



(一)电动推杆的安装与检修
1.电动推杆的结构与工作原理
图8-15所示为电动推杆的基本结构,它的工作原理如下所述。
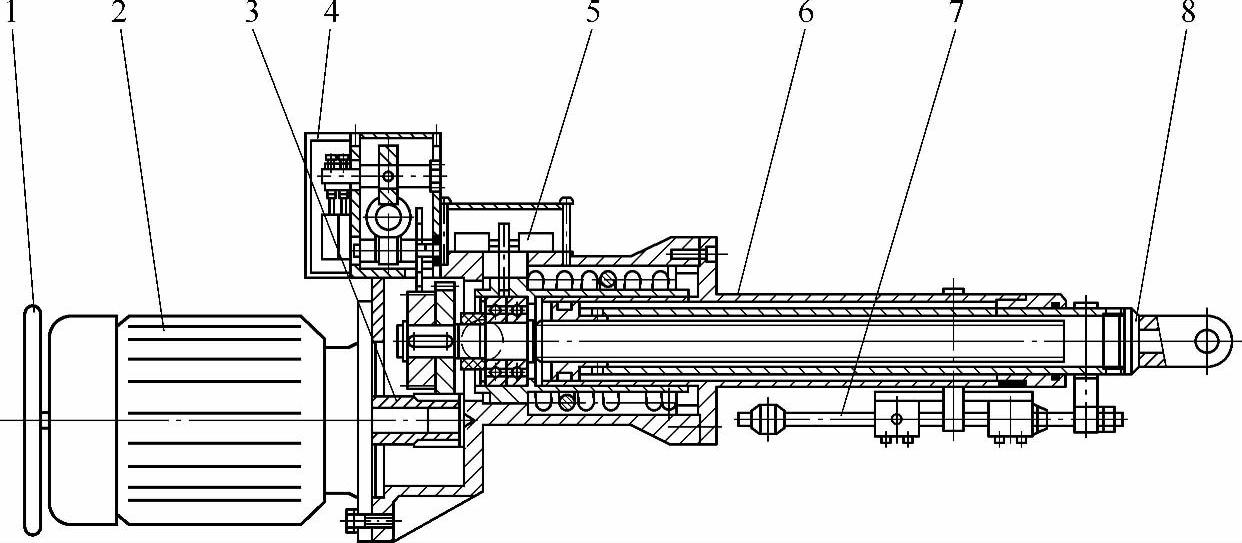
图8-15 电动推杆的基本结构
1—手轮 2—电动机 3—减速器 4—内置行程开关组件 5—过载保护开关 6—导套组件 7—外置行程开关组件 8—推杆
电动机起动后,通过一对齿轮带动螺杆转动,与螺杆相啮合的螺母,沿固定在导套内壁上的导轨移动,推杆与螺母用螺钉连接在一起,螺母前移将推杆推出,反之当电动机反转时,推杆被收回,同时,电动推杆内装有滑座、弹簧、拔杆及安全行程开关等组成的过载保护装置,在外部载荷超出了弹簧载荷或推杆行程达到了极限位置时,弹簧因变形量增加,通过滑座、顶销触动行程开关,使推杆自动停机,达到超载保护作用,避免了电动机及构件的损坏。
2.电动推杆的使用注意事项
推杆外壳没有安装轴时,可配制支架或吊架安装于适当位置,推杆端部有销轴,连接套与被推构件相连接。支架及连接套为推杆附件,可委托厂家配制或自制,推杆装设的安全开关必须串接在电动机电源线路中,以达到过载保护作用。根据实际情况,使用时必须安装行程开关,以控制推杆工作。电动推杆内部的安全保护开关,不得作为行程开关使用。
1)推杆内部的过载行程开关要与外部的限位开关一起接到继电器的跳闸回路当中,否则不能起到自动保护作用。内部的行程开关只起到过载保护作用,不得直接代替限位开关使用,否则将影响其使用寿命。
2)推杆与被推构件连接后,连接部位灵活自如时方可通电使用,以免损坏部件。
3)工作环境温度在-10~+60℃之间,相对湿度在85%以下。
4)必须装上防尘罩,以免污染机件的活动部分。要定期更换导套内的轴承润滑脂。
3.电动推杆的检修工艺
1)将电动推杆从设备上拆下。
2)拆下电动机、限位开关、安全开关和拨杆。
3)将减速装置进行解体拆卸。清洗检查齿轮和轴承有无缺陷和损坏。
4)拆卸螺杆、导套、滑座及螺母并清洗干净。
5)检查螺杆有无弯曲和磨损,螺杆弯曲时应找正,无法找正或磨损严重的应更换。
6)检查铜螺母,铜螺母磨损严重造成与螺杆配合过松时应更换铜螺母,对新更换的螺杆和铜螺母应实配,若过紧应对铜螺母进行车削加工。
7)检查滑座有无磨损,滑座与壳体的配合间隙在0.10~0.30mm之间,若间隙过大应更换滑座。滑座油槽处应清理干净,无杂物堵塞。
8)检查导套内侧导轨有无变形扭曲现象,导轨焊接处有无开裂现象,若有可进行补焊,其方法为:在导套无缝钢管处选择好位置后钻孔,同时在导轨相应位置也钻孔(一般无缝钢管处钻6mm通孔,导轨可钻4mm、孔深2mm即可)后,补焊、刮平。(https://www.xing528.com)
9)检查弹簧,应完整、无裂纹。
10)检查防尘罩,破损时应缝补或更换。
4.电动推杆的检修质量标准
1)各处紧固件应牢固可靠。
2)齿轮减速装置及滚动轴承的检修可参见第二单元第四章的有关内容。
3)各接触相对运动部位应加注润滑脂,减速装置内的加注量为整个空间的70%。
4)电动推杆检修后、未通电前,盘动电动机风扇叶,推杆应运动自如,伸缩灵活。
5)推杆前端装设的防尘罩要装好,不得有杂物、灰尘浸入。
6)安全开关及行程开关应无损坏。
7)通电空载试运行,限位开关安装位置正确,机体内应无异常噪音,电动机温度正常,推杆行程应符合铭牌规定标准。
(二)电液推杆的检修
图8-16所示为电液推杆的结构,其液压控制部分的工作原理见单元一第三章第一节,检修工艺如下所述。
1)将电动推杆从设备上拆下,拆下电动机、安全保护开关和拨杆。
2)将电液推杆解体,清洗加油;解体检查密封件和轴承,当磨损严重时应以更换。
3)组装时推杆应无卡涩现象。
4)不得直接用机内安全保护开关代替限位开关
5)各种密封件及防尘罩应完整无损,如损坏应更换。
6)滑动架弯曲严重时,应进行修整;滑动板自身要求平直,两滑动板要求平行,直线度误差不得超过2~3mm,平行度误差不得超出3mm。
7)详见内部液压元件的检修和安装质量标准。
8)无渗油、自降现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。