,构件的摩擦面应保持干燥,不得在潮湿环境下作业。
4)拧紧高强度螺栓时,应用力矩扳手,且扳前必须找正,其力矩误差不得大于±5%,合格后方能使用。找正用的力矩扳手,其力矩误差不得大于±3%。
5)高强度螺栓的拧紧应分为初拧、复拧和终拧紧。
6)对成组螺栓的拧紧,应按照从中间向两边,按对角方向对称逐次拧紧的方式进行。
7)关于高强度螺栓预紧力的要求:用力矩扳手紧固高强度螺栓,控制力矩以达到要求的预紧力。根据GB/T1228—2006~GB/T1230—2006的标准,高强度六角头螺栓的紧固力矩可按下式确定,即
M=KDgd (10-1)
式中 M——拧紧螺栓所需的力矩值;
K——力矩系数(0.11~0.15);
Dg——预紧力;
d——螺栓直径。
K由试验确定,一般取0.11~0.15,Dg可按设备施工规范要求选取或参考《钢结构工程施工质量验收规范》。
(二)变幅装置其他机构的检修
1)变幅装置其他机构驱动的检修主要包括:驱动卷筒、钢丝绳、滑轮组及其他连接件的修理及更换。
2)关于斗轮机液压变幅机构的检修问题见单元三第十章第五节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。