



(一)斗轮轮体的检修
1.拆卸方法
拆卸斗子前,为避免不平衡引起斗轮转动,如前所述首先要将斗轮轮体固定,然后松开斗子尾部螺栓,卸下斗耳上的销轴,即可取下斗子。斗齿一般是用楔子固定在齿座上的,拉出楔子,即拆下斗齿。
导料板与胶带机的间距是可调的,调整时,折下导料板上的楔子即可。应保证导料板下胶带既能被压住又能与悬臂胶带机的胶带接触良好,否则导料板应予以更换。
圆弧挡板上的衬板用螺钉固定,如果衬板的磨损程度达到更换时,可卸下螺钉即可拿出衬板。
2.斗齿与斗刃的焊接工艺
斗齿(ZGMn13)与斗刃(16Mn)焊接时,焊缝处经常出现裂纹,甚至斗齿掉落,严重影响斗轮堆取料机的出力,维护费用大。选用如下焊接工艺制造或维修,可以避免上述缺陷。
1)选用J507焊条,其规格为φ4mm,焊前焊条在400℃下烘干2h,放入焊条保温箱内,随用随取。
2)斗刃16Mn板削薄磨平,斗齿ZGMn13经1000~1100℃水韧处理。
3)选用直流电焊机,直流反接。
4)选择合理的焊接顺序,先焊斗齿根部焊缝,再焊两侧焊缝。
5)焊前焊件经氧乙炔焰预热300℃。
6)选用适宜的焊接参数:焊接电流为160~180A,电弧电压为23~25V,焊接速度为12~16cm/min,边焊边锤击焊缝,以松弛应力。
7)焊后立即用冷水激冷,减少焊缝在300~800℃之间的停留时间,防止因碳析出而在熔合区产生冷裂纹。
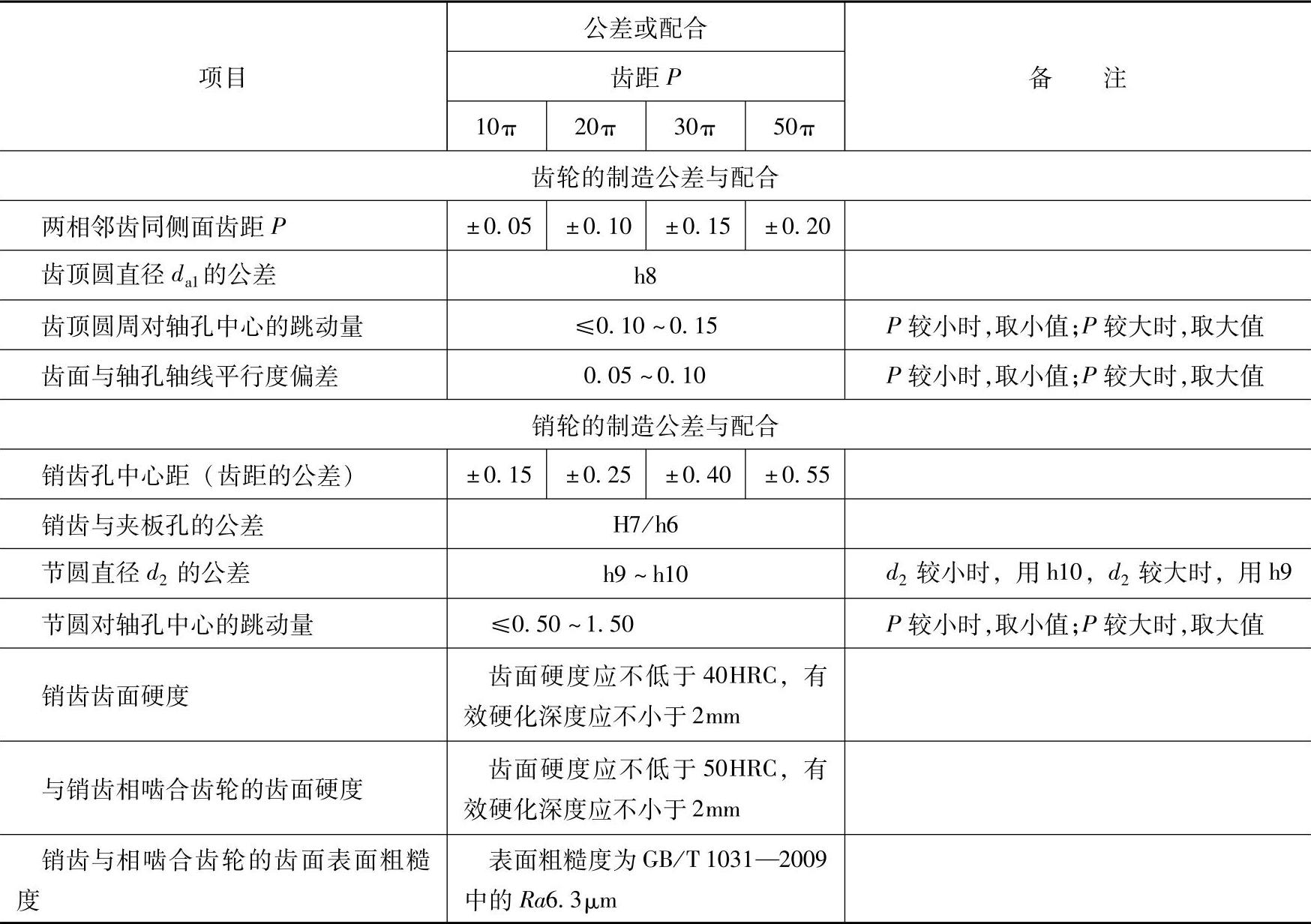
(二)斗轮回转销齿的检修
斗轮回转系统采用销齿传动,关于销齿传动的原理参看课题单元一第二章第二节。销齿传动的外在传动形式可看成开式齿轮传动。由于斗轮长期在高负载下运行,销齿及与其相啮合的轮齿在接触面上会出现较为严重的磨损,该现象属于正常的故障,处理方法主要有三点:
1)在齿轮和销轴上涂抹润滑脂,降低摩擦系数。涂抹润滑脂时应保证接触面涂抹均匀,发现有金属剥落,应即时涂抹润滑脂。对于恶劣环境下的润滑脂夹杂煤粉,应及时清理并涂抹新润滑脂。
2)销轴的安装。当销轴发生磨损量大于直径的20%时,若无相应备品,可以让销轴转动90°后,继续使用。销轴的固定块同样转动90°后安装。
3)销轴的更换。当磨损量超过20%时,且已转动使用过,应及时更换销轴。斗轮回转销齿检修的质量标准见表10-2。
表10-2 斗轮回转销齿检修的质量标准 (单位:mm)
(三)斗轮头涨环的检修工艺
如前所述,斗轮头的驱动若采用涨环连接在拆装时,应注意保护各配合面不受损伤,且装配时应留出涨环的预紧量。其检修工艺步骤为:
1)在拆卸涨环时,先松开全部螺钉,取下镀锌的螺钉和垫圈,将拉出螺钉旋入前压环的辅助螺孔中,轻轻敲击拉出螺钉的头部,使涨环松动,然后拉动螺钉,即可将涨环拉出。
2)按设计规定检验涨环尺寸;清除表面污物、锈蚀;涨环轻微损伤时可进行修补,若磨损严重应更换。在涨环表面均匀涂一层不含二硫化钼等添加剂的润滑油。
3)按拆卸标记,在大轴上找出两台轴承的位置。(https://www.xing528.com)
4)在大轴的一个定点位置可先进行涨盘预紧安装试验,测出涨盘轴承的滑动量。根据所测得的滑动量,在大轴定位(作标记)并留出滑动量,再安装涨盘轴承。
5)涨环装入孔内应防止倾斜,涨环螺栓应用扭力扳手对称、交叉、均匀地拧紧涨环螺钉;拧紧力矩应符合设计规定。无规定时,可按《胀紧联结套 型式与基本尺寸》JB/T 7934—1999中的“胀紧联结套形式及其螺钉拧紧力矩规定”进行拧紧。拧紧时先以1/3拧紧力矩值拧紧;再以1/2拧紧力矩值拧紧;最后以拧紧力矩值拧紧;并以拧紧力矩值检查全部螺钉。
6)防护套安装后,应在涨环外露端面及螺钉头部涂上一层防锈油脂;在腐蚀介质中工作的涨环,应采用专门的防护装置以防涨环锈蚀。
(四)斗轮轮体的安装
因斗轮堆取料机大多采用单侧重力式卸料方式,且兼有堆料及取料功能,所以为使斗轮在挖取物料时臂架受力好,斗子卸料快,斗轮的安装应按如图10-8所示位置安装。
1.安装要求
1)水平面内的安装位置:斗轮体轴线与臂架中心线相交一个角度,即4°~6°(图10-8a)。
2)在垂直平面内的安装位置:斗轮体的轴线与水平面构成的夹角,一般取7°~8°(图10-8b)。
3)圆弧挡板安装在轮体圆周内侧,与轮体之间留有5~10mm的间隙。
4)轴承外圈与端盖每侧留1.5mm的间隙。
2.安装质量标准
1)安装时应保证斗轮与两轴承座同轴度要求。
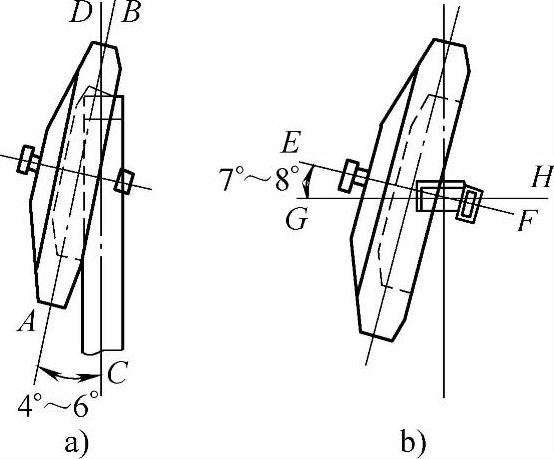
图10-8 斗轮体的安装
2)应按图样要求调整轮体与圆弧挡板、轮体与溜料板之间的间隙。
3)连接涨环(或压缩盘)的高强度螺栓,必须用扭力扳手对称逐个拧紧,使力矩逐渐加大,直至达到图样要求。
4)轮体内圆对旋转中心轴线的径向圆跳动应为轮体内圆直径的1/1000,且最大不超过8mm。
5)轮体对旋转中心轴线的轴向圆跳动应为轮体端面外圆直径的1/500,且最大不得超过10mm。
3.斗轮机构的安装方法
1)在地面平台上组装斗轮机构。
2)斗轮机构安装顺序:安装斗轮轴及轴承座─安装斜溜槽支架及斗体─安装圆弧挡板及其他支架─安装斗轮轮体─安装驱动装置。
3)装配时,端盖与轴承座接触面要涂密封胶,应涂2/3内腔的润滑脂;迷宫密封处应涂满润滑脂,装配后要求轴转动灵活无卡阻现象。
4)装配时轴承应均匀的涂上润滑脂,涂油量为轴承内腔的1/3。
5)胀紧套与斗轮轴联结。胀紧套装配前,用酒精或丙酮清洗轴的外径及输出轴内孔,并保证连接面上无任何润滑物或其他杂物,涨环的收缩环套到输出轴前,要清洗该表面。
6)涨环就位后立即用手拧紧3~6个等间距的螺栓,拧紧时要保证两个法兰盘相互平行,随后用手拧紧其余的螺栓,最后用扭力扳手顺时针或逆时针均匀地拧紧所有的螺栓,每个螺栓每次拧紧约90°,一直达到每个螺栓的拧紧力矩值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。